压力容器焊接工艺卡Word文档下载推荐.docx
《压力容器焊接工艺卡Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《压力容器焊接工艺卡Word文档下载推荐.docx(23页珍藏版)》请在冰豆网上搜索。
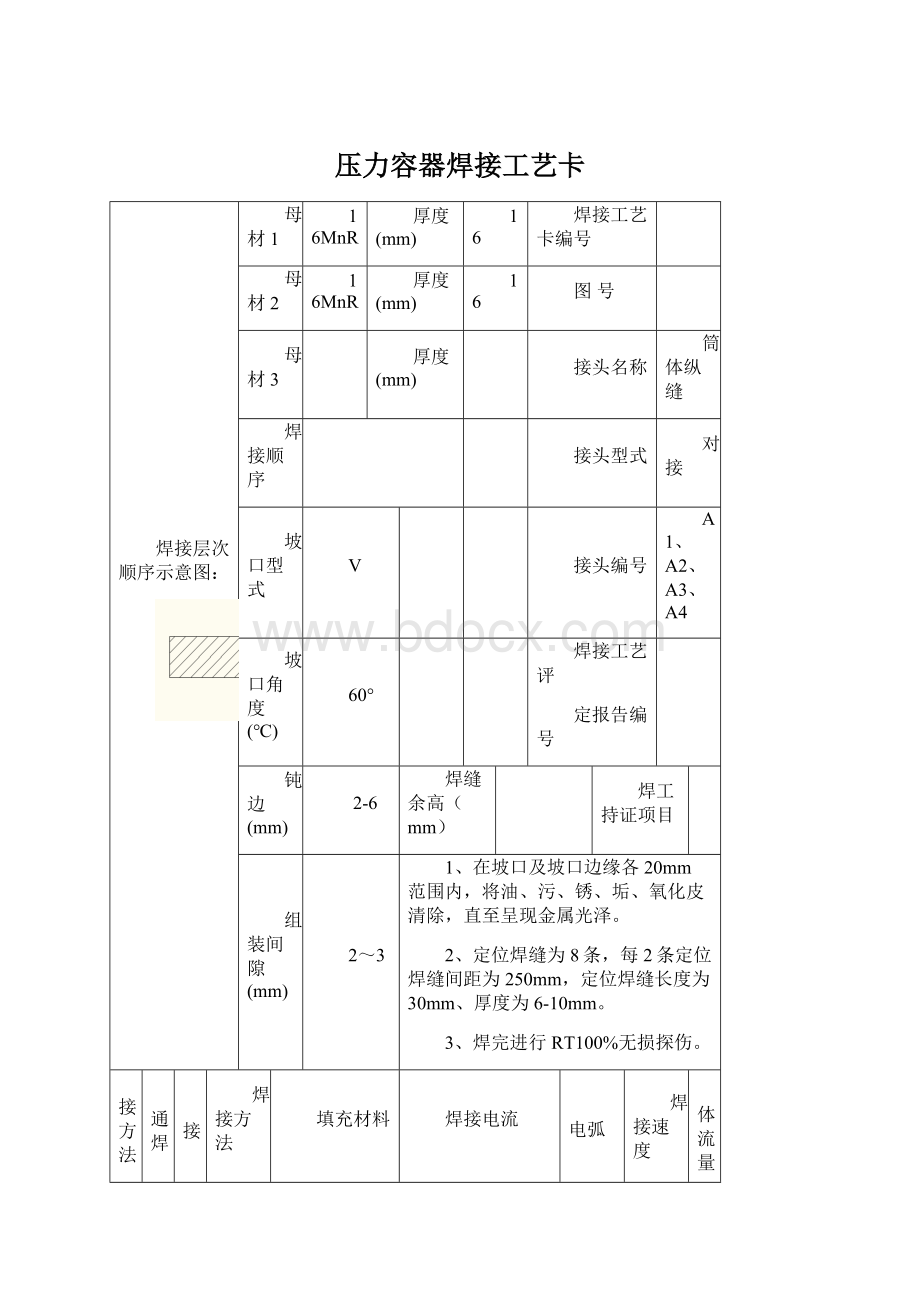
焊接工艺评
定报告编号
钝边(mm)
2-6
焊缝余高(mm)
焊工持证项目
组装间隙(mm)
2~3
1、在坡口及坡口边缘各20mm范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
2、定位焊缝为8条,每2条定位焊缝间距为250mm,定位焊缝长度为30mm、厚度为6-10mm。
3、焊完进行RT100%无损探伤。
焊接方法
直通焊
焊接
层次
填充材料
焊接电流
电弧
电压(V)
焊接速度(cm/min)
气体流量(L/min)
预热温度(℃)
型(牌)号
直径(mm)
极性
电流(A)
层间温度(℃)
焊后热处理
定位焊
MIG
H10MnSi
ф2
直流反接
80-115
12-14
10-16
8-10
焊剂烘干温度
250℃
封底焊
ф2.5
115-150
钨极直径(mm)
正面焊
SAW
H10MnSi+HJ431
ф4
交流
600-650
34-37
48
喷嘴直径(mm)
气体成份
Ar
编制
日期
年月日
审核
焊接工艺卡No.:
1
2
筒体环缝
B1、B2、B3、B4、B5
2、定位焊缝为28条,每2条定位焊缝间距为12°
,定位焊缝长度为30mm、厚度为6-10mm。
电弧
年月日
焊接工艺卡No.:
3
8
接管与壳体
单边V
D1、D2、D3、D5、D6
3、焊完进行UT无损探伤。
焊接位置
SMAW
J507
ф3.2
90-130
25-28
焊条烘干温度
250-400℃
ф4.0
150-180
28-30
烘干时间
1-2h
保存温度
100-150℃
4
人孔与壳体
D4
=
5
接管与法兰
角接
C1、C2、C3、C5、C7
1、在接头边缘各10mm范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
250-350℃
10~16
6
人孔与法兰
C4
7
Q235B
12
14
D7、D8
150-250℃
鞍座底
C8、C9
焊接工艺卡No.:
1、在接头边缘各20mm范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
焊材烘干温度
10~12
焊接工艺卡
NO:
工程名称
工艺卡编号
材质
规格
MIG+SAW
焊工资格
焊评编号
无损检测
PT
合格等级
Ⅱ
适用范围
适用于管子壁厚小于4㎜的管子与法兰相连的角焊缝(不考虑管子外径)
焊接工
艺参数
层数
焊材及规格
电源极性
焊接电流(A)
焊接电压(V)
焊接速度(Cm/min)
E4303φ2.5
50~65
18~20
14~16
2
E4303φ3.2
100~120
20~22
12~14
坡口尺寸及溶敷图
焊
接
技术
要
求
1、焊前准备:
a、在坡口及坡口边缘各20mm范围内,将油、污、锈、垢、氧化皮清除,直至呈现金属光泽。
b、定位焊缝为3条,每2条定位焊缝间距为120°
,定位焊缝长度为5~8mm、厚度为3~4mm。
2、焊接操作:
焊接时按上面工艺参数进行焊接,同时调整焊条角度,将电弧偏向厚的一边,使两边尽量受热均匀。
黑龙江科技大学角接工艺卡
工令号
产品名称
液化石油气储罐
图号
焊接工艺评定号
焊缝编号
母材
16MnR:
节点图
材
料
焊条
序号
施焊要求
焊丝
焊剂
焊条烘烤温度
焊剂烘烤温度
清根手段
碳刨;
砂轮
预热温度
预热方法
层间温度
焊条烘烤时间
1~2小时
规
范
参
数
电压
(V)
速度
(mm/min)
焊条直径(mm)
焊丝直径(mm)
钨丝直径(mm)
氩气流量(L/M)
电源种类和极性
 升级会员
升级会员 