机冷态滑参数开机操作票Word文档格式.docx
《机冷态滑参数开机操作票Word文档格式.docx》由会员分享,可在线阅读,更多相关《机冷态滑参数开机操作票Word文档格式.docx(195页珍藏版)》请在冰豆网上搜索。
16
主机油温10℃以上,检查密封油备用差压前截门及旁路门关闭,启动直流润滑油泵赶空气10分钟,检查正常后停运;
油位、电流、压力
17
启动交流润滑油泵和高压备用密封泵,检查正常后,投入交、直流及高密泵“联锁”;
18
启动空侧密封油箱()排烟风机,投入()排烟风机联动备用;
19
启动空侧直流密封油泵,检查正常后停运;
电流、压力
20
启动空侧交流密封油泵,检查油、氢差压在0.084MPa左右;
空侧直流密封油泵联锁置“远控”位;
电流、压力、油、氢差压
21
启动氢侧直流密封油泵,检查正常后停运;
22
启动氢侧交流密封油泵,检查空、氢侧油压差±
490Pa(±
5mmH2O);
电流、压力、空、氢侧油压差
23
检查差压阀、平衡阀投入正常,跟踪良好;
油、氢差压
24
检查备用密封油源正常,投入备用密封油差压阀;
25
检查密封油箱及消泡箱油位正常,浮子检漏仪无油,严防发电机进油;
油位
26
启动()EH油泵,正常后()EH油泵投入联动备用;
电流、压力、油位
27
检查发电机已充H2,氢气纯度达96%以上;
联系检修确认充压缩空气门后已加堵板;
28
内冷水水质合格,氢压0.1MPa时,启动()内冷水泵正常,()泵投联动备用,调整内冷水水压比氢压低0.035MPa;
29
将氢压补至0.2MPa;
投入A、B氢气干燥器;
充压时操作应缓慢
30
启动()顶轴油泵,检查各轴承顶轴油压符合要求,其值:
泵出口母管()MPa,#3()MPa,#4:
()MPa,#5:
()MPa,#6:
()MPa。
31
投入连续盘车,倾听机组动静部分无摩擦声音;
电流:
()A转子偏心率不大于0.076mm,其值:
()mm;
电流
32
启动()凝结水补水泵,热水井补水冲洗,水质合格后,补水至正常水位;
33
启动凝输泵,除氧器上水冲洗,水质合格后,关闭放水门,补水至正常位置,投除氧器加热;
电流、除氧器振动
34
开启凝结水系统充水门,开启低加水室放空门,放完空气后关闭;
35
启动()凝结泵正常后,()泵投联动备用,关闭凝结水系统充水门;
36
开启各低加及轴封冷却器汽侧放水门,检查各低加及轴封冷却器无泄漏;
37
轴封冷却器多级水封筒注水、排完空气后稍开,A、B、C真空泵泵体及汽水分离器补水至正常;
38
投给水泵密封水,开启A、B、C给水泵入口门;
39
启动()给水泵辅助油泵检查油压为()MPa,系统无漏油;
40
联系炉侧,启动()电动给水泵,电流()A,排尽给水管路空气;
41
投入高加水侧,开启高加水室放空门,放完空气后关闭;
联系炉侧
42
开空冷岛凝结水回水门、空冷岛空气门、空冷岛进汽蝶阀;
43
轴封系统暖管至阀门站前;
系统无泄漏
44
启动()真空泵抽真空;
电流、入口门联开
45
启动()轴抽风机,()轴抽风机投入联动备用;
46
投入机组轴封,调整低压轴封减温水,控制低压轴封温度在121-177℃,其过热度>14℃;
47
轴封系统投入正常后,关闭各启动疏水门;
48
检查高、低压旁路动力电源控制电源已送好;
49
锅炉点火后,主汽压力0.2-0.5Mpa,真空在55KPa以上,投旁路系统;
暖管、系统管路无振动
50
根据空冷岛凝结水温度启动空冷风机
51
记录各金属温度,热胀,胀差等一次;
炉点火及冲转后,每30分钟记录一次;
缸胀:
( )mm;
52
检查凝汽器水幕喷水,本体扩容器减温水,高加事故疏水扩容器减温水,后缸喷水手动门开启;
53
检查DEH操作盘各指示位置正确;
在操作员自动方式
54
检查ETS盘面各状态显示正确;
55
联系热控检查机侧所有保护已投入;
56
查各参数符合冲转规定,并记录:
主蒸汽压力()MPa,主汽温度()℃,再热汽温度()℃,主机润滑油温()℃,主机润滑油压力()MPa,空氢侧密封油温()℃,EH油温()℃,EH油压()Mpa,机组真空()KPa,缸胀()mm,偏心()mm;
57
缓慢停止高、低压旁路系统;
注意炉汽包水位变化
58
挂闸,中压主汽门应全开;
59
汽机冲转,检查盘车应脱扣,否则手动脱扣;
保持各参数稳定
60
投入高、低加汽侧;
61
以速率100r/min,转速600,顶轴油泵自动停止;
62
大修后首次启动,转速升至600rpm,应打闸进行“摩擦”,高、中调门全关,对机组进行全面检查,确认通流部分无摩擦、各回油正常;
停留时间不超过5min
63
检查机组一切正常后,以速率100r/min升速至2050rpm停留35分钟,对机组进行全面检查;
检查机组各部正常
64
转速到达临界区,DEH自动修改升速率为400r/min,冲过机组临界区;
振动
65
以速率100r/min升速至2950rpm进行阀门切换;
主汽压力、温度应正常稳定
66
阀门切换结束,以速率100,升速至3000rpm;
联系锅炉稳定参数
67
就地或远方打闸,各主汽门、调门、高排逆止门、各抽汽逆止门迅速关闭。
68
机组重新挂闸,升速至2950rpm,升速至3000rpm;
69
检查主油泵工作正常,主油泵进口油压( )MPa,出口油压( )MPa,停交流润滑油泵及高压备用密封油泵,联锁开关投入;
润滑油压
70
根据发电机风温投入氢冷器。
71
发电机并网;
机组并网后DEH自动使机组带上初负荷,初负荷16.5MW;
72
初负荷暖机45分钟,期间保持主蒸汽参数稳定。
汽温、汽压、各部正常
73
初负荷暖机结束,联系炉侧,负荷加至30MW;
74
当#3高加与除氧器压差达0.2Mpa以上时,高加疏水倒为除氧器,注意各加热器水位及温度变化;
除氧器压力、温度
75
四段抽汽压力大于0.147MPa,开启四段至除氧器供汽门,停运辅汽至除氧器供汽门;
76
凝结水水质合格,回收除氧器;
77
负荷大于10%,检查高压门组各疏水阀应联锁关闭;
就地检查
78
负荷大于15%,关闭后缸喷水,检查低加投入正常,注意各加热器水位变化;
79
负荷大于20%,检查低压门组各疏水阀联关;
80
根据轴封母管压力,逐渐关闭辅汽至轴封供汽;
真空变化
81
负荷增加至200MW,启动()给水泵;
82
根据真空,调节空冷风机转速;
83
随负荷增加,逐步投入各设备自动;
84
负荷增加至230MW,将DEH投入遥控位置
机组负荷、高调门变化稳定
85
负荷增加至240MW机组调节阀方式应由单阀方式切换为顺序阀方式运行;
负荷波动范围
86
负荷接带至调令值,启动结束,汇报值长。
记录时间
#炉冷态滑参数启动
操作人
一点火前的准备及点火操作
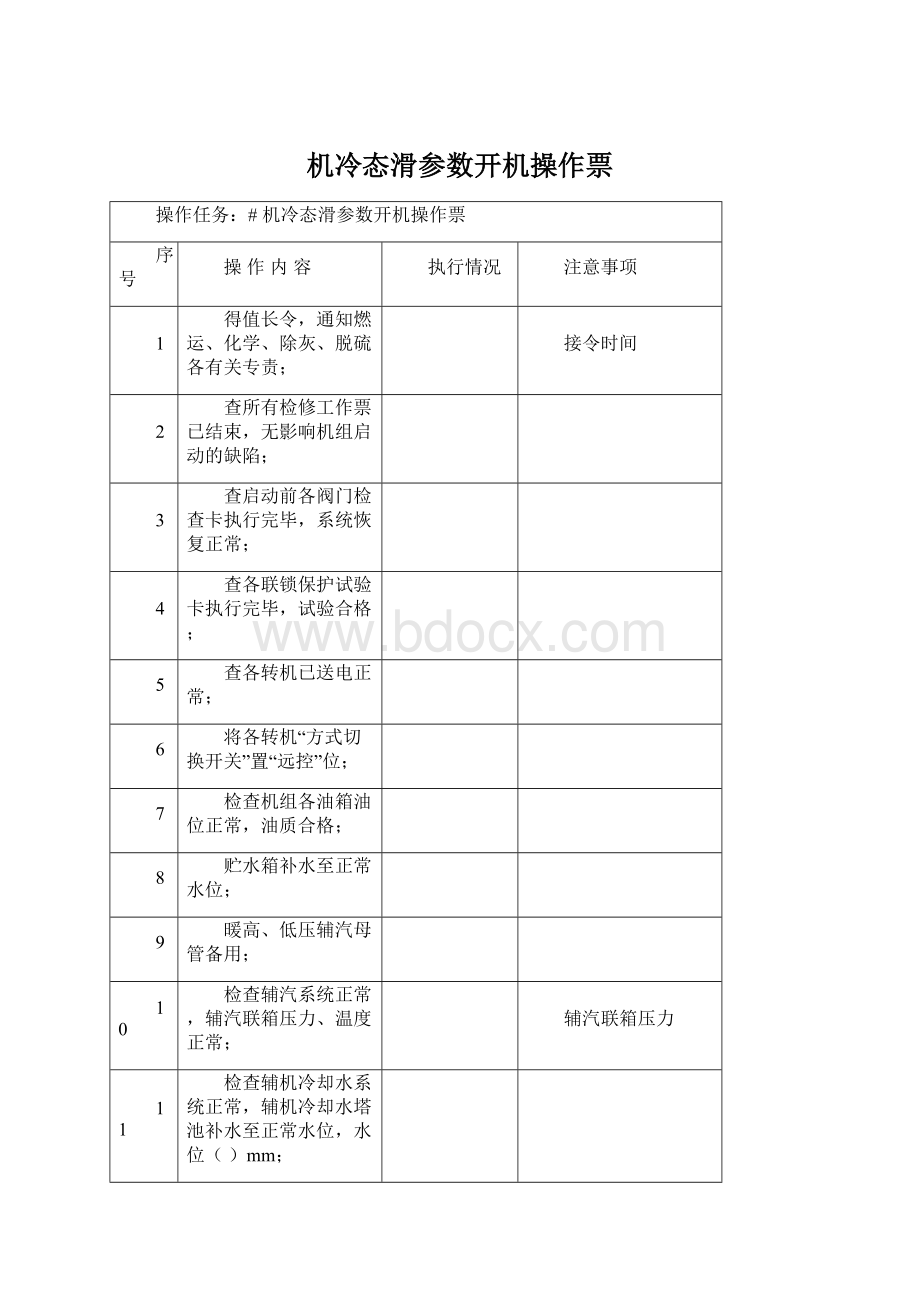
得值长令,通知燃运、化学、除灰、脱硫各有关专责
检查所有检修工作票已结束,无影响机组启动的缺陷
检查启动前各阀门检查卡执行完毕,系统恢复正常
各电动门、调整门、气动门调试完毕,开关灵活无卡涩,显示状态与实际相符
检查各转机油箱、轴承油位正常,油质合格
检查辅汽系统正常,辅汽联箱压力、温度正常
检查各转机已送电正常;
各转机冷却水正常
开启汽包加药一次门,通知化学准备加药,联系化学,开启取样一次门(给水、炉水、过热蒸汽、再热蒸汽、饱和蒸汽)
检查DCS各部送电正常,热工所有表计应投入,各种控制、保护、信号的电源、气源已送上,控制系统检查正常已投运
检查各联锁保护试验卡执行完毕,试验合格
检查厂用压缩空气系统压力0.6MPa以上,各仪用气源投入正常
检查锅炉上水系统已恢复,具备上水条件,记录锅炉膨胀指示器一次
启动电动给水泵或凝结水输送泵用给水旁路通过省煤器进水,控制上水速度、流量
1)
锅炉上水水质合格
2)
锅炉上水水温与汽包壁温差≯35℃
3)
汽包各水位计投入正常,水位TV投入
锅炉上水至汽包-100mm,联系化验水质合格、停止上水;
若水质不合格进行换水,直至合格
记录锅炉膨胀指示器一次
启动火检冷却风机,检查风压KPa,侧投备用
投入锅炉底部加热,控制加热速度,开启省煤器再循环门
联系热工投入各联锁开关及保护
汽包下壁温度100℃以上或锅炉点火前,解列底部加热
投火焰TV
检查启动条件满足,启动A、B空预器,检查空预器监控装置投入正常
通知脱硫专业检查除渣、除灰装置正常可用
启动引风机油站,启动一台引风机轴承和液压缸冷却风机,另一台冷却风机投备用;
检查启动条件满足,启动A、B引风机
检查二次风系统正常,启动送风机油站,启动A、B送风机(环境温度≤5℃时应投入暖风器)
调整引风机动叶、送风机动叶,使炉膛负压维持在-100Pa~-150Pa,投入引风机自动
调整送风量在30%~40%MCR
进行燃油泄漏试验
检查炉膛一、二吹扫条件满足,启动炉膛吹扫
开来、回油速断阀,复位MFT,复位OFT
投入炉膛烟温探针,并网前控制炉膛出口烟温不大于538℃
通知邻炉操作员及油库值班员并及时调节炉前回油调节阀,保持供油压力稳定,调整满足允许点油条件
对角投入AA层油枪,调整辅助风挡板,使投运的油枪雾化良好,燃烧稳定。
根据升温升压的需要,及时切换或增投油枪
投入空预器辅助汽源连续吹灰
当压力升到0.15~0.2MPa时,关闭炉顶各放空气阀,联系汽机投入高低旁路。
及时调节燃油压力及风量正常,观察油枪燃烧情况,保持燃烧稳定
等离子燃烧器的点火启动
检查满足启动条件后启动任意侧一次风机,一次风压维持在4Kpa以上
检查投入等离子暖风器,视环境温度情况投入一、二次风暖风器
投入等离子火检TV正常
4)
投入A磨煤机充惰装置,充惰完毕(2分钟),停止充惰装置
5)
将A磨煤机的运行模式切换到“等离子运行方式”,启动#1~4等离子发生器,调节电弧功率在110KW左右,电流350A左右,拉弧正常
6)
启动密封风机,密封风机投备用,调整密封风风压高于一次风压2KPa
7)
打开磨煤机A1层分离器出口关断门
8)
打开A磨煤机一次风混合风门,开启热风门,维持辅汽高压母管压力在较高压力(应大于1.2MPa),暖A磨
9)
启动一台低压油泵,油压在0.3~0.5MPa之间,润滑油流量>25L/min,另一台油泵投备用
10)
启动磨煤机两台高压油泵,油压≥3MPa
11)
当A磨煤机出口温度在50-90℃之间时,汇报值长,准备启A磨煤机
12)
A磨煤机启动条件满足,复位A磨跳闸继电器
13)
启动A磨煤机,检查大齿喷射装置联锁自动投入
14)
检查压差测量装置,确认料位显示正常
15)
启动A1、A2给煤机,以每小时60T给煤量快速建立料位,料位出现后迅速减小给煤率维持A磨煤机料位500~700Pa运行;
停止A2给煤机
16)
调整A磨旁路风挡板,容量风稍开,调节A磨煤机入口风量,维持磨煤机出口一次风风速在18~20m/s左右
17)
就地观察燃烧情况,调整一次风量、周界风门开度,保持合理的一次风速及二次小风门开度
18)
随空预器一次风出口温度升高,当一次风温能满足磨煤机运行要求时,逐渐关小等离子暖风器蒸汽进汽门,直至全关,调整中注意不应使磨入口一次风温降低
根据水质情况及时进行定期排污
二升压
升压初始阶段,控制升温速度0.33~1.1℃/min
冷态启动饱和蒸汽温升极限速率<1.46℃/min
按照汽机启动参数要求和炉启动特性曲线,调整高低压旁路开度,调整燃烧及炉5%疏水控制升温、升压速度
检查各部膨胀情况,如有异常则停止升压,查明原因消除后方可继续升压,对膨胀不良的联箱加强定排放水
注意汽包水位调节,并保持-50~+50mm
汽包压力升至0.05~0.1MPa,冲洗就地水位计,冲洗后,仔细核对水位,以确保水位的准确性
汽包压力升至0.15~0.2MPa,关闭汽包及过热器各空气门,联系热工冲洗表管。
汽包压力升至0.2~0.3MPa,进行水冷壁下联箱放水一次,以加速蒸发受热面各部分受热均匀,并提高水质
汽包压力升至0.4MPa,关闭顶棚入口集箱疏水阀,关闭减温器疏水阀,并稳定一段时间联系检修热紧螺丝
汽包压力升至0.5MPa时,定排放水一次,根据升温升压情况,按照升温升压曲线,逐步增加风粉量
根据需要联系汽机启动给水泵,锅炉连续进水时关闭省煤器再循环阀并投入单冲量给水自动调节
主汽压力0.7MPa时,关闭过热器出口疏水门
汽包压力1.0MPa时,对PCV阀进行开、关放汽试验一次
主蒸汽压力升至1.0MPa,进行减温器反冲洗
主汽压力升至1.5MPa,联系汽机投入连排系统
汽包压力2.0MPa时,通知化学人员加强对蒸汽品质的化验,并根据情况调整排污流量
再热蒸汽压力升至0.2MPa,关闭再热器各空气门、疏水门
根据主、再热汽温偏差缓慢调整喷燃器摆角到适合位置
监视锅炉过热器、再热器各点壁温,其管壁金属温度不超过限制值。
汽包上下壁温差≯40℃,否则应降低升温升压速度或停止升压;
严格控制燃料量,限制燃烧率
在锅炉升压过程中,应加强与化学联系。
各升压阶段经水质化验合格后方可继续升压、升温、升负荷,当炉水品质超标时,停止升压,并按照规定及化学要求进行排污洗硅,必要时降低汽压,水质合格后方可重新升压
三冲转与并网
当机侧主蒸汽压力升至MPa、主蒸汽温度℃,再热蒸汽温度℃,保持燃烧及各参数稳定,汇报值长汽轮机冲转
汽机冲转约需7%额定工况蒸汽量,关闭高低压旁路时,要注意水位的调整;
同时由于再热汽源中断,注意控制炉膛出口烟温,防止超温
汽机冲转后主蒸汽压力下降,应及时关闭5%启动疏水
根据汽温、汽压上升情况调整A磨煤机出力
汽机暖机过程中对炉本体全面检查一次
锅炉保持较低水位,并网带初负荷
并网后及时增加磨煤机出力,保证压力稳定
负荷5%以下控制炉膛出口烟温≯538℃
四升负荷
负荷由5%升至35%(定压阶段)
主汽温度以0.545℃/min、再热汽温以0.75℃/min的速率逐渐升温,主汽温最大升温率不得超过1.5℃/min,再热汽温最大升温率不得超过2℃/min的限制值
升负荷速度:
1.5MW/min
并网后带10%负荷暖机30分钟
炉膛出口烟温>
538℃时自动退出炉膛烟温探针
大修后的机组及准备做汽轮发电机组超速试验时,10%负荷暖机需4h,此时炉侧应稳定汽温、汽压
根据负荷情况增加磨煤机通风量,适当提高燃烧率,注意磨煤机出口温度
负荷10%时投高压加热器,注意水位调节,保持水位正常
随着机组负荷的逐渐升高,根据磨煤机负荷的情况,投入A2层喷燃器
启动备用侧一次风机运行,调整两侧风压正常
负荷升至25%时,根据汽温情况开启过热器减温水总阀投入减温水
机组负荷大于25~30%B-MCR时,开启主给水电动闸阀,确认全开后,关闭30%B-MCR给水旁路调节阀一,二电动截止门,切换为主给水管运行
根据A磨煤机负荷情况,检查启动B磨煤机,增投B1层燃烧器运行
负荷由35%升至90%(滑压阶段)
升压速度:
0.065MPa/min
升温速度:
主汽温度以0.545℃/min、再热汽温以0.75℃/min的速率逐渐升温,主汽温最大升温率不得超过1.5℃/min,再热汽温最大升温率不得超过2℃/min的限制值
升负荷率:
1MW/min
负荷120MW~150MW时视给水压力投入另一台给水泵运行
根据负荷情况,增投B2层燃烧器运行
主汽压力升至9.8MPa开始洗硅,洗硅方法:
开大连排门,加强锅炉补水,加强定排
根据化学化验分析含硅量达到下一级允许含硅量时,才允许升压
主汽压力升至11.8MPa,从11.8MPa~14.7MPa继续洗硅,化验合格后,再升压至17.53MPa
观察燃烧情况,当燃烧稳定,切A磨运行方式为“正常运行方式”,退出等离子点火装置
启动C磨煤机及相应给煤机运行
负荷200MW时,视情况投入减温水自动
负荷升至90%BMCR时,主蒸汽压力应达到额定值17.5MPa,滑压升负荷结束
负荷由90%升至100%(定压阶段)
升负荷至额定,对机组进行全面检查,并冲洗水位计,校对水位计准确可靠。
锅炉机组满负荷后,应对各受热面进行全面吹灰一次。
全面检查一切正常,确认各种保护均投入,自动装置正常,汇报值长
#炉联锁、保护试验
一试验前的准备与要求
参加试验辅机及辅属设备的热机、电气、热工检修工作结束,工作票注销,并收回
相关电动阀、调节阀、风门、挡板、电磁阀正常并送电、送气
控制气源压力正常
热机保护、信号、仪表电源正常
试验由值长主持,热工、电气及机械检修负责人员参加
锅炉设备试验分实际运行的动态试验和静态控制回路试验两种
实际运行的动态试验时有关辅机及附属设备送动力电源及控制电源,将辅机按正常启动要求启动后进行试验
试验时6KV辅机送试验电源,380V辅机送动力电源
对不允许空载运行设备只校验控制回路情况
注意如给煤机有煤时,其转速应设置为零
启动A侧引风机的一台冷却风机,另一台投备用
启动A侧引风机的一台液压润滑油泵,调节油压>2.5MPa,润滑油压0.4~0.8MPa之间,另一台投备用
启动B侧引风机的一台冷却风机,另一台投备用
启动B侧引风机的一台液压润滑油泵,调节油压>2.5MPa,润滑油压0.4~0.8MPa之间,另一台投备用
启动A侧送风机液压润滑油泵,调节油压>2.5MPa,润滑油压0.4~0.8MPa之间
启动B侧送风机液压润滑油泵,调节油压>2.5MPa,润滑油压0.4~0.8MPa之间
启动A磨煤机润滑油泵,润滑油压0.3~0.5MPa,顶轴油压≥3.0MPa,润滑油流量>25L/min
启动B磨煤机润滑油泵,润滑油压0.3~0.5MPa,顶轴油压≥3.0MPa,润滑油流量>25L/min
启动C磨煤机润滑油泵,润滑油压0.3~0.5MPa,顶轴油压≥3.0MPa,润滑油流量>25L/min
二事故按钮试验
解除锅炉大联锁、MFT保护开关,顺控启动各转机,同时检查启动条件做拒动和顺控试验
合上A侧空预器主电机开关,LCD画面A侧空预器颜色变红
合上B侧空预器主电机开关,LCD画面A侧空预器颜色变红
合上A侧引风机电机开关,LCD画面A侧引风机颜色变红
合上B侧引风机电机开关,LCD画面A侧引风机颜色变红
合上A侧送风机电机开关,LCD画面A侧送风机颜色变红
合上B侧送风机电机开关,LCD画面A侧送风机颜色变红
合上A侧一次风机电机开关,LCD画面A侧一次风机颜色变红
合上B侧一次风机电机开关,LCD画面A侧一次风机颜色变红
合上A侧(B侧)密封风机电机开关,LCD画面A侧(B侧)密封风机颜
 升级会员
升级会员 