#1中联门检修作业指导书文档格式.docx
《#1中联门检修作业指导书文档格式.docx》由会员分享,可在线阅读,更多相关《#1中联门检修作业指导书文档格式.docx(15页珍藏版)》请在冰豆网上搜索。
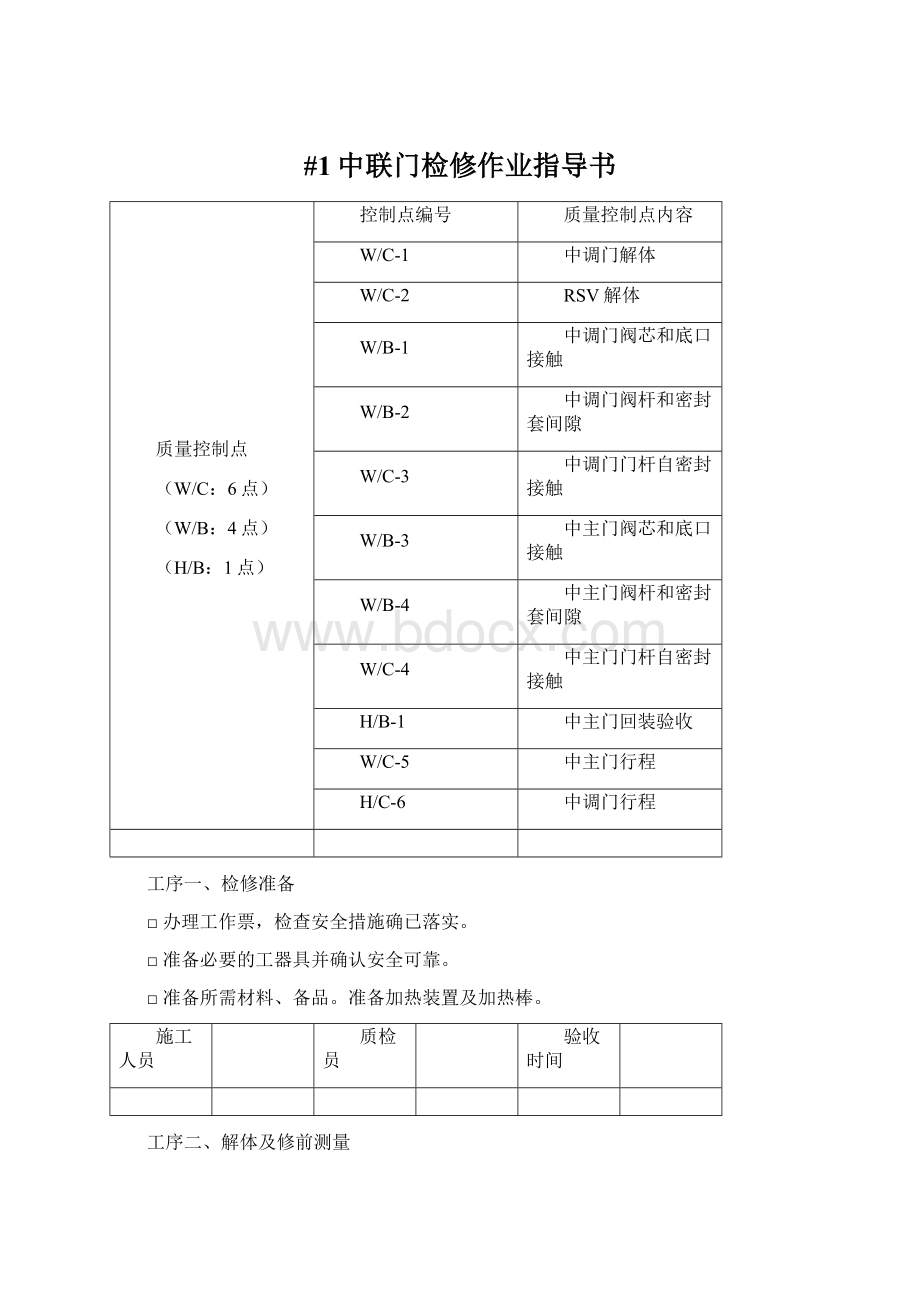
中调门行程
工序一、检修准备
□办理工作票,检查安全措施确已落实。
□准备必要的工器具并确认安全可靠。
□准备所需材料、备品。
准备加热装置及加热棒。
施工人员
质检员
验收时间
工序二、解体及修前测量
1、中压调节汽门的解体
□由热工人员拆除热工信号线及阀杆位置反馈模件。
□拆下伺服阀并做好封堵,防止抗燃油泄漏污染地面。
伺服阀型号:
72559A,编号:
□断开中调门门杆溢汽管(三根)并封口。
□测量弹簧室上导向套下端面与下导向套上端面间隙,既为弹簧予紧高度并做好记录。
弹簧予紧高度:
。
□拆除油动机活塞杆与传动杆联轴节,拆开油动机位置反馈杆。
□取下传动杠杆与油动机传动杆三处销轴,将杠杆放稳。
□活动中调门门杆,检查测量中调门行程。
中调门修前行程:
行程mm,。
□拆下中联门大盖螺栓,将杠杆、阀盖、阀杆、阀芯组合体一并吊出,放在专用支架上,取出阀盖齿形密封垫,用专用盖板将阀口盖好。
□取下杠杆与阀杆连接销轴,拆下传动杠杆。
□固定阀杆,将十字头旋下。
□将中调门阀芯从阀盖套筒中退出,测量预启阀行程:
□拧下压紧螺母骑缝螺钉,旋下门芯压紧螺母,取出中调门阀杆及预启阀阀芯(切记旋转压紧螺母时将阀杆抬起,防止划伤预启阀密封线)。
班组负责人
2、中压主汽门的解体
□测量中压主汽阀阀杆下部连接槽面与联轴节两半环顶部间隙,作为修前记录。
顶部间隙:
□测量并记录弹簧室弹簧予紧间隙(既上导向套下端面与下导向套上端面间隙)。
弹簧予紧间隙:
mm。
□拆开阀杆与油动机活塞杆联轴节。
□活动中压主汽门阀杆,测量阀门(包括预启阀)行程,并做好记录。
预启行程:
mm,阀杆总行程。
□拆除阀杆外套筒底部压板,测量阀体下端面与阀杆外套筒下端面间隙。
□吊出中压主汽门滤网。
将中压主汽门门芯、门杆及门杆外套筒组件一并吊出,取出齿形密封垫,用盖板将阀口盖好。
□旋出中压主汽门门头压紧螺母的骑缝螺钉,旋出主汽门芯压紧螺母,打出予启阀芯防转销,取下预启阀芯和主阀芯,抽出阀杆。
中主门解体
工序三、清理和检修
1、中压调节汽阀的清理和检修
a)阀芯和底口清理检修
□将拆下的零部件做好记号,认真清洗去除毛刺、污垢和锈蚀。
□检查阀芯和底口表面有无锈蚀、机械损伤,用着色渗透法检查表面有无裂纹、麻点,重点检查阀口接触部位有无裂纹。
检查底座封口是否完好,阀座有无松动。
如果封口损坏或底座松动,应予以更换。
检查予启阀芯与底口及大阀芯与底口的接触情况应为360°
全周接触,否则予以研磨。
□检查防转销有无裂纹和机械损伤,检查予启阀芯内螺纹有无磨损、机械损伤等,必要时予以修复或更换。
修前记录:
主阀芯:
预启阀芯:
。
阀芯底口接触
修后记录:
主阀芯及底口:
预启阀芯及底口:
部门专业
□检查阀芯盖板丝扣有无损伤、滑扣,必要时修整。
检查阀芯盖板防转螺栓、螺栓孔有无机械损伤及裂纹情况。
□测量中调门阀芯与阀套配合间隙,必要时研磨阀套内表面,以保证要求之间隙。
检查阀芯防转槽与阀套防转销配合情况,表面有无滑痕,损伤,侧壁是否平直。
修前:
阀芯外径:
mm,阀套内径:
mm,间隙:
mm.(标准:
0.50~0.60)
修后:
mm
导向键宽度:
mm,导向键槽宽度:
mm(标准0.40~0.60mm)
b) 阀杆和密封套清理检修
□清理阀杆表面,用着色渗透法进行检查,确认有无裂纹、磨损。
如果发现裂纹及严重变形时,应予以更换,检查锥形自密封接触必要时研磨。
□检查密封套内表面有无蒸汽冲刷、磨损、锈蚀痕迹,如表面损伤严重,应予以更换。
通常密封套内密封环无须拆下,若有严重缺陷时,必须将其更换。
检查密封套封口边缘是否完好,套筒是否松动。
如果套筒松动及封口边缘损坏应予以修整。
□用内径百分表精确测量密封套内径,与相应部位阀杆外径比较,得出配合间隙。
间隙小于规定值,应对内套筒进行衍磨。
位置
A
B
C
D
阀杆修前晃度
0°
90°
180°
270°
阀杆修后晃度
表起始位置为50,阀杆弯曲度≯0.05mm
标准
阀杆修前直径
阀杆直径标准
75
mm
阀杆修后直径
密封套修前内径
上、下密封套内径标准
密封套修后内径
修前间隙
阀杆与密封套间隙标准
0.30~0.38mm
修后间隙
阀杆及密封套检修(修前)
阀杆及密封套检修(修后)
□检查门杆45°
锥形自密封表面有无凹坑、锈蚀,如果有凹坑可以上车床对其进行加工,注意机工深度不许超过硬质合金厚度。
研磨门杆自密封应为全周接触。
阀杆自密封接触
中压调节汽阀壳体和大螺栓检修
□对中压调节汽阀壳体进行全面磁粉探伤检查。
□磁粉检查重点部位:
阀体进出口、凸缘、焊缝、截面变化、交接线、机加工与非机加工交接线等部位。
□使用专用工具将大盖螺栓全部从阀体上旋下,必要时可采取机加工方法取下,
注意:
取栽丝时不能伤及螺栓底扣
□将全部螺栓、螺母、垫圈用煤油清洗干净,彻底清除污垢、锈蚀、毛刺。
□检查螺栓、螺帽丝扣有无缺损或裂纹。
检查螺杆是否弯曲。
□检查弹簧垫圈是否完好,必要时更换。
□由金属监督人员对所有螺栓、螺帽、螺杆作硬度检查、磁粉着色探伤。
必要时作光谱和金相检查。
若发现不合格螺栓,必须更换新件。
新的备件必须作光谱、硬度、金相检查。
施工人员
中压调节汽阀的质量标准
◆主汽阀芯、预启阀及阀杆在全行程内上下活动灵活、无卡涩,预启阀行程30mm,阀杆总行程135mm(30+105)。
◆阀杆表面应光滑无锈蚀、无积垢、无裂纹、无磨损,丝扣完整光洁、无毛刺。
阀杆弯曲度≯0.05mm。
◆阀杆外径75
mm,阀杆汽封套内径75
mm。
阀杆与汽封套配合间隙0.30~0.38mm。
◆中调阀阀芯与阀套配合间隙良好。
◆阀杆汽封套膨胀间隙3mm。
◆阀芯导向槽与阀套导向键配合间隙0.40~0.60mm。
◆弹簧室弹簧予紧量25
◆中压调节阀阀芯、预启阀芯、阀座表面应光滑无毛刺、锈垢、无裂纹,阀芯与阀座应保持360°
全周接触,接触面应均匀、连续。
◆中压调节阀壳体、阀座、汽封套、阀套、阀盖、齿形垫及其它部件表面应光滑清洁、无伤痕锈蚀、无裂纹、无变形,导向键无磨损,阀座及阀杆汽封套无松动现象。
◆所有螺栓、螺帽符合金相检查标准。
◆阀杆漏汽及疏水孔畅通、无堵塞。
2、中压主汽阀的清理和检修
阀芯和底口清理检修
□检查主阀芯、预启阀芯和底口、防转销表面有无锈蚀、机械损伤,用着色渗透法检查表面有无裂纹、麻点,重点检查阀口接触部位表面有无裂纹。
将阀芯涂红丹粉与底口对研,检查应360°
全周接触,必要时予以研磨或更换。
检查予启阀芯内螺纹有无磨损、机械损伤等,必要时予以更换。
修前主阀芯及底口记录:
。
修后主阀芯记录:
阀芯和底口检修
修前预启阀芯及底口记录:
修后预启阀芯及底口记录:
□检查阀芯与阀芯盖板骑缝螺钉及螺孔有无损伤、滑扣,必要时重新攻丝。
螺栓孔有无机械损伤及裂纹情况,并修复。
检修记录:
阀杆和密封套清理检修
□清理阀杆表面,用着色渗透法对下列重点部位进行检查,确认有无裂纹、磨损。
阀杆联轴节凹槽、阀杆头部螺纹、阀杆销子孔、阀杆锥形密封面,如果发现裂纹及严重变形时,应予以更换。
检查阀杆自密封必要时研磨。
检查测量阀杆有无弯曲(记入下表)。
记录:
车床加工密封面会增大阀门行程,调整阀门行程时应予以考虑。
加工时加工量不许超过自密封硬质合金厚度。
。
□清理压力密封头体,消除毛刺锈垢,用磁粉或着色渗透法检查密封头本体全部内外表面及槽孔有无裂纹。
若在密封头内的密封环上发现裂纹,应立即更换新的密封环。
检查密封环45°
锥形密封面与阀杆密封面接触情况,必要时研磨。
W/C-6
门杆自密封接触
□用内径百分表精确测量压力密封头套筒内径,与相应部位阀杆外径比较,得出配合间隙。
衍磨时切忌损伤密封面。
E
阀杆直径95
密封套内径
95
间隙标准0.30~0.38mm
阀杆和密封套间隙(修前)
阀杆和密封套间隙(修后)
□检查压力密封头内套筒封口边缘是否完好,套筒是否松动。
中联门滤网检查
□检查滤网上有无锈渣及其它异物,如有应取下并分析原因。
□检查滤网角焊缝有无裂纹、开焊、气孔、夹杂、松动等。
中压主汽阀阀壳及螺栓的检修
□对中压主汽阀壳体进行全面磁粉探伤检查。
阀体进出口、凸缘、焊缝截面变化交接线、机加工与非机加工交接线等部位。
中压主汽阀螺栓有一种,既中压主汽阀压力密封套螺栓。
□检查螺栓、螺帽丝扣有无缺损或裂纹,检查螺杆是否弯曲。
□由金属监督人员对所有超过M32的螺栓、螺帽做硬度检查、磁粉着色探伤。
中压主汽阀的质量标准:
◆主汽阀芯、预启阀及阀杆在全行程内上下活动灵活、无卡涩,预启阀行程10mm,主汽阀杆总行程145(135+10)mm。
◆阀杆对应内套筒处外径95
mm,上、下内套筒内径95
阀杆与上、下内套筒配合间隙0.30~0.38mm。
◆阀杆外套筒膨胀间隙3mm。
◆门杆联轴节半环顶部与阀杆下部连接槽端面间隙8±
0.1mm。
◆弹簧室弹簧予紧量25.5mm。
◆主阀芯、预启阀芯、阀座表面应光滑无毛刺、锈垢、无裂纹,阀芯(预启阀芯)与阀座应保持360°
◆门杆内套筒及密封环表面应光滑、清洁、无锈蚀、无裂纹、无磨损伤痕,阀杆锥形面与密封环应360°
◆主汽阀壳体、阀座、上下内套筒、密封环、齿形垫及其它部件表面应无伤痕锈蚀、无裂纹、无变形,阀座及阀杆内套筒无松动现象。
◆滤网表面无裂纹、锈渣、无吹损及变形,焊缝无开裂。
工序四、回装
□阀壳、阀杆、阀芯、阀座、密封套、大盖螺栓金相检查无缺陷,或缺陷已处理完毕。
□着色检查中压主汽门主阀芯和底口360度均匀接触;
预启阀和底口360度均匀接触。
□着色检查中压调门主阀芯和底口360度均匀接触;
□着色检查中压调门阀杆自密封接触严密达到360度均匀接触。
□着色检查中压主汽门阀杆自密封接触严密达到360度均匀接触。
□检查确认中压主汽门和中压调门门杆弯曲度小于0.05mm,门杆和密封套配合间隙符合标准:
中压主汽阀杆与内套筒配合间隙0.30~0.38mm;
中压调节阀杆与内套筒配合间隙0.30~0.38mm。
□检查中压调门阀芯和阀套的配合间隙合格。
阀芯防转槽和阀套防转销配合间隙合格。
□所有零部件齐全完整。
所有螺栓和底扣清理干净,试装良好。
□确认所有检修工作完毕,各种检修技术记录完整、准确,并符合要求,经专责人及专业工程师验收合格签字后,方可开始组装。
组装及回装时专责人必须在场。
回装前验收
□所有零部件内外表面吹扫干净。
□将主汽阀杆穿入密封套筒中。
装大阀芯、预启阀芯,打入预启阀芯防转销,并封口。
□装预启阀行程调整垫圈,上紧压紧螺母,测量预启阀行程为10mm,否则应改变调整垫圈的厚度。
确认预启阀行程正确后,将压紧螺母的骑缝螺钉装上,并封口。
□检查密封套和阀壳密封部位表面光洁,装上齿型垫,将中压主汽门阀芯阀杆组件吊装到阀壳上。
□在密封套法兰螺栓丝扣上涂N7000,然后按力矩要求均匀对称紧固。
□测量中压主汽门的阀杆行程,
预起行程:
mm,阀杆行程mm。
标准为145mm。
修前预起行程:
H/C-1
主汽门行程
□将中调门预启阀芯装到阀杆上,并打入防转销。
装好阀杆防转键。
□将阀杆和预启阀行程调整垫圈装到大阀芯上,并拧紧压紧螺母。
测量预启阀行程应为30mm,否则应调整。
确认预启阀行程正确后,装压紧螺母的骑缝螺钉并封口。
□测量大阀芯两侧导向槽和阀芯密封套上的防转销的总侧隙和轴向间隙。
总侧隙应为0.4~0.6mm,轴向间隙应为1.5mm。
□将中压调门阀芯阀杆组件装入阀壳和密封套内。
防转销对准槽。
□装十字头并打入防转销。
□将阀壳螺栓丝扣涂N7000,并在底孔下部加2mm厚的石棉纸垫,用手将螺栓拧到底。
□检查阀盖和阀壳密封面应光洁。
放入新的齿型垫。
□将中调门阀盖按照原来的位置吊装就位。
拧上螺母,按规定的力矩冷紧最少三遍,然后测量阀盖间隙应均匀。
□按规定热紧螺栓。
中联门盖螺栓热紧要求:
热紧角度16.3°
,热紧弧长12.1mm。
□测量中调门阀杆行程
mm,总行程:
标准为135mm。
□回装辅助弹簧和杠杆,回装后调整连接杆长度来保证调节阀弹簧予紧高度。
装好防转销或扳垫。
H/C-2
调门行程
联套的回装
□安装前清理接合面。
不要忘记油动机和弹簧室中间的垫片,均匀紧固法兰螺栓,检查门杆联轴节半环顶部与阀杆下部连接槽端面间隙:
□连接油动机杆和中压主汽门杆及中调门传动杆,均匀紧固法兰螺栓。
测量弹簧的预压缩量。
应为25.4mm。
否则应调整。
□记录:
更换备件记录:
检修记录
 升级会员
升级会员 