管道表二文档格式.docx
《管道表二文档格式.docx》由会员分享,可在线阅读,更多相关《管道表二文档格式.docx(25页珍藏版)》请在冰豆网上搜索。
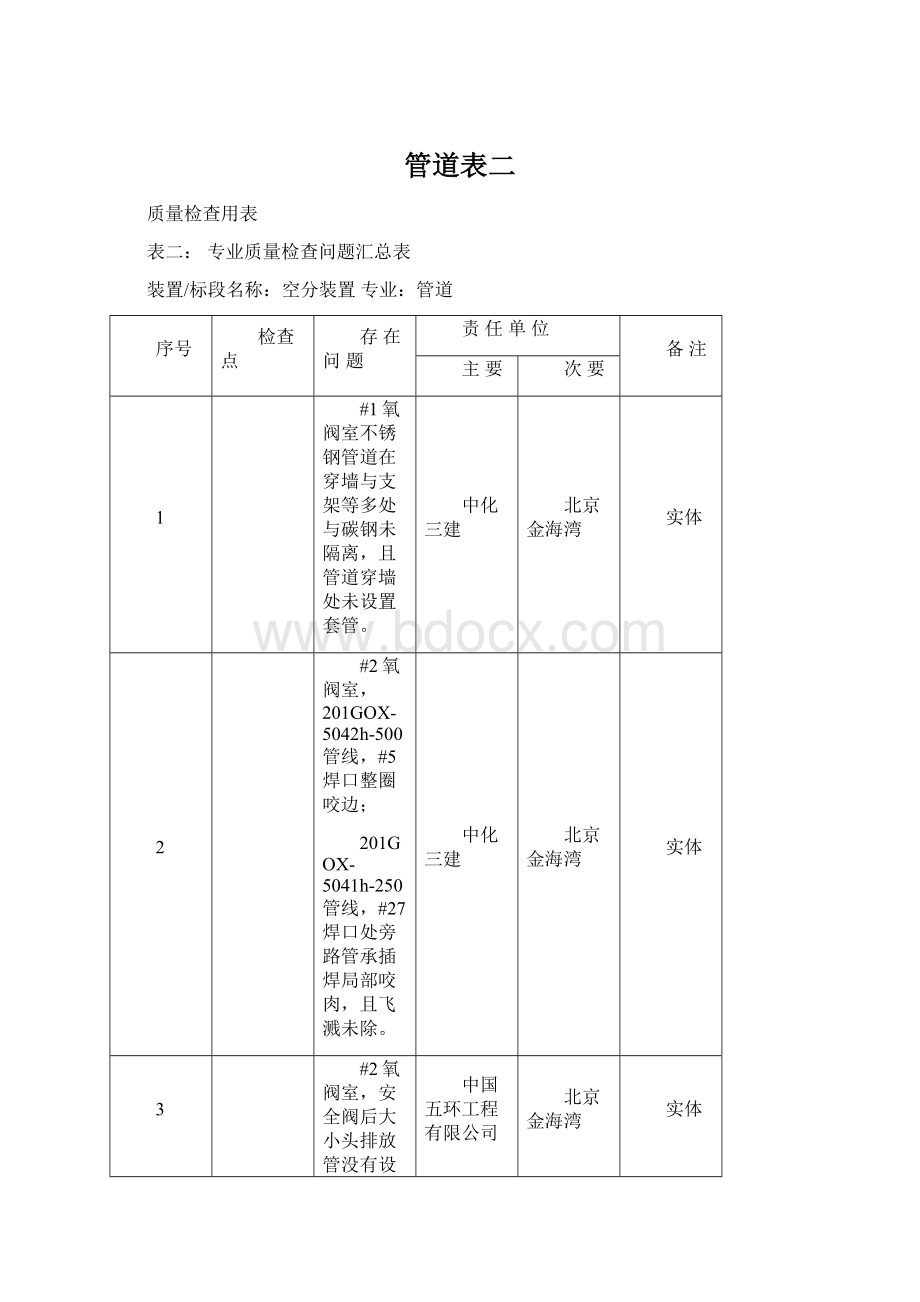
201GOX-5041h-250管线,#27焊口处旁路管承插焊局部咬肉,且飞溅未除。
3
#2氧阀室,安全阀后大小头排放管没有设计疏水装置,易引起管内积水。
中国五环工程有限公司
4
#1分子筛1001放空阀前,上下半块聚氨酯间间隙达到30mm,结合面没有涂刷保冷粘结剂而外面已涂马蹄脂
5
已保温管道弯头等管道拐弯处保护层搭接在管道上部;
6
高压蒸汽管道(材质12Cr1MoV)已在2013年4月28日试压完毕,问题如下:
A、试压包监理、建设单位至今还未签审;
B、管道射线检测比例中,¢245*22mm管道焊缝共11道(由三名焊工焊接),对应焊接记录中只有4道焊缝(2名焊工焊接),而硬度检测报告中该规格焊缝只有6道;
射线检测比例表中,¢500*45mm焊缝有8道,对应硬度检测报告中只有7道,资料间相互不能印证。
C、热处理曲线没有标注对应焊口号,不清楚曲线代表那道焊缝;
且曲线上只有管道规格,没有材质、焊口号、升降温速率、走纸时间(每一小格代表多少时间)、操作人等相关信息;
D、热处理工艺中,要求恒温时间2小时,温度700—750度。
实际恒温时间都未到2小时(询问热处理人员每小格12分钟),且局部曲线恒温温度690度,与工艺卡要求不符。
E、对厚壁管升温速率未进行控制。
如¢500*45mm管道,根据SH3501规范规定:
升温速率应《114度/小时,降温速率《144℃/h,实际升、降温速率都达到150度/小时。
行为
检查组:
翁华章记录人:
张展检查时间:
2013/7/2共13页第2页
动力岛专业:
7
4.5米层材质为304的除盐水母管与材质为碳钢临时试压管焊接,使用碳钢焊条,应该使用不锈钢焊条;
东电四公司
长春国电
8
#3机高加危急疏水管,#22和#27焊口落在支架上,且支架焊缝未避开主管焊缝。
该处上下满焊支架未开放气孔。
9
现场均只标焊口号,其它信息未标注(焊工号、焊接日期等);
刘月辉检查时间:
2013/7/2共13页第3页
10
主要施工机具、计量器具、检测仪器都过有效期,未见后续检定记录。
东电三公司
11
焊接工艺卡、热处理工艺卡只有电子版,没有纸质内部审批程序。
资料
12
材质P91主蒸汽管道,规格¢515*29mm,#32焊口再2012年10月5日进行焊接和热处理,而硬度报告是2012年8月30日,还未焊接和热处理,而硬度报告已出,明显与实际不符。
丁海峰检查时间:
2013/7/2共13页第4页
净化装置专业:
13
现场低温螺(合金钢)栓未委托进行光谱检验和低温冲击性能复验,违反SH3501-2010第5.5.4和5.5.6条规定。
中化七建
山东正大
14
205FMH-1007-350低温管线,#16焊口局部咬边,外观成型差;
205ME-1001-500,#5B焊口,有超过100mm咬边长度;
15
205GSW-1011-300,#3焊口处一安放式管凸台,母材开孔过小;
205GSW-1001-500,#8焊口半圈错边达到5mm;
205GFF-1002-800管线,#11焊口处大小头内部T字缝内凹严重;
16
104塔(高64米)和E113立式换热器等设备的附塔管线未固定,高空中附塔管线在震动,造成塔设备本体受力;
17
现场堆放的预制管道,都无焊口标注;
18
205LGN-1004-300,#4焊口弯头处,不锈钢管道与材质为碳钢的临时支架点焊,且使用碳钢焊条;
19
设计对部分15CrMo材质合金钢管道检测比例要求10%和5%,违反规范GB20801.5第6.1.3条:
合金钢材质管道检测比例不小于20%的规定。
赛鼎设计院
20
对于检测比例大于等于20%的合金钢管道,未增加同等检测比例的表面检测,违反GB20801.5中表5-1的要求。
21
105ME-1015-50-150管线(20%检测比例),#3焊口于2012年3月22日检测不合格已返修合格,至今未委托扩探;
105LS-1001-450-150C04-HI-PR管线(10%检测比例)#49BG焊口,2013年4月10日已返修合格,至今未委托扩探;
叶剑秋检查时间:
2013/7/3共13页第5页
甲烷化装置专业:
22
压缩机厂房207FL-2002-400管线,#8焊口处支管台缺肉;
湖南安装公司
23
管道热处理后焊口标注未移植,造成热处理管道焊缝普遍无标识;
24
现场压缩机厂房内冷凝器在试压,试验压力1.3MPa,使用压力表量程是1.6Mpa,且压力表有效期至2012年9月20日,已过期。
25
蒸汽伴热分配台一向上开口法兰未封口,其承插焊间隙达到6mm;
26
高压蒸汽线,材质:
12Cr1MoV、设计温度545度,紧固件采用35CrMo/30CrMo,而该材质极限温度一般小于500度,请核实。
27
高压蒸汽线(材质:
12Cr1MoV、设计压力10.5MPa、设计温度545度),螺栓、螺帽未进行光谱和硬度检验,违反规范SH3501-2011第5.5.4和5.5.5条要求.
阀门金属垫未逐件进行硬度检测,违反规范SH3501-2011第5.6.3条要求.
28
对于检测比例100%的合金钢管道,未增加同等检测比例的表面检测,违反GB20801.5中表5-1的要求。
29
107PG-1029-500管线(100%检测比例),#6焊口检测不合格,返修后与5月11日委托检测,至今未检测;
30
焊口热处理曲线上缺管道材质、规格、走纸速率、操作人、热处理日期等信息;
107PG-1029-500管线(材质12Cr1MoV,规格:
¢508*20mm),#8焊口应恒温时间2小时,实际恒温1.5小时.
谭彪检查时间:
2013/7/3共页13第6页
质量检查用表辽宁大唐国际阜新煤制天然气项目
煤制气装置专业:
检查点
203-P412A泵出口管法兰拆开,螺栓不能自由通过,配管存在应力;
DW-4102管线6#焊口余高大于4mm;
203LS-4002等15CrMoG等管线的弯头支托与主管连接的角焊缝多处成型较差,多处焊接药皮没有清理,影响试压及PT检测的观察,该焊缝也没有严格按照Cr-Mo钢的焊接工艺施焊;
变换冷却单元泵房,个别泵的配管再穿墙时未加套管;
管道焊接工作记录中固定口未区分2G、5G;
工艺管线焊接及热处理施工方案对焊接后硬度检测值的描述沿用老规范的叙述,与现行规范不符;
山东同新检测工程有限公司出具的光谱分析报告中,检验标准和被检材料标准一致
中石化四公司
山东同新检测工程有限公司
金海湾监理
李建强受检单位确认:
检查时间:
2013-7-2共13页第7页
硫回收装置专业:
现场正在进行的氩弧焊焊接,没有对管段两侧进行封堵
106P101A/B泵进口管道没有支撑,管段全部重量落在了泵上
装置泵区多道焊口只进行了打底焊,没有进行盖面焊
不锈钢焊接工艺卡中没有提到需进行背部充氩保护,另外不锈钢焊接层间温度为≤250℃,不符合工艺要求
206PG-1026-900管线的焊接记录中,33和36#焊口出现两次,并且在所有焊接记录中,焊接位置大多数都是2G和5G,不符合实际情况
中化二建
山东正大监理
2013-7-3共13页第8页
气化管廊专业:
热处理曲线图未注明每条曲线对应的焊口;
MS0831304管线的2#、3#等焊口的曲线图显示,恒温时间不足要求的2小时
焊接及热处理施工方案中对热处理后焊口硬度值的描述仍然沿用过期规范
15CrMo焊接工艺卡中描述热处理恒温时间0.5小时,恒温温度675±
25℃,均不满足现行规范要求;
此外未编制L245NB材料的焊接及热处理工艺卡
φ813×
20的L245管线现场焊接的焊口需要热处理,但是由辽阳钢管有限公司生产的该批管子,从质量证明书上看不出管子本身焊缝进行过热处理。
中化四建
建设单位
2013-7-3共13页第9页
罐区专业:
泵房内不锈钢管线个别焊口酸洗膏没有及时清理
报验的ER309,J507焊条出厂日期均为2011年9月,而该部分焊口为近期施工,焊接材料出场已经超过一年,按照规范应该进行工艺试验,以确定是否可以继续使用
泵房内多处水平管道的支托为带方形托板式,按照标准图的规定应为不带托办或带圆形托板式
罐区所有管线的焊接记录没有区分固定口和活动口,不能确定RT检测固定口检测比例不小于检测焊口40%的规定
中化九建
抚顺诚信监理
2013-7-3共13页第10页
质量检查用表辽宁大唐国际阜新煤制天然气项目工程质量大检查
专业质量问题检查表
装置/标段名:
管廊二标段专业:
行为:
实体:
1
资料:
管道焊接及安装检查
管线号:
137GOX-1001A-300,材质为304,其61#、62#、63#焊口已探伤完,但未标注焊工号(经询问检测单位,监理委托单上有焊工号)。
吉林梦溪监理
管道内洁及保护
地面上放置的管段内管口未封闭,部分管道内有杂物;
现场1片DN300法兰将密封面朝地面放置。
焊材管理检查
现场有大量焊条头没有及时回收,现场检查发现在1个弯头内存放着1个焊条筒,里面还有20几根焊条已被雨淋湿。
检查人:
朱忠元受检单位确认:
2013.7.2共13页第11页
加压气化、煤气水分离、酚回收装置专业:
管道
煤气水分离装置B系列管道安装检查
泵房内1203P811A/B泵出口无管支架,使配管重量直接落在泵上;
泵进口管支架设置距泵进口较远,使泵进口存在配管应力。
北京金海湾监理
焊条库管理检查
现场焊条库内焊材管理规定每次可领用焊条5kg,对焊条回收时间为1天,其施工方案要求每次可领用焊条3kg,领出后4个小时未用完的焊条应回收重新烘干。
监理细则与施工方案的检查
北京金海湾监理的管道专业监理细则的编制依据为SH3501-2011规范,但对使用前的材料及构配件检验的描述与SH3501-2011规范的内容不符。
且与四公司的编制依据不符(四公司采用的是国标GB50235-2010\GB50236-2011等)
监理
2013.7.2共13页第12页
阀门试压站专业:
现场检查
由业主委托、山东正大监理的大庆化建阀门试压站的三区(待检区、合格品区、不合格品区)以划分,但合格品区和待检区设置不明确,检查时三区标识牌未放置在三区位置;
不合格品未做不合格项标识.
大庆化建
阀门试压站
资料检查
由业主委托、山东正大监理的大庆化建阀门试压站的部分阀门试压后无原始试压记录;
部分球阀、蝶阀及止回阀等无上密封要求的,在阀门试压记录中均填写上密封试验数据,且监理人员已签字确认。
阀门试验站
2013.7.3共13页第13页
 升级会员
升级会员 