给水系统技术交底格式.docx
《给水系统技术交底格式.docx》由会员分享,可在线阅读,更多相关《给水系统技术交底格式.docx(13页珍藏版)》请在冰豆网上搜索。
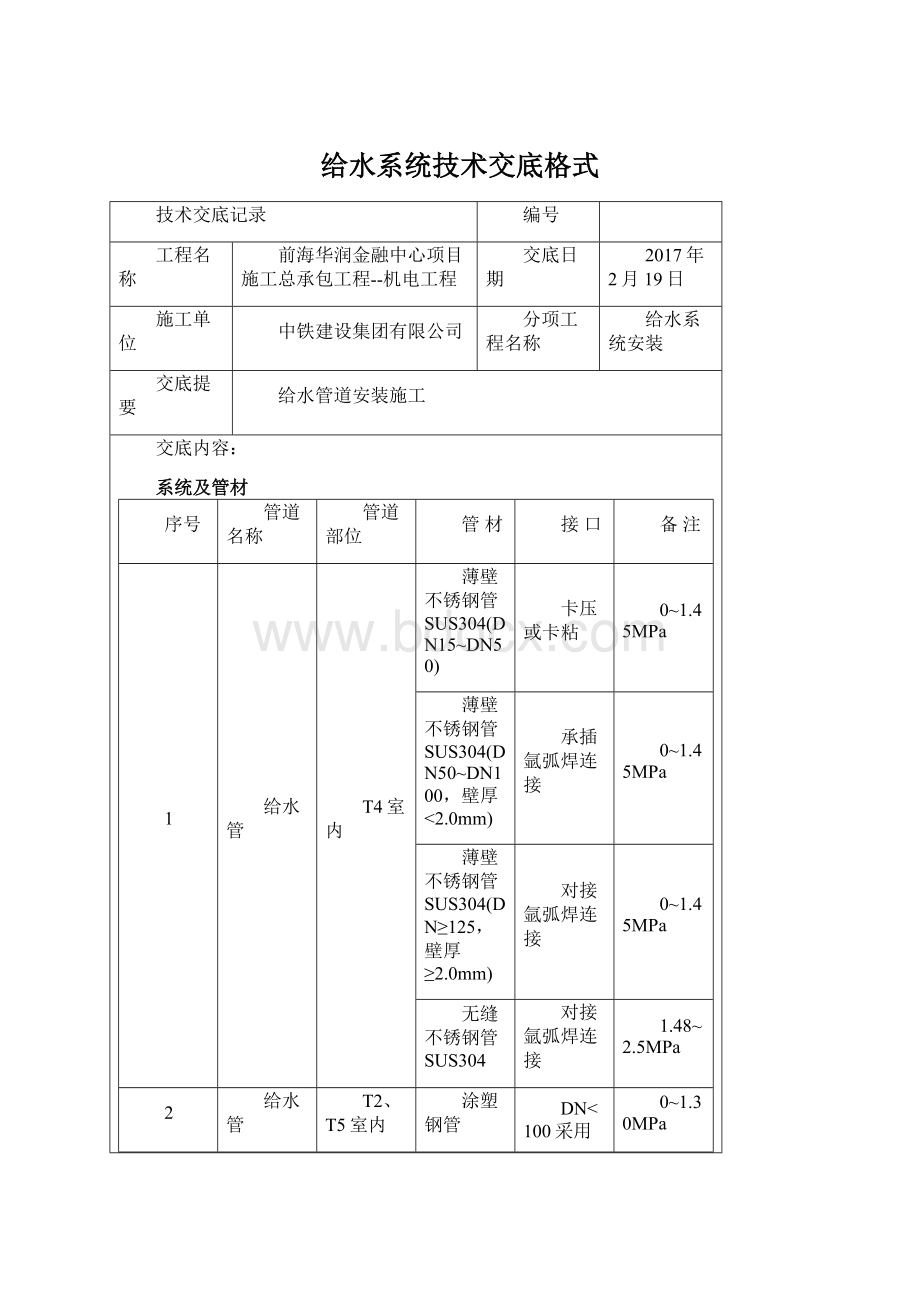
给水系统技术交底格式
技术交底记录
编号
工程名称
前海华润金融中心项目施工总承包工程--机电工程
交底日期
2017年2月19日
施工单位
中铁建设集团有限公司
分项工程名称
给水系统安装
交底提要
给水管道安装施工
交底内容:
系统及管材
序号
管道名称
管道部位
管材
接口
备注
1
给水管
T4室内
薄壁不锈钢管SUS304(DN15~DN50)
卡压或卡粘
0~1.45MPa
薄壁不锈钢管SUS304(DN50~DN100,壁厚<2.0mm)
承插氩弧焊连接
0~1.45MPa
薄壁不锈钢管SUS304(DN≥125,壁厚≥2.0mm)
对接氩弧焊连接
0~1.45MPa
无缝不锈钢管SUS304
对接氩弧焊连接
1.48~2.5MPa
2
给水管
T2、T5室内
涂塑钢管
DN<100采用丝扣
DN≥100沟槽式连接
0~1.30MPa
涂塑钢管
1.35~2.5MPa
3
中水管
T4室内水表后
PPr管(其余为涂塑钢管)
热熔连接
0~1.45MPa
T2、T5室内
涂塑钢管
DN<100采用丝扣
DN≥100沟槽式连接
0~1.30MPa
涂塑钢管
1.35~2.5MPa
给水系统施工流程见下图所示:
本工程T4公寓生活给水系统采用不锈钢管双卡压连接
1)配管下料
计量配管尺寸、采用电动机械有齿锯切割或采用手动割刀切管、禁用砂轮切割机等无齿下料。
2)清理毛刺
下料管端面采用专用工具除去毛刺或用锉刀、刮片刀将毛刺完全除去。
3)标记画线
用画线标志器在管端作插入深度标记画线。
密封圈检查,检查管件中密封圈。
1、插入管子
管子插入管件承口深度与画线标志相吻合,调节量不大于3mm。
请保证管子插入长度,不要损伤管件内密封圈。
1、挤压封固操作
用专用工具在密封环左、右两侧各挤压出一道锁固凹槽。
3、确定挤压尺寸
采用专用量规确认锁固形位。
4)支架制作
制作应遵守的规定:
支架、吊架的型式、材质、加工尺寸、精度及焊接应符合设计要求;支架底板应平整,支、吊架的工作面应平整;支、吊架焊缝应进行外观检查,不得有漏焊、裂纹、咬肉等缺陷。
焊接变形应予矫正;制作合格的支吊架,方可进行防腐处理,妥善保管。
预制管道支架,不允许气割下料、割孔,不允许电焊穿孔,应采用无齿锯下料,支架必须刷防锈漆后方可安装。
支架间距应设置合理,埋设应平整牢固,与管道接触应紧密牢固,排列整齐
5)支架安装
活动支架间距表
公称通径DN
10~15
20~25
32~40
50~65
80~100
水平管(mm)
1000
1500
2000
2500
3000
立管(mm)
1500
2000
2500
3000
3500
支架的种类主要有以下几种:
不锈钢管和异种金属接触,会引起电化学腐蚀。
所以一定要使用由不锈钢制成、橡胶制成、塑料制成或外包绝缘材料的支架。
如上图所示。
支架安装,如下图所示:
①薄壁不锈钢管的固定支架的根部必须支承在地面、钢筋混凝土柱、架、墙面上,及穿越承重墙、楼板的两侧等处,不可支承在非承重砖墙和多孔砖墙上。
②支架应安装在管接头附近,特别是在弯管、变径、分支、接口附近。
③安装管子支架一定要在管接头卡压前进行,如果后安装支架,再对管接头进行卡压,易造成管子的弯曲。
④安装水龙头时,拧紧时,为防止对转换接头用力过度,可在水栓六角部位安装夹板固定或用带承板的水栓。
6)卡压连接施工注意事项
①不要刺伤管件中的O型密封圈。
②管件要确实插入至画线标记处的正确位置。
③不要忘记封压作业。
④卡压连接时,管子接合处多少有些变形,接头与接头之间必须保持一定距离,下表为管接头间最小距离
通径DN
最小间距min(mm)
示意图
15~25
20
氩弧焊接连接
不锈钢管承插氩弧焊连接安装
1、工艺流程:
管材、管件检验→支架制作、安装→主干管道及阀门安装→支管及阀门连接→试压、冲洗→保温施工→管道消毒冲洗→器具连接→通水调试
2、操作要点
管材、管件检验:
管件外观应清洁光滑,表面应无裂纹、气孔、咬边等缺陷,其外表面允许有轻微的模痕,但不应有明显的凹凸不平和超过壁厚负偏差的划痕,纵向划痕深度不应大于公称壁厚的10%。
管件外观在日光或灯光照明下用目测法检验(可用5倍放大镜)。
支架制作、安装:
制作应遵守的规定:
支架、吊架的型式、材质、加工尺寸、精度及焊接应符合设计要求;支架底板应平整,支、吊架的工作面应平整;支、吊架焊缝应进行外观检查,不得有漏焊、裂纹、咬肉等缺陷。
焊接变形应予矫正;制作合格的支吊架,方可进行防腐处理,妥善保管。
预制管道支架,不允许气割下料、割孔,不允许电焊穿孔,应采用无齿锯下料,支架必须刷防锈漆后方可安装。
支架间距应设置合理,埋设应平整牢固,与管道接触应紧密牢固,排列整齐。
不锈钢管和异种金属接触,会引起电化学腐蚀。
所以一定要使用由不锈钢制成、橡胶制成、塑料制成或外包绝缘材料的支架,如下图所示:
不锈钢焊丝型号规格为:
H0Cr20Ni10Tiφ2.5mmφ2.0mm,
铈钨电极型号规格:
WCe-20φ2.0mm,氩气纯度为99.99%。
准备就绪后,按照管道排布将管道按承插方式组装到位,检查无误后进行焊接。
如上图中所示,在管道承插口部位进行焊接。
不锈钢管对焊焊连接安装
工艺流程及操作要点同承插焊连接。
管道为V型坡口,对接接头、组对应符合下图要求:
注:
间隙3.5~4mm为焊接时的数据,组对点固焊时,应适当大于此数据,以补收缩。
焊件坡口应用机械或磨光机加工,焊口组对前应将坡口及其内外表面10mm范围内的油、垢、毛刺等清理干净。
点固焊必须根部焊透不得有焊接缺陷。
管径≤150mm为4点,长度为5mm;管径>150mm为6点,长度为5mm。
管子组对焊口时应保持其轴线平直,在距焊口中心200mm处测量平直度图所示,管径<100mm时允许偏差为1mm;管径≥100mm时允许偏差为2mm,但全长允许偏差均不大于10mm。
超差时,只能用冷矫正,严禁加热矫正。
本工程T2及T5办公楼生活给水系统采用涂塑钢管,DN<100采用丝扣DN≥100沟槽式连接。
螺纹连接方式
管道螺纹连接注意事项:
圆锥形管螺纹符合GB/T7306-1987标准;套丝后清理碎屑灰尘;
垫料采用:
防锈密封胶+聚四乙烯生料带;外漏螺纹及损伤部位涂防锈漆。
螺纹清洁、规整、无断丝,镀锌钢管和管件的镀锌层无破损,接口处无外露生料带及麻丝,外露丝扣2~3扣。
管道沟槽连接
安装方法见下所示:
管道沟槽连接安装过程
1、把管子按安装所需的尺寸截断。
2、把管子断口上的毛刺、杂质去掉;
3、把压槽机固定稳定,检查机器运转情况。
管子放入滚槽机和滚轮支架之间,管子长度超过0.5m,要有能调整高度的支撑尾架,支撑尾架固定稳定、防止摆动,使管子垂直于压槽机的驱动轮挡板平面并靠紧,使管子和压槽机平台一个水平。
4、检查压槽机使用的驱压轮和两个下滚轮(驱动轮)。
小的上压轮和小的下滚轮用于Φ88.9~168管子;大的上压轮和大的下滚轮用Φ219(含)以上管外径。
下压手动液压泵使滚轮顶到管子外壁。
5、旋转定位螺母,调整好压轮行程,将对应管径塞尺塞入标尺确定滚槽深度;
6、压槽时先把液压泵上的卸压手柄顺时针拧紧,再操作液压手柄使上滚轮压住钢管。
7、打开滚槽机开关,同时操动手压泵手柄均匀缓慢下压。
8、每压一次手柄行程不超过0.2mm,钢管转动一周。
一直压到压槽机上限位螺母到位为止,再转动两周以上,保证壁厚均匀,关闭开关、松开卸压螺母,上滚轮自动升起。
9、检查管子的沟槽尺寸。
如不符合规定,再微调,进行第二次压槽时,再一次检查沟槽尺寸,以达到规定的标准尺寸
10、检查管子断面与管子轴线是否垂直,最大误差不超过2mm,去掉断口残留物,磨平管口,确保密封面无损伤。
11、检查沟槽是否符合标准,去掉管子和密封圈上的毛刺、铁锈、油污等杂质。
检查卡箍的规格和胶圈的规格标识是否一致。
12、在管子端部和橡胶圈上涂上润滑剂。
13、将密封橡胶垫圈套入一根钢管的密封部位。
14、将向另一根加工好的沟槽的钢管靠拢对齐,将橡胶圈套入管端。
移动调好胶圈位置,使胶圈与两侧钢管的沟槽距离相等,橡胶圈刚好位于两根管子的密封部位。
15、胶圈外表面涂上中性肥皂水洗涤剂或硅油。
上下卡箍扣在胶圈上,将卡箍凸边卡进钢管沟槽内,确认管卡已经卡住管子,用力压紧上下卡箍的耳部,使上下卡箍靠紧穿入螺栓。
螺栓的根部椭圆颈进入卡箍的圆孔。
16、用扳手均匀轮换同步进行拧紧螺母,确认卡箍凸边全圆周卡进沟槽内,拧紧螺栓,最后检查上下卡表面是否靠紧,不存在间隙为止,安装完成。
支架制作与安装标准;
1、基本要求:
支架预制加工,支架与管道之间采用圆形管卡安装,支架的具体形式、型钢选材、安装位置按交底图纸选用。
2、支架的角钢、扁钢必须按交底图纸中的尺寸要求在现场进行长度测算核对后下料预制,角钢切割后必须进行打磨,角钢开孔必须使用台钻,严禁用电气焊开孔。
3、支架制作前,圆钢管卡及所需使用的角钢、扁钢必须进行清污除锈;圆钢套丝时螺纹应完整、光洁;圆钢抱卡在角钢上的开孔必须以管道中心线的定位点为中心向左右测量,测量距离为管道半径加5mm(各种安装管道支架开孔间距见附表二);每处切割口均应进行处理以保证平整无毛刺。
4、角钢支架焊接时,焊缝均匀、连续,不应有断点,焊接牢固,焊接完成后必须敲除焊渣,将焊缝清理干净。
5、管道安装支架制作型钢选用标准见附表一。
6、支架制作完成安装前,刷两遍铁红防锈漆,第二遍刷漆必须在第一遍刷漆干燥后进行,刷漆后油漆表面应达到厚度均匀、色泽一致、平整、无流淌、无结块,严禁黑件上楼安装。
7、支架安装前必须已按交底图纸完成了定位,水平管安装前应在顶板上先放线,以直线为基准,确定支架的位置,具体位置,再就位安装。
8、支架安装完毕后管卡的螺纹出螺母2~3个丝扣。
螺母上紧后不能有松动现象。
9、支架制作安装一般形式见图一、图二。
10、管井内立管支架标高距地为1500----1800mm
给排水管道安装支架选型表(附表一)
管径
槽钢
选用角钢
选用圆钢
扁钢
DN15
6#
25*2角钢
¢6
20*2
DN20
6#
25*2角钢
¢6
20*2
DN25
6#
30*3角钢
¢6
20*2
DN32
6#
30*3角钢
¢6
30*3
DN40
6#
30*3角钢
¢6
30*3
DN50
8#
30*3角钢
¢8
30*3
DN70
8#
40*4角钢
¢8
30*3
DN80
8#
40*4角钢
¢10
30*3
DN100
8#
40*4角钢
¢10
40*4
DN150
10#
50*5角钢
¢12
40*4
DN200
10#
50*5角钢
¢14
40*4
镀锌管安装支架制作开孔间距、水平管道安装支架间距表(附表二)
序号
管径
支架开孔间
不保温管支架间距
保温管支架间距
1
DN15
22.5
2.5m
2m
2
DN20
26.5
3m
2.5m
3
DN25
31.5
3.5m
2.5m
4
DN32
40.5
4m
2.5m
5
DN40
 升级会员
升级会员 