曲面加工的刀路定义及自动编程Word文档下载推荐.docx
《曲面加工的刀路定义及自动编程Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《曲面加工的刀路定义及自动编程Word文档下载推荐.docx(9页珍藏版)》请在冰豆网上搜索。
1.曲面的选取:
在曲面数量不太多时,可一个一个地直接选取;
在曲面数量很多时,就需要采用快捷的选取方式,可能大多数情况下是选“所有曲面”项,当只需要加工众多曲面中的部分,而另外部分曲面需要定义为干涉曲面时,最好事先将相应的曲面定义成群组。
这样在选取曲面时就可有选择性的选“群组”项。
对于全体曲面中刀具加工不到的曲面部分,MsterCAM在进行刀路计算时会根据曲面干涉情况自动测算,因此大多数情形下不需要考虑要不要将这些曲面从加工群组中剔除。
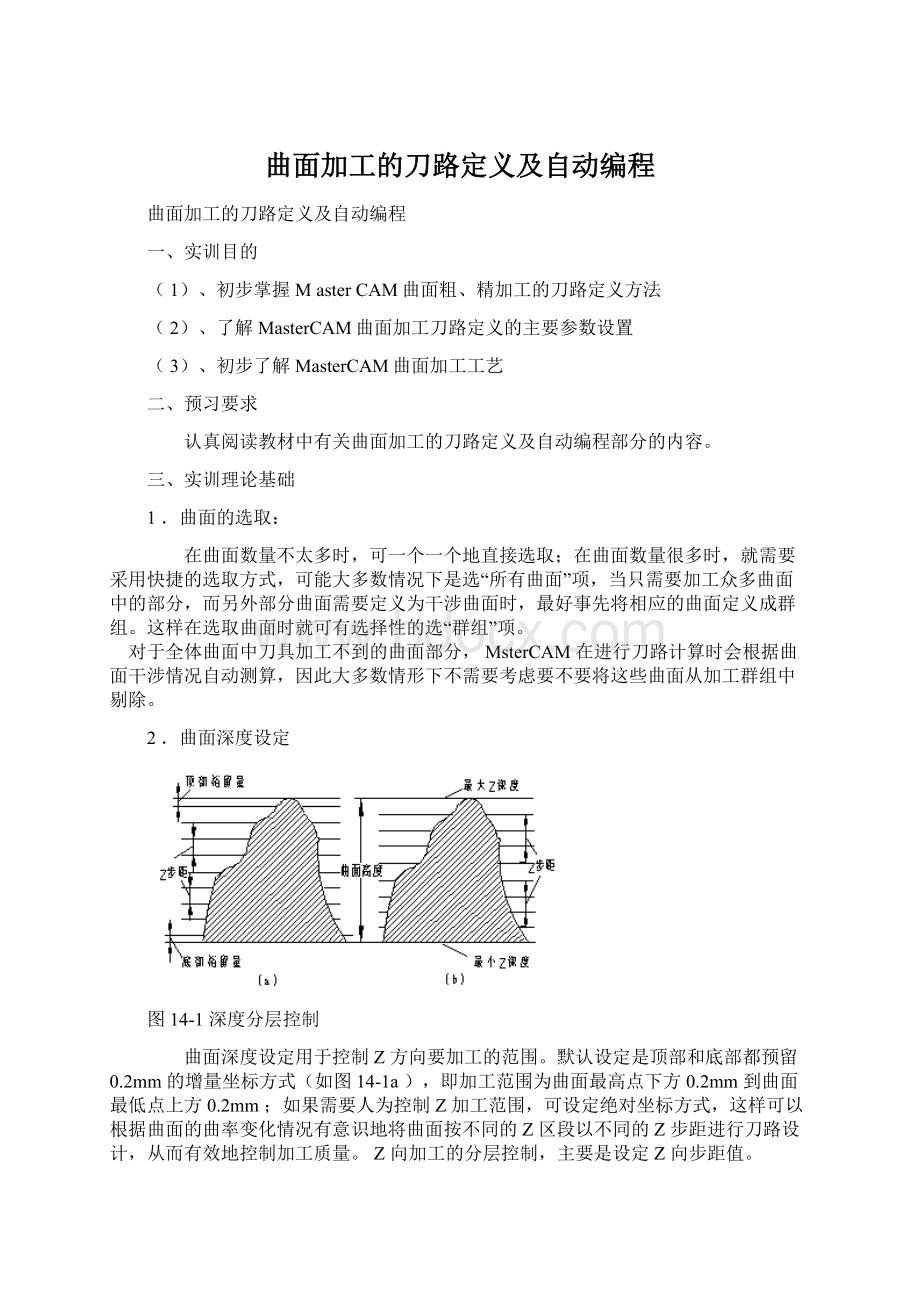
2.曲面深度设定
图14-1深度分层控制
曲面深度设定用于控制Z方向要加工的范围。
默认设定是顶部和底部都预留0.2mm的增量坐标方式(如图14-1a),即加工范围为曲面最高点下方0.2mm到曲面最低点上方0.2mm;
如果需要人为控制Z加工范围,可设定绝对坐标方式,这样可以根据曲面的曲率变化情况有意识地将曲面按不同的Z区段以不同的Z步距进行刀路设计,从而有效地控制加工质量。
Z向加工的分层控制,主要是设定Z向步距值。
3.曲面粗加工
1).挖槽式:
以挖槽的方式,可将限制边界范围内的所有废料都切除掉,切削量分配合理,是块状料粗切的较理想的方式。
图14-2挖槽式曲面粗切刀路
2).平行式:
以垂直于XY面为主切削面(由加工角度决定),紧贴着曲面边廓产生刀路。
图14-3平行式曲面粗切
3).径向扫射式:
以指定的一点为扫射中心,以扇面的方式产生刀路。
该法适用于圆形坯件的切削。
图14-4径向扫射式
4).等高外形方式:
以XY为主切削面,紧挨着曲面边廓产生刀路,一层一层地往下推进。
和挖槽式的区别在于,它仅产生紧贴曲面边廓的刀路,而不去除旁边的料。
挖槽式可将限制范围内的所有废料都去除。
相比之下,挖槽式更适合于块状毛坯的粗切加工,而等高外形方式则适合于那些已经铸锻成型的加工余量少而均匀的坯料。
图14-5等高外形式粗切
4.曲面精加工
曲面精加工的刀路类型共有:
平行式、陡斜面式、径向扫射式、投影式、单一曲面式、等高外形方式、浅平面式、交线清角式、残料清角式、环绕等距式等。
其中平行式、径向扫射式、等高外形方式和前述粗加工类似
1).投影加工:
将其它刀路投影到曲面上。
或直接由字型图案来进行投影加工,主要用于在曲面上进行花纹图案的镂刻加工。
图14-6投影加工
2).曲面流线式:
对以举升、直纹、旋转、扫描、昆氏等方式绘制的单个曲面进行粗加工。
若有多个曲面,要求曲面构建时流向一致,否则难以产生刀路。
图14-7单一曲面粗切
曲面流线刀路定义时,当加工精度要求不高,曲面曲率变化不大时,可以控制横、纵向进刀间距为主。
当加工精度要求高,曲面曲率变化大的工件,宜采用控制弦高误差和扇形残留高度误差为主的方式,但该方式所得到的程序量将很多。
3).陡斜面式
图14-8陡斜面式曲面精切
陡斜面式主要用于在粗加工或精加工后对一些相对较陡峭的曲面部位做进一步的精修。
当你选用陡斜面加工方式,系统将在众多的曲面中自动地筛选出符合斜角范围的部位,并生成精修刀路。
如图14-8(a)是50o~90o度范围的陡斜面加工刀路,而图14-8(b)是另一主切削方向上0o~50o度范围的相对平坦斜面加工的刀路。
4).浅平面式
图14-9浅平面式曲面粗切及斜角设定
选用浅平面方式,则系统会在众多的曲面中自动地筛选出那些比较浅的平面、平坦的曲面、浅坑等部位,并产生刀路,如图14-9所示。
5).环绕等距式
图14-10环绕等距式
它是采用一种三维环绕式切削方式,可以认为,它是二维等距环切式刀路在三维曲面上的刀路投影。
如图14-10所示
6).交线清角和残料清角方式
交线清角刀路主要发生在那些非圆滑过渡的曲面交接边线部位,对经过倒圆或熔接处理的曲面相交处,通常都不产生交线清角刀路。
残料清角刀路通常也发生于一些曲面交接处,它不仅产生于非圆滑过渡的曲面交接处,也发生在曲面倒圆的部位。
当曲面交接部位的转角较小,粗加工时刀具无法切削到,那么,就需要更换较小的刀具进行清角修整,这时就可选用残料清角曲面精修方式。
选用这两种清角方式时,系统会自动地在众多的曲面中筛选出需要精修的转角部位。
图14-11交线清角和残料清角
四、实训仪器及设备
(1)PC机1台/人
(2)MasterCAM软件1套/台
五、实训内容及步骤
(1)、启动MasterCAM的Mill铣削模块
(2)、绘制或调出图形进行曲面加工刀路定义训练
(3)、熟悉刀路定义参数设置
(4)、进行刀路模拟以验证刀路
图14-123D旋钮零件图
1.实体曲面零件的绘制训练
图14-12所示旋钮实体曲面零件,其图形构建思路参考如下:
1)先在俯视面Z=0高度层面上绘制Φ25的圆及弧形三角线架,在Z=20高度层面上绘制Φ12.5的圆。
2)在前视面Z=0的高度层面上绘制两封闭的带弧矩形线框。
3)将Φ25的圆向上作实体挤出,挤出高度14,锥度向内5o。
4)将前视面内小的带弧矩形线框作360o旋转切割刚生成的锥台实体,得到一球顶。
然后将球顶边界作R1的实体倒圆角。
5)将俯视面的弧形三角线架向上作凸缘挤出,挤出高度19,内锥5o
6)将前视面内大的带弧矩形线框作360o旋转切割刚生成的三角形锥台实体,得到一球顶。
7)将Φ12.5的圆向下作凸缘挤出,挤出距离10,然后将此小圆柱顶部和交接根部作R0.5的实体倒圆角。
8)如果需要,可通过曲面构建→由实体产生曲面的方法得到曲面模型。
2.实体/曲面零件的刀路定义训练
先按毛坯大小在Z0深度层面上画一个矩形线框,用作曲面加工的外边界。
1)曲面挖槽粗切
图14-14旋钮零件刀路设计
选取“曲面加工”→“粗加工”→“挖槽粗加工”→“所有曲面”菜单项,然后选用Φ16的立铣刀,设定进给率800,Z向进给率500,主轴转速2200,程序号2233,喷油冷却,设定参考高度为绝对值30,进给下刀位置为增量5,快速提刀,加工面预留量0.5,刀具包含补偿到中心,在挖槽粗加工参数中设置Z向步进量为2,切削范围外下刀。
在挖槽铣削参数中设置等距环切,切削间距12,不选精修。
确定后再串连矩形外边界即开始自动计算并获得刀路如图14-14所示。
2)等高外形半精修
选取“曲面加工”→“精加工”→“等高外形”→“所有曲面”菜单项,然后选用Φ10的球刀,设定进给率1500,Z向进给率100,主轴转速2500,喷油冷却,设定参考高度为绝对值30,进给下刀位置为增量5,快速提刀,加工面预留量0.2,刀具包含补偿到中心,在等高精加工参数中设置Z向步进量为0.5,顺铣、双向、优化切削顺序。
确定后再串连矩形外边界即开始自动刀路计算。
3)平行式曲面精修
选取“曲面加工”→“精加工”→“平行铣削”→“所有曲面”菜单项,然后选用Φ8的球刀,设定进给率2000,Z向进给率100,主轴转速3000,喷油冷却,设定参考高度为绝对值30,进给下刀位置为增量5,快速提刀,加工面预留量0,刀具包含补偿到中心,在平行式曲面精加工参数中设置双向切削、切削间距为0.15,切削角度45。
4)毛坯设定、模拟验证
在刀具路径菜单下点选“工作设定”以进行毛坯定义,在对话框中点“使用毛坯边界”按钮,去除建立线、点选项,确定即可。
在操作管理器中先进行刀路过滤操作,再进行刀路模拟验证。
或进行后处理程序输出。
六、注意事项:
(1)实体曲面类零件图形绘制时,基本线架涉及到不同构图平面和作图深度层,应建立良好的视角关系。
(2)凹槽形曲面加工时应先钻引孔,或者设定螺旋下刀方式。
(3)曲面边界包含与刀补关系的设定是一个值得探讨的问题,使用时应十分注意。
七、实训报告要求:
(1)选择填空:
从一个立方体状的毛坯,切除大部分余量,得到一接近曲面形状的中间毛坯,要进行的刀路定义方式最好是(),如果是从一个经铸锻后,余量不多的坯料开始切削,拟采用以XY为主切削面,用Z深度分层铣削的粗切方法,应选用的刀路定义方式是(),若想以XZ为主切削面,用Y向分层铣削的粗切方法,应选用的刀路定义方式是()。
a)平行式b)曲面流线式c)投影式d)等高外形式e)曲面挖槽式
(2)图示曲面零件,从块状毛坯到最终零件,大致应进行哪些方式的刀路定义?
 升级会员
升级会员 