机电一体化技能竞赛试题(中职学生)A4.doc
《机电一体化技能竞赛试题(中职学生)A4.doc》由会员分享,可在线阅读,更多相关《机电一体化技能竞赛试题(中职学生)A4.doc(7页珍藏版)》请在冰豆网上搜索。
机电一体化设备组装与调试项目任务书(中职组)
工位号:
说明:
本竞赛在亚龙公司235A机电一体化装置上进行
本竞赛项目满分100分。
本项目比赛时间为240分钟。
注意:
1、请您在完成工作任务的过程中,遵守安全操作规程;
2、选手应随时注意存盘,将编写的程序保存在“E:
\机电技能大赛\工位号\程序”文件夹下。
一、本试卷依据2011’江苏省职业技术学校技能大赛电工电子类实施方案的要求和2001年颁布的《维修电工高级》国家职业标准命制;
二、请参赛选手仔细阅读试题的具体考核要求,并按要求完成操作或进行笔答;
三、操作技能竞赛时要遵守考场纪律,服从赛场管理人员指挥,以保证竞赛安全顺利进行。
工作任务与要求
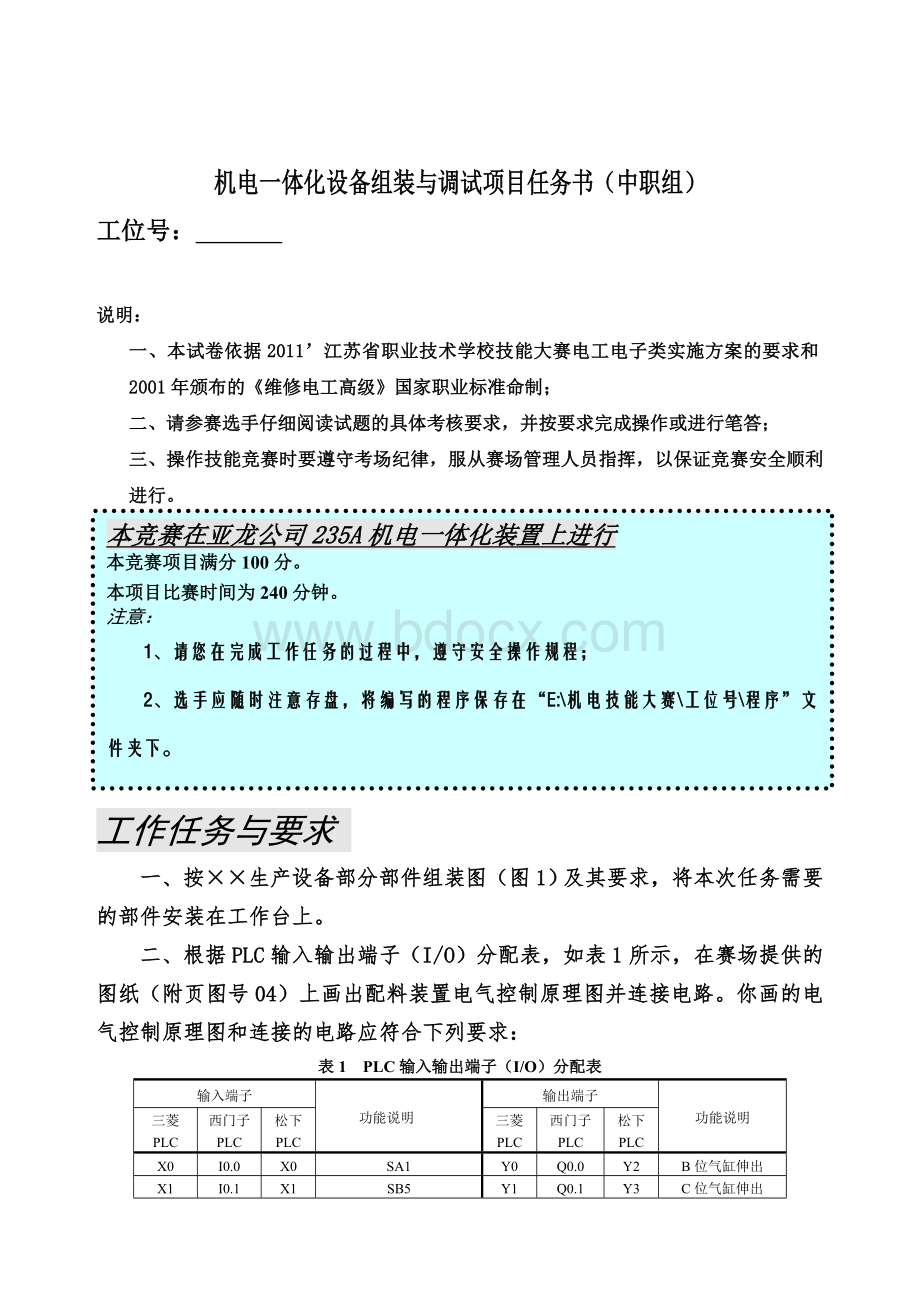
一、按××生产设备部分部件组装图(图1)及其要求,将本次任务需要的部件安装在工作台上。
二、根据PLC输入输出端子(I/O)分配表,如表1所示,在赛场提供的图纸(附页图号04)上画出配料装置电气控制原理图并连接电路。
你画的电气控制原理图和连接的电路应符合下列要求:
表1PLC输入输出端子(I/O)分配表
输入端子
功能说明
输出端子
功能说明
三菱
PLC
西门子
PLC
松下
PLC
三菱
PLC
西门子
PLC
松下
PLC
X0
I0.0
X0
SA1
Y0
Q0.0
Y2
B位气缸伸出
X1
I0.1
X1
SB5
Y1
Q0.1
Y3
C位气缸伸出
X2
I0.2
X2
SB6
Y2
Q0.2
Y4
D位气缸伸出
X3
I0.3
X3
B气缸前限
Y3
Q0.3
Y5
手爪夹紧
X4
I0.4
X4
C气缸前限
Y4
Q0.4
Y0
手爪放松
X5
I0.5
X5
D气缸前限
Y5
Q0.5
Y1
悬臂伸出
X6
I0.6
X6
B气缸后限
Y6
Q0.6
Y6
悬臂缩回
X7
I0.7
X7
C气缸后限
Y7
Q0.7
Y7
手臂上升
X10
I1.0
X8
D气缸后限
Y10
Q1.0
Y8
手臂下降
X11
I1.1
X9
B位电感传感器
Y11
Q1.1
Y9
机械手左摆
X12
I1.2
XA
C位光纤传感器
Y12
Q1.2
YA
机械手右摆
X13
I1.3
XB
D位光纤传感器
Y13
Q1.3
YB
直流电机
X14
I1.4
XC
皮带光电传感器
Y14
Q1.4
YC
电机正转
X15
I1.5
XD
手爪夹紧信号
Y15
Q1.5
YD
电机反转
X16
I1.6
XE
手臂上限位
Y16
Q1.6
YE
25Hz
X17
I1.7
XF
手臂下限位
Y17
Q1.7
YF
16Hz
X20
I2.0
X10
前臂前限位
Y20
Q2.0
Y10
HL1
X21
I2.1
X11
前臂后限位
Y21
Q2.1
Y11
HL2
X22
I2.2
X12
旋转左限位
Y22
Q2.2
Y12
HL3
X23
I2.3
X13
旋转右限位
Y23
Q2.3
Y13
HL4
X24
I2.4
X14
接料台信号
Y24
Q2.4
Y14
HL5
X25
I2.5
X15
SB1
Y25
Q2.5
Y15
蜂鸣器
X26
I2.6
X16
SB2
Y26
Q2.6
Y16
绿色警示灯
X27
I2.7
X17
SB3
Y27
Q2.7
Y17
1.电气控制原理图的绘制,按现行国家标准:
GB/T6988.1-2008(电气技术用文件编制第1部分:
规则)和机械行业标准JB/T2739-2008(工业机械电气图用图形符号),JB/T2740-2008(工业机械电气设备电气图、图解和表的绘制)以及GB/T4728(电气简图用图形符号)的有关规定。
文字符号的使用符合JB/T2740-2008的规定。
2.凡是你连接的导线,必须套上写有编号的编号管。
交流电机金属外壳与变频器的接地极必须可靠接地。
3.工作台上各传感器、电磁阀控制线圈、送料直流电机、警示灯的连接线,必须放入线槽内;为减小对控制信号的干扰,工作台上交流电机的连接线不能放入线槽。
三、根据气动系统图及其要求和说明,连接××生产设备的气路。
四、根据触摸屏的要求编写触摸屏画面,并能按要求正确操作和显示。
五、请你正确理解设备的正常工作过程和故障状态的处理方式,编写××生产设备的PLC控制程序和设置变频器的参数。
六、请你调整传感器的位置和灵敏度,调整机械部件的位置,完成××生产设备部分部件整体调试,使该设备能按要求完成各工序的规定任务。
××生产设备及其调试要求
一、
图2
悬臂
手臂
手指
气动马达
立柱
右限止位置
左限止位置
系统的上电检测和处理
图2
悬臂
手臂
手指
气动马达
立柱
右限止位置
左限止位置
1、部件的初始位置
启动前,设备的运动部件必须在规定的位置,这些位置称作初始位置。
有关部件的初始位置是:
机械手的悬臂靠在右限止位置并处于缩回状态,手臂气缸的活塞杆缩回,手指松开。
位置A、B、C的气缸活塞杆缩回。
处理盘、皮带输送机的拖动电动机不转动。
2、上电检测
初次上电(设备前次断电前处于非运行状态)时,要进行断电检测,上电3S之后,若上述部件在初始位置,绿色警示灯闪烁,表示系统准备好,可以进行试运行。
若上述部件不在初始位置,绿色警示灯熄灭,由HL2、HL3、HL4、HL5四盏指示灯按二进制来表示不在初始位置的部件的个数,系统不能启动。
需要通过复位按钮SB6来复位,如果在5S之内没有进行复位操作,则蜂鸣器鸣叫(3HZ)3S,如果仍然没有复位,则后面每隔3S鸣叫一次,提示复位,复位按钮为SB6。
如果15秒之内仍然没手动复位,则系统自动执行复位操作进行复位,其复位动作步骤请按安全操作规范自行确定,设备回到初始位置后绿色警示灯闪烁。
3、系统试运行
初次上电(设备前次断电前处于非运行状态)时,系统在初始位置时进行试运行后才能启动,系统试运行的流程请自行设备,要求完成所有需要驱动的部件都工作一次或一次以上。
如果输送带上在试运行时有物料,则马上进入物料紧急处理过程,把物料输送到C处滑槽内,然后重新继续剩下的系统试运行流程,并保证试运行结束后,设备在初始位置,绿色警示灯亮。
如果上述2项检测均已通过,可再次按下SB6按钮,这时绿色警示灯熄灭,改为指示灯HL1以亮1秒,灭0.5秒的方式闪亮,表示系统已经准备好,等待启动。
二、检测组装
设备进入等待状态后,若SA1位于右位置,则按下SB5启动按钮,系统起动进入检测组装工作,同进HL1常亮。
送料电机转动,在送料平台的光电传感器检测到有工件时,送料电机停止转动,工件在平台上进行2秒材质检测,检测材质由操作SB2来确定,若在2秒内没有操作SB2,则该工件为金属,若在2秒内按下过一次,则该工件为白色塑料工件,若在2秒内按下过2次SB2,则该工件为黑色塑料工件。
工件检测结束后,气动机械手悬臂伸出→手臂下降→气爪将工件夹紧。
夹紧1s后,手臂上升→悬臂缩回→转动至右侧极限位置→然后悬臂伸出→手臂下降到位0.3秒→气爪放松,将工件放到皮带输送机的传送带的进料孔上,手臂上升→悬臂缩回→转动至左侧极限位置。
若送料平台上有料则重复上述过程(当平台无料后,送料电机即可送出下一个物料)。
送料要求:
机械手可连续不断地往皮带输送机上搬运物料,并要求调节机械手的各气缸的动作速度,确保能看到皮带输送机上能出现3个料的情况。
并且皮带输送机的运行方向只能有一个。
组装要求:
1.B、C、D三处滑槽的组合都有两种方式供选择,分别通过SB1、SB2、SB3来设定,当SA1置于右位置时,若启动时设定按钮处于按下状态,则选择方式1,否则选择方式2,一旦启动后,组合方式选择不能再改变,只有等下次启动前才能再次设定。
2.启动后分别用HL2、HL3、HL4长亮分别指示B、C、D处滑槽选择了组合方式1,用HL2、HL3、HL4以1Hz闪烁分别指示B、C、D处滑槽选择了组合方式2。
3.B处滑槽组合方式1为“白/金/白”的顺序,组合方式2为“金白”的无顺序组合;
4.C处滑槽组合方式1为“黑/金/黑”的顺序,组合方式2为“金黑”的无顺序组合;
5.D处滑槽组合方式1为“金/白/黑”的顺序,组合方式2为“黑/金/白”的顺序组合;
6.每次组装分拣的优先顺序为B处滑槽、C处滑槽、D处滑槽;
7.当皮带上的工件都不满足组装分拣要求时,从皮带的左侧滑出。
8.皮带上有工件时,皮带以16Hz速度运行。
包装要求:
当任意一个滑槽完成一完整的组装要求时,设备暂停,用对应组合方式指示灯以4Hz频率快闪2秒来指示该滑槽正在包装,包装结束后继续。
停止要求:
按下停止按钮SB6后,设备在处理完已经到送料平台上的工件后停止在初始位置。
三、加工分拣
设备进入等待状态后,若SA1位于左位置,则按下SB5启动按钮,HL5长亮,HL1以1Hz频率闪亮,系统起动进入加工分拣工作。
送料电机转动,在送料平台的光电传感器检测到有工件时,送料电机停止转动,气动机械手悬臂伸出→手臂下降→气爪将工件夹紧。
夹紧1s后,手臂上升→悬臂缩回→转动至右侧极限位置→然后悬臂伸出→手臂下降→气爪放松,将工件放到皮带输送机的传送带的进料孔上,手臂上升→悬臂缩回→转动至左侧极限位置。
当平台无料后,送料电机即可送出下一个物料。
当皮带输送机右放料位置的漫射型光电传感器检测到工件后,拖动皮带输送机的交流电动机启动前进传送工件,皮带机正转频率为16Hz,反转频率为25Hz。
要求:
(1)放料要求:
皮带上连续放两个工件,机械手将第一个工件放入进料孔,机械手回原位继续抓工件至进料孔,当第一个工件运行到B位停止加工过程中,机械手可通过进料孔放入第二个工件,当皮带光电传感器检测到第二个工件时,HL5熄灭。
(2)通过“金属工件预置”键SB1、SB2来设置金属件的个数,通过SB1使预置数增加,通过SB2使预置数减少,但设定个数范围在1-8之间,超过范围设定键操作无效。
当系统检测加工的金属件数与预置的数字相同时,系统在处理完离开送料平台的工件后停机,并由HL2、HL3、HL4三盏指示灯来指示系统停止前需要检测加工的金属件数。
预置数在SA1置于左位置,系统处于等待状态时才能设定(检查时按评委要求设定),一旦设定后只有重新设定才能改变。
(3)加工要求:
在第一个工件到达B位后,皮带停止,进行第一道工序加工5S(此时第二个工件已被放入进料孔);然后皮带输送机继续运行到C位后,皮带停止,对第一个工件进行第二道工序加工5S,同时第二个工件也到达B位进行第一工序加工;然后皮带输送机再运行到D位后,皮带停止,对第一个工件进行第三道工序加工5S,恰好第二个工件也到达C位进行第二道工序加工。
(4)分拣要求:
当第一个工件加工完毕后,进行工件的检测,将金属件推入D位溜槽,白色塑料件推入C位溜槽,黑色塑料件推入B位溜槽。
第一个工件分拣完毕,皮带上的第二个工件直接运行到D位进行第三道工序加工,加工完毕后按以上分拣要求进行分拣,第二个工件分拣结束后,HL5亮,表示设备准备又一次进行将工件加工分拣。
为了保证设备的工作,当皮带上有两个工件后,必须等这两个工件分拣完毕后,即HL5亮时,机械手才能向传送带的进料孔放工件。
四、意外情况处理:
1.意外断电
设备在正常运行过程中断电称为意外断电,当发生意外断电后再上电时,HL5以亮1s灭1s的方式闪烁,再次按下SB5,则设备接着断
 升级会员
升级会员 