数控编程题文档格式.docx
《数控编程题文档格式.docx》由会员分享,可在线阅读,更多相关《数控编程题文档格式.docx(32页珍藏版)》请在冰豆网上搜索。
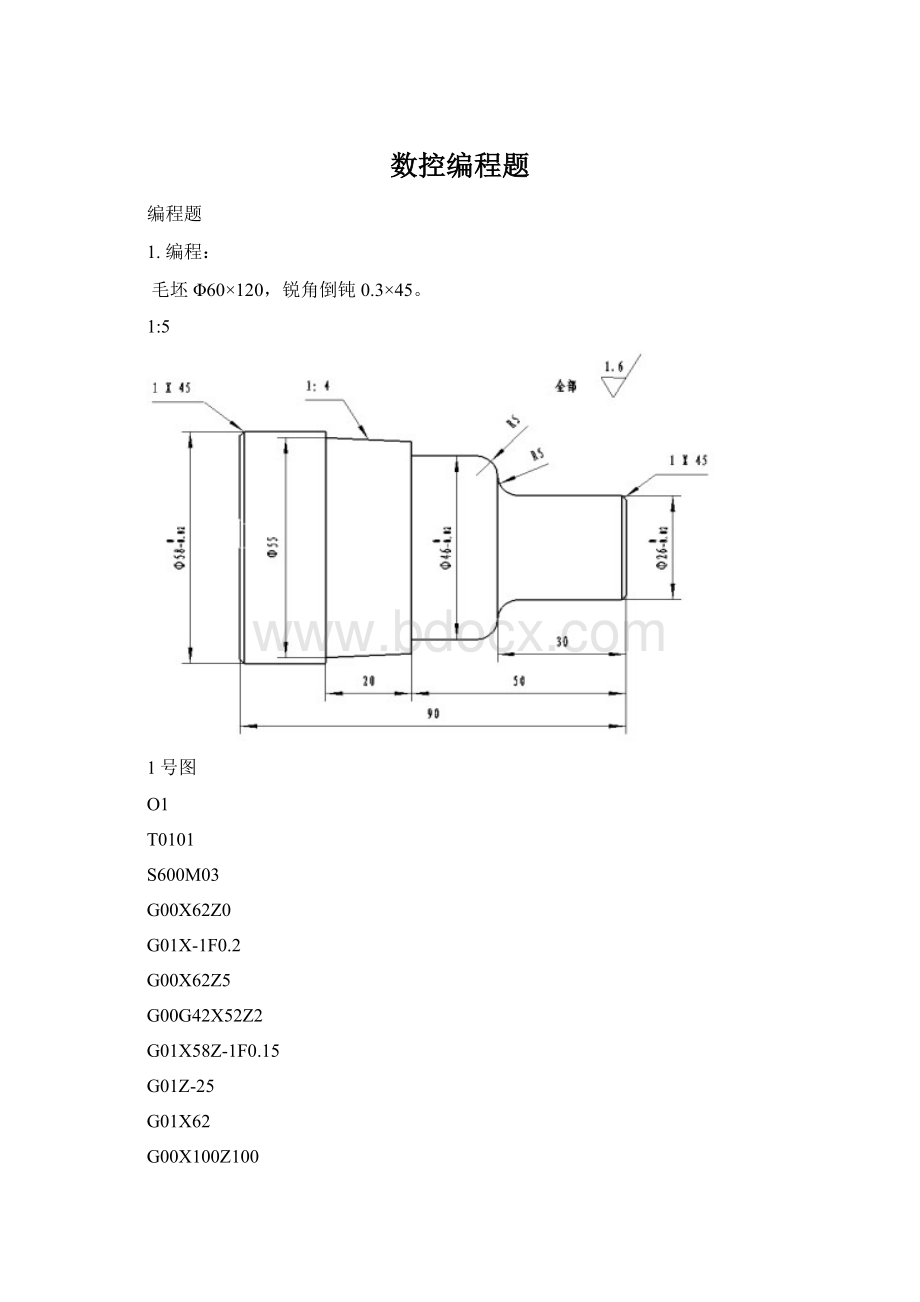
G02X46Z-30R10
G01Z-50
G01X51
3.
3号图
M03S800
M08
G00X47Z2
G71P1Q2U2F0.2
N1G00X0G42
G01Z0
G03X10Z-5R5
G01X20
G01W-10
G03X30W-5R5
G01X40W-12
G01W-18
N2G01X47G40
T0100
G70P1Q2G0.12
T0202
M03S400
G00X42Z-55
G75R0.3
G75X4Z-55P5000F0.1
G00X100
Z100
4.
G00X65Z2
N1G00X46.785G42
G01X50Z-6
G01X56
G01X58
G01X60Z-21
G01Z-40
N2G01X65G40
G00X62Z-35
G75R0.2
G75X4Z-35P5000F0.1
5.
M3S800
G73U32R16
G73P1Q2F0.2
N1G00X30G42
G01Z-10
G01X28W-3
G01W-4
G01X30W-3
G01W-12
G02X36W-3R3
G01X40
G01X60
G01Z-70
G01X65
N2G00Z2
M03S1100
G70P1Q2G0.1
G00X62Z-65
G75X4Z-65P5000F0.1
6.用数控车床加工如图所示零件,材料为45号钢调质处理,毛坯的直径为40mm,长度为200mm。
按要求完成零件的加工程序编制。
(1)粗加工程序使用固定循环指令;
(2)对所选用的刀具规格、切削用量等作简要工艺说明;
加工程序单要字迹工整
6.1
(1.刀具选择
外圆尖刀Kr=93度刀尖角35度粗车S600ap2f0.15
精车S1200ap1f0.12
切断刀刀宽5mmS600ap4f0.12
螺纹刀S500)
O1(WAIYUAN)
G00X42Z2
G73U10W0R5
G73P1Q2U2W0F0.15
N1GOOX16G42
G01X24Z-2
G01Z-15
G01X20Z-20
G01W-7
G02X38W-7R10
G01X38W-8
G01X20W-20
G01W-6
G01X34
G01W-15
G01X42
S1200M03
T0202(QIECAO)
G00X28Z-20
G01X16F0.12
G04X1
G00Z100
TO3O3(LUOWEN)
M03S500
G00X26Z5
G92X23Z-17F3
X22.2
X21.4
X20.9
X20.5
X20.3
X20.1
T0202(QIEDUAN)
G00X42Z-83
G01X30F0.2
G00X36
G00W2
G01X32W-2
G01X0
螺纹刀刀尖角60度S500)
TO1O1(WAIYUAN)
G7U12W0R6
N1G00G42X10
G01X16Z-1
G01X24
G03X24W-25R15
G01X38W-30
G01Z-100
TO1O1
TO2O2(QIECAO)
G00X8Z-25
G01X12F0.12
T0303(LUOWEN)
G00X20Z5
G92X15.2Z-23F2
X14.8
X14.5
X14.3
X14.1
X14
S500M03
G00X42Z-100
G0062Z2
G90X57Z-40F0.2
G00Z0
G01X-1
G00G42X49Z2
G01X55Z-1F0.12
G01X100Z100G40
G73U13W0R6
G73P1Q2W0F0.15
N1G00X26G42
G01X34Z-2
G01Z-30
G01X38
G01X50W-25
G01W-25
G02X50Z-119R35
G01W-20
G00X40Z-30
G01X30F0.12
T0303
G0X36Z5
G92X33.2Z-28F2
X32.8
X32.5
X32.2
X32
切断刀刀宽5mmS600f0.18
螺纹刀刀尖角60度S500f3)
G01X-1Z0F0.2
N1G00G42X16
G01Z-35
G01X27Z-52.5
G02X32Z-55R2.5
G01X45
G03X50W-2.5R2.5
S1000M03
G00X26Z-35
G92X23Z-33F3
6.5
G00X62Z8
G73U18W0R9
G73P1Q2U2W0F0.2
N1G00G42X24
G01X30Z-16
G02X34W-10R10
G01X34W-12
G02X40W-3R3
G01X50
G03X56W-3R3
G01Z-67
N2G00G40Z8
G00X38Z-20
G01X26
G00X32Z8
G92X29Z-18R-6.5F1.5
G92X28.7Z-18R-6.5F1.5
G92X28.55Z-18R-6.5F1.5
7.编制立式加工中心加工零件外轮廓、凸台轮廓的加工程序,填写工序卡、刀具使用卡
加工中心1
O0001
G21
G0G17G40G49G80G90
T1M6
G0G90G54X-69.75Y20.S600M3
G43H1Z50.
Z10.
G1Z-19.F15.
G42D1X-49.75F60
G2X-29.75Y0.R20.
G3X29.75R29.75
X-29.75R29.75
G2X-49.75Y-20.R20.
G1G40X-69.75
Z-9.F15.
G0Z50.
X61.5Y20.S600M3
G1Z-19.F100.
G41D1X41.5F60.
G3X21.5Y0.R20.
G1Y-19.5
G2X19.5Y-21.5R2.
G1X-19.5
G2X-21.5Y-19.5R2.
G1Y19.5
G2X-19.5Y21.5R2.
G1X19.5
G2X21.5Y19.5R2.
G1Y0.
G3X41.5Y-20.R20.
G1G40X61.5
G49
M5
T2M6
G54G00G90G49G40X0Y0
G43H2Z50
S640M03
G83X0Y0Q5R3Z-38
G80
G00Z150
M09
T3M6
G81X0Y0R3Z-38
%
加工中心5
M6T1
G54G40G49G00G90X60Y0
G43H1z50
S300M03
Z-20
G01G42D1X21.5F30
Y19.5
G03X19.5Y21.5R2
G01X-19.5
G03Y19.5R2
G01Y-19.5
G03x-19.5Y-21.5R2
G01X19.5
G03x21.5Y-19.5R2
G01Y0
G00G40X60
G00Z100
Z-12
G42G01X16.5D1F30
G03I-16.5
G00Y-30
G00Z-8
G01G41D1Y-12.5
G01X-60
G00Y12.5
G01X60
G00G40Y0
M6T2
G54G40G49G00G90X0Y0
S700M03
G98G81X0Y0R3Z-40F30
G98G81X15.5Y15.5R3Z-26F30
G98G81X-15.5Y15.5R3Z-26F30
G98G81X-15.5Y-15.5R3Z-26F30
G98G81X15.5Y-15.5R3Z-26F30
G00Z150
M6T3
G43H3Z50
S100M03
G0G90G54X80.Y60.S300M3
G1Z-32.F1000.
G41D1X60.F30.
G3X40.Y40.R20.
X-40.
Y80.
X40.
Y40.
G3X60.Y20.R20.
G1G40X80.
Z-22.F2000.
%O2
G0G90G54G49X66.Y60.S300M3
G1Z-10.F1000.
G41D1X46.F40.
G3X26.Y40.R20.
G1Y14.
X-26.
Y66.
X26.
G3X46.Y20.R20.
G1G40X66.
Z0.F2000.
T2M6
G0G90G54X37.Y32.5S600M3
G43H2Z50.
G42D2X31.F100.
G2X25.Y38.5R6.
G1Y54.
G3X7.R9.
G2X-7.R7.
G3X-25.R9.
G1Y23.
G3X-17.Y15.R8.
G1X17.
G3X25.Y23.R8.
G1Y38.5
G2X31.Y44.5R6.
G1G40X37.
T3M6
G0G90G54X-5.Y35.S800M3
G43H3Z50.
G1Z-8.F1.8
G41D3Y30.F95.4
G3X0.Y25.R5.
G1X11.
G3Y37.R6.
G1X-11.
G3Y25.R6.
G1X0.
G3X5.Y30.R5.
G1G40Y35.
Z2.F1.8
T4M6
G0G90G54X-29.Y11.S640M3
G43H4Z10.
G98G81Z-13.004R10.F30.
X29.
Y69.
X-24.
G0G90G54X51.5Y34.5S600M3
G43H1Z50.M8
G1Z-10.F200.
G41D1X39.5F40.
G3X27.5Y22.5R12.
X15.
Y8.
G3X8.Y15.R7.
G1X-8.
G3X-15.Y8.R7.
X-27.5
Y45.
X-17.5Y55.
X17.5
X27.5Y45.
Y22.5
G3X39.5Y10.5R12.
G1G40X51.5
G0G90G54X10.Y40S600M3
G43H2Z50.M8
G1Z-5.F30.
G01G41Y34D1
G3Y46.R6.
G1X-10.
G3Y34.R6.
G1X10.
G01G40Y40
Z5.F2000.
M9
G0G90G54X72.Y16.S300M3
G1Z-5.F100.
G41D1X52.F30.
G3X32.Y-4.R20.
G1Y-16.
X16.Y-32.
X-16.
X-32.Y-16.
G2X-8.Y32.R24.
G1X8.
G2X32.Y8.R24.
G1Y-4.
G3X52.Y-24.R20.
G1G40X72.
G0G90G54X0.Y-2.S600M3
G42D2X20.
G1Y-6.
G2X14.Y-12.R6.
G1X-14.
G2X-20.Y-6.R6.
G1Y2.
G2X-14.Y8.R6.
Y17.
G2X-4.Y23.R6.
G1X4.
G2X10.Y17.R6.
G1Y8.
X14.
G2X20.Y2.R6.
G1Y-2.
G01G40X0.
G00Z5.F2000.
 升级会员
升级会员 