PMC调试步骤.docx
《PMC调试步骤.docx》由会员分享,可在线阅读,更多相关《PMC调试步骤.docx(12页珍藏版)》请在冰豆网上搜索。
PMC调试步骤
PMC调试步骤
1.存储卡格式PMC的转换
通过存储卡备份的PMC梯形图称之为存储卡格式的PMC(Memorycardformatfile)。
由于其为机器语言格式,不能由计算机的Ladder3直接识别和读取并进行修改和编辑,所以必须进行格式转换。
同样,当在计算机上编辑好的PMC程序也不能直接存储到M-CARD上,也必须通过格式转换,然后才能装载到CNC中。
1.2M-CARD格式(.001等)------〉计算机格式(.LAD)
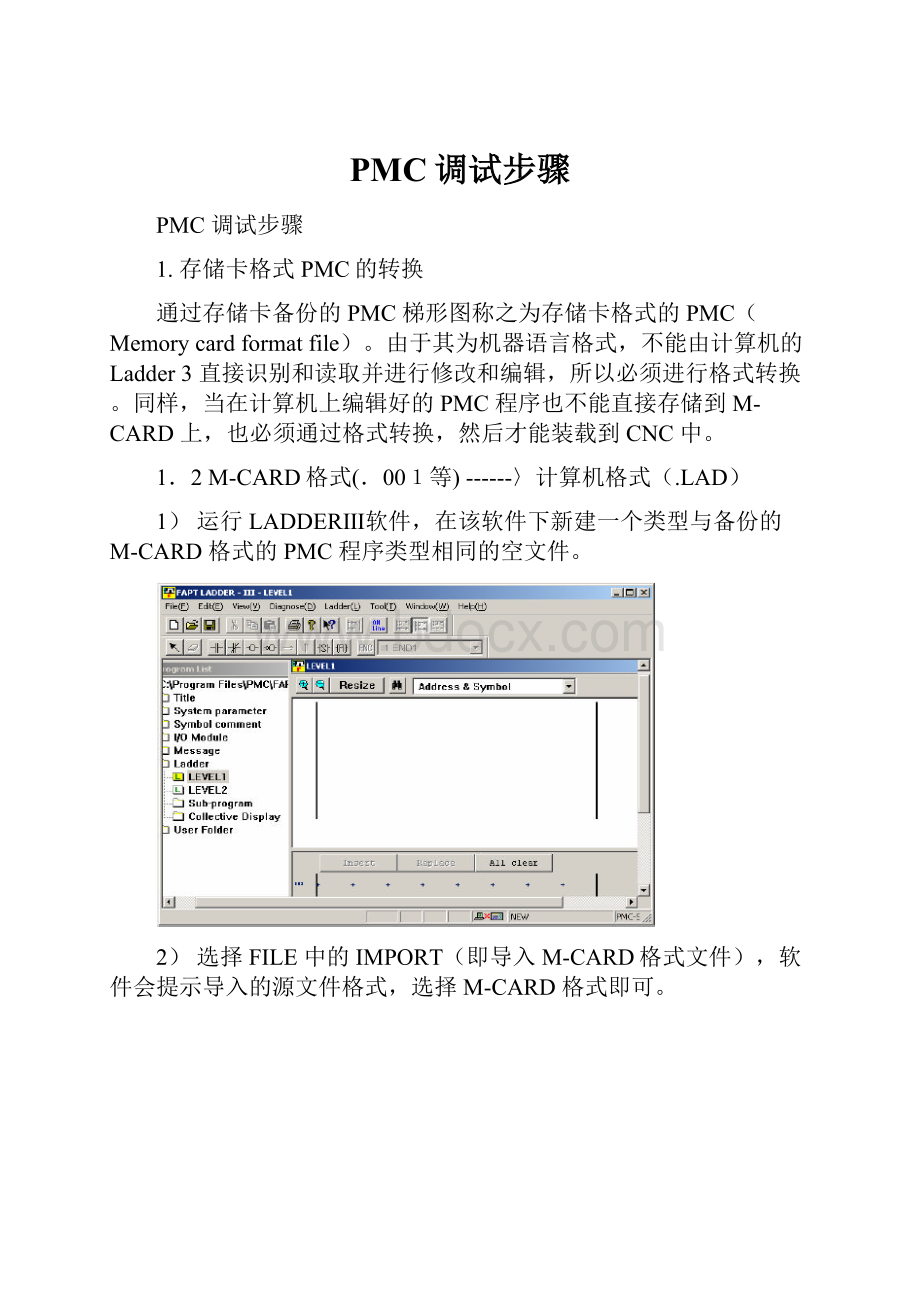
1)运行LADDERⅢ软件,在该软件下新建一个类型与备份的M-CARD格式的PMC程序类型相同的空文件。
2)选择FILE中的IMPORT(即导入M-CARD格式文件),软件会提示导入的源文件格式,选择M-CARD格式即可。
执行下一步找到要进行转换的M-CARD格式文件,按照软件提示的默认操作一步步执行即可将M-CARD格式的PMC程序转换成计算机可直接识别的.LAD格式文件,这样就可以在计算机上进行修改和编辑操作了。
1.2计算机格式(.LAD)-----〉M-CARD格式当把计算机格式(.LAD)的PMC转换成M-CARD格式的文件后,可以将其存储到M-CARD上,通过M-CARD装载到CNC中,而不用通过外部通讯工具(例如:
RS-232-C或网线)进行传输。
1)在LADDERⅢ软件中打开要转换的PMC程序。
现在TOOL中选择COMPILE将该程序进行编译成机器语言,如果没有提示错误,则编译成功,如果提示有错误,要退出修改后重新编译,然后保存,再选择FILE中的EXPORT。
注意:
如果要在梯形图中加密码,则在编译的选项中点击,再输入两遍密码就可以了。
2)在选择EXPORT后,软件提示选择输出的文件类型,选择M-CARD格式。
确定M-CARD格式后,选择下一步指定文件名,按照软件提示的默认操作即可得到转换了格式的PMC程序,注意该程序的图标是一个WINDOWS图标(即操作系统不能识别的文件格式,只有FANUC系统才能识别)。
转换好的PMC程序即可通过存储卡直接装载到CNC中。
2.不同类型的PMC文件之间的转换
(1)运行FANUC“FAPTLADDER_Ⅲ”编程软件。
%
(2)点击[File]栏,选择[OpenProgram]项,打开一个希望改变PC种类的Windows
版梯形图的文件。
%
(3)选择工具栏[Tool]中助记符转换项[MnemonicConvert],则显示[MnemonicConversion]页面。
其中,助记符文件(MnemonicFile)栏需新建中间文件名,含文件存放路径。
转换数据种类(ConvertDataKind)栏需选择转换的数据,一般为ALL。
%
(4)完成以上选项后,点击[OK]确认,然后显示数据转换情况信息,无其他错误后关闭此信息页,再关闭[MnemonicConversion]页面。
%
(5)点击[File]栏,选择[NewProgram]项,新建一个目标Windows版的梯形图,同时选择目标Windows版梯形图的PC种类。
%
(6)选择工具栏[Tool]中源程序转换项[SourceProgramConvert],则显示[SourceProgramConversion]页面。
其中,中间文件(MnemonicFile)栏需选择刚生成的中间文件名,含文件存放路径。
%
(7)完成以上选项后,点击[OK]确认,然后显示数据转换情况信息,“Allthecontentofthesourceprogramisgoingtobelost.Doyoureplaceit?
”,点击[是]确认,无错误后关闭此信息页,再关闭[SourceProgramConversion]页面。
%这样便完成了Windows版下同一梯形图不同PMC种类之间的转换,例如将PMC_SA1的KT13.LAD梯形图转换为PMC_SA3的MM.LAD梯形图,并且转换完后的MM.LAD梯形图与KT13.LAD梯形图的逻辑关系相同。
3.I/O模块的设置
BEIJING-FANUC0i-C/0i-Mate-C系统,由于I/O点、手轮脉冲信号都连在I/OLINK总线上,在PMC梯形图编辑之前都要进行I/O模块的设置(地址分配),同时也要考虑到手轮的连接位置。
1)0i-C:
由于0i-C本身带有专用I/O单元,该I/O单元表面上看起来与0I-B系统的内置I/O卡相似,都是96/64个输入/输出点,但具体的地址排列有一些区别,同时必须进行
I/O模块的地址分配)。
1.10IC专用I/O板,当不再连接其它模块时
可设置如下:
X从X0开始0.0.1.OC02I;Y从Y0开始0.0.1./8
1.2.当使用标准机床面板时,一般机床侧还有一个I/O卡,手轮必须接在标准操作面板后JA3。
可设置如下:
机床侧的I/O卡的I/O点X从X0开始0.0.1.OC01I,Y从Y0开始0.0.1./8操作面板侧的I/O点X点从X20开始1.0.1.OC02I(OC02I对应手轮),Y点从Y24开始1.0.1./8
1.3分线盘I/O模块的设定
对于分线盘(分散型)I/O模块,要将所有的模块(基本模块加扩展模块)作为一个整体一起设定。
因为可以连接一个基本模块,最多3个扩展模块,每个模块单元占用3个字节的输入点,2个字节输出点,总共占用12字节输入/8字节输出(96/64点),和上述的内装I/O相似,也可以连接手轮,设定方法相似可设置如下:
不带手轮输入X0开始0.0.1.OC01I输出Y0开始0.0.1./8带手轮:
输入X0开始1.0.1.OC02I(OC02I对应手轮)Y0开始1.0.1./8
下面图中的地址m就是此处的0,n就是此处的0(首地址)
注意:
1。
带手轮接口的扩展模块,要安装在最靠近基本模块的位置,如上图中的扩展模块1。
2.手轮信号为X12-X14。
注:
此时手轮信号从面板侧的X32—X34引入。
I/OLinkJA3:
接手轮
1.4对I/OLink轴的设定
1)I/OLink轴的连接如下图所示:
*每个轴占用16字节输入/16字节输出点(128/128点)FANUC的I/OLink的最大点数位1024/1024,
2)I/OLink轴的地址分配I/OLink轴的地址规定如此下:
如果没有任何其他I/O模块连接,理论上就可以连接8个。
一般设定如下:
输入点从X20开始:
0.0.1.PM16I,输出点从Y20开始:
0.0.1.PM16O
当然,也可以按上述同样的方法设定如下:
X输入点从X20开始1.0.1./16Y输出点从Y20开始1.0.1./16或X输入点从X20开始:
1.0.1.OC02I,此时x=20Y输出点从Y20开始:
1.0.1.OC02O此时y=20总之,不管设定的模块名字是什么,只要最终结果输入点有16个字节,输出也有16个字节,并且不和其他模块冲突,就可以了。
注意:
I/OLink轴不能接系统的手轮(但可以有自己的手轮),所以,手轮必须接到其他的I/O模块上。
3)连接示例:
2.0i-MateC
由于0i-MateC不带专用I/O单元板,连接外围设备,必须通过I/O模块扩展要考虑急停、外部减速信号,地址的分配以及手轮的连接问题,按如下设定:
2.1当使用两个I/O模块(I/O卡)时(48/32点):
可设置如下:
第一块输入点X从X0开始0.0.1./6,输出点Y从Y0开始0.0.1./4第二块带手轮接口输入点X从X6开始:
1.0.1.OC02I输出点Y从Y6开始:
1.0.1./4
注:
对于以上的设定,急停、减速、手轮信号都在第二个模块上或:
第一块带手轮接口输入点X从X4开始0.0.1.OC02I,输出点Y从Y4开始0.0.1./4第二块输入点X从X20开始1.0.1./6,输出点Y从Y20开始1.0.1./4
注:
以上的设定方式下,急停、减速、手轮信号都在第一个模块上
2.2当使用标准机床面板时,手轮有两种接法
(1)接在I/O卡上JA3可设置如下:
I/O卡侧的I/O点X从X4开始:
0.0.1.OC02I,Y从Y4开始:
0.0.1./4面板侧的I/O点从X20开始1.0.1.OC02I(或OC01I),输出点从Y24开始1.0.1./8
注:
此种设法可使面板上x/y数值上一样,便于编写梯形图,但注意此时面板后的手轮接口JA3无效,使用机床侧的I/O卡的接口。
(2)接在面板后JA3
可设置如下:
I/O卡侧的I/O点X从X4开始0.0.1./6,Y从Y4开始0.0.1./4面板侧的I/O点X从X20开始1.0.1.OC02I,Y从Y24开始1.0.1./8
说明:
1、0IC系统的I/O模块的分配很自由,但有一个规则即:
连接手轮的模块必须为16个字节,且手轮连在离系统最近的一个16字节(OC02I)大小的I/O模块的JA3接口上。
对于此16字节模块,Xm+0?
Xm+11用于输入点,即使实际上没有那么输入点,但为了连接手轮也需如此分配。
Xm+12?
Xm+14用于三个手轮的输入信号。
只连接一个手轮时,旋转手轮时可看到Xm+12中信号在变化。
Xm+15用于输出信号的报警。
2、OC02I为模块的名字,它表示该模块的大小为16个字节。
OC01I为12个字节,/6表示该模块有6个字节。
PM16I为I/OLink轴的输入模块名,表示该模块的大小为16个字节。
PM16O为I/OLink轴的输出模块名,表示该模块的大小为16个字节。
3、原则上I/O模块的地址可以在规定范围内任意处定义,但是为了机床的梯形图的统一和便于管理,最好按照以上推荐的标准定义,注意,一旦定义了起始地址(m)该模块的内部地址就分配完毕。
4、从一个JD1A引出来的模块算是一组,在连接的过程中,要改变的仅仅是组号,数字从靠近系统从0开始逐渐递增。
5、在模块分配完毕以后,要注意保存,然后机床断电再上电,分配的地址才能生效。
同时注意模块优先于系统上电,否则系统在上电时无法检测到该模块。
 升级会员
升级会员 