末端电磁搅拌培训的内容汇总Word格式.docx
《末端电磁搅拌培训的内容汇总Word格式.docx》由会员分享,可在线阅读,更多相关《末端电磁搅拌培训的内容汇总Word格式.docx(7页珍藏版)》请在冰豆网上搜索。
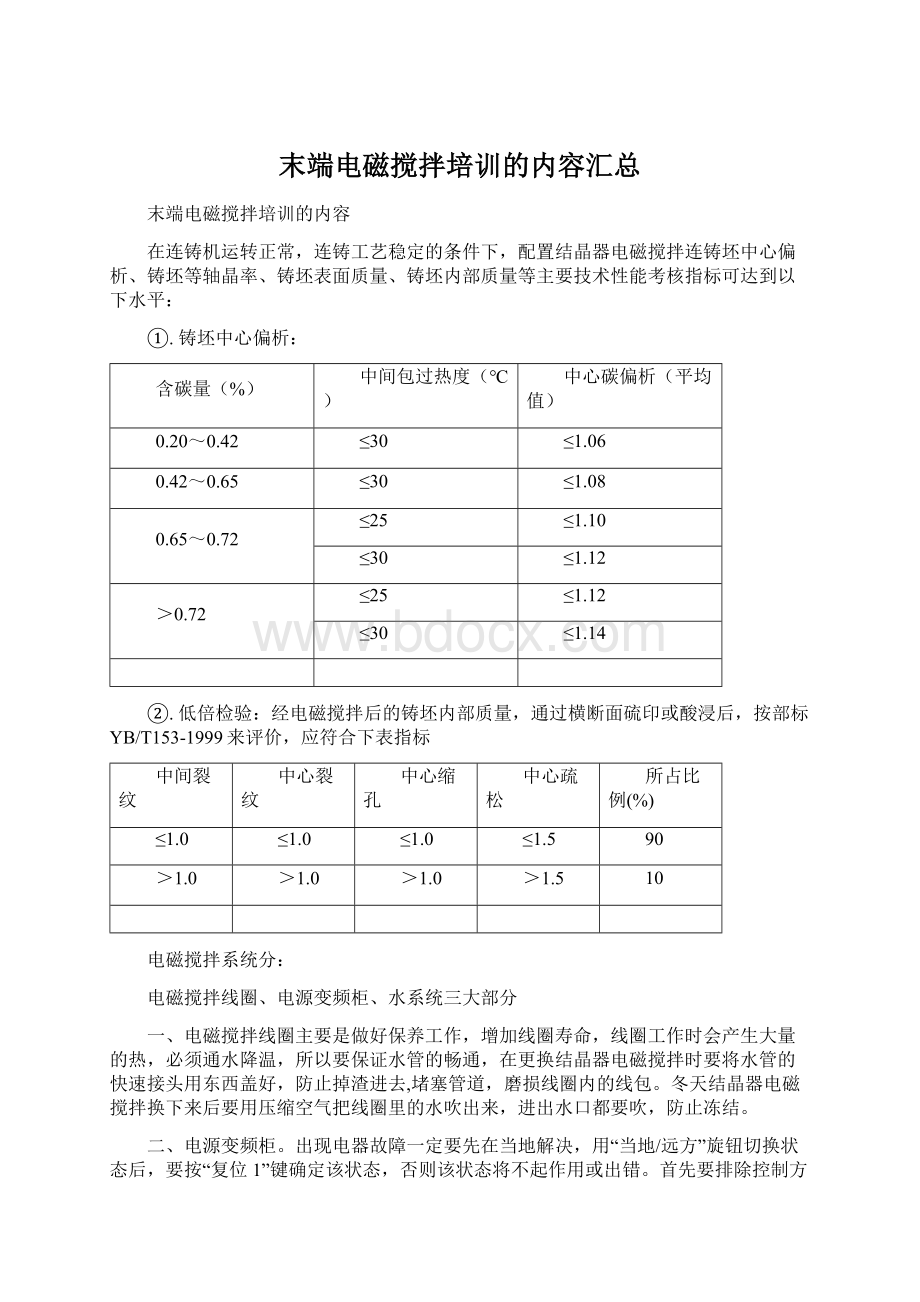
中心缩孔
中心疏松
所占比例(%)
≤1.0
≤1.5
90
>1.0
>1.5
10
电磁搅拌系统分:
电磁搅拌线圈、电源变频柜、水系统三大部分
一、电磁搅拌线圈主要是做好保养工作,增加线圈寿命,线圈工作时会产生大量的热,必须通水降温,所以要保证水管的畅通,在更换结晶器电磁搅拌时要将水管的快速接头用东西盖好,防止掉渣进去,堵塞管道,磨损线圈内的线包。
冬天结晶器电磁搅拌换下来后要用压缩空气把线圈里的水吹出来,进出水口都要吹,防止冻结。
二、电源变频柜。
出现电器故障一定要先在当地解决,用“当地/远方”旋钮切换状态后,要按“复位1”键确定该状态,否则该状态将不起作用或出错。
首先要排除控制方面问题:
要在切断主电,只送控制电的情况下开机,看柜子是否工作正常,不正常就说明问题在控制部分,在排除控制部分问题前都不能送主电,以防不正常的控制动作损坏元器件。
正常的动作是先是“控制电源”和“风机”继电器吸合,过几秒“预充电”继电器吸合,再过三十秒“主接触器”吸合,然后“预充电”继电器断开。
可以听声音来确认。
在确认控制部分没有问题后先停止运气,再送主电,将设定电流大小的电位器打到最小再开机,此时开机后要注意观察柜子上面的直流电压表,正常情况下,在开机后“预充电”继电器吸合后二十秒内直流电压表上的电压要上到DC330V,如果不能就说明有问题,要打“急停”,然后按“复位1”停止柜子的运行。
按“复位1”前要看直流电压表,上面没有电的时候才能按。
预充电不能完成有负载线圈的原因,也可能是柜子内电器的原因。
负载方面主要查大电缆、高温电缆、线圈是否对地。
因为预充电主要是由“预充电”继电器、充电电阻、大保险、整流硅桥完成,所以电器方面主要检查以上元件。
三、水系统。
水系统主要做好日常的设备点检工作,做好记录。
水系统主要用纯净水来对“电磁搅拌线圈”进行冷却,而水系统本身又需要外界的冷却水对纯净水冷却。
如果有特殊情况(漏水或需换水)液位下降到60cm以下,加水后要先给两个水泵放气才能开泵。
方坯结晶器电磁搅拌工业参数的优化
电磁搅拌是改善铸坯内部组织和表面质量的一种重要的方法,也是连铸高拉
速的一个重要保证。
其原理就是在连铸结晶器内安装一套电磁感应线圈,通过电磁感应实现能量无接触转换,将电磁能转换为钢水的旋转动力,推动钢水旋转运动,改善钢水凝固组织,提高连铸坯质量。
空间位置与磁场的关系
在相同频率,不同电流强度条件下,中心及壁面磁感应强度在空间位置上的分布规律不随电流的变化而变化。
随电流的增加,各点磁感应强度增大。
在结晶器不同深度位置,离搅拌器中心位置附近处的磁感应强度比两端位置相应处的磁感应强度要大,即有“中间大,两头小”的规律。
在同一电流强度条件下,在结晶器两端及磁感应强度较弱的区域,壁面处磁感应强度值与中心处的值几乎相等。
在磁感应强度的轴向中心区域壁面处磁感应强度值比对应中心处的略大,且随着电流的增大,即磁感应强度也增大,壁面与中心的磁感应强度之间的差值也在增大。
电流强度与磁场的关系
磁感应强度随电流强度的增大而增大,在某一电流范围内,电流越大,搅拌力也越大,等轴晶率也相应增加。
但是当电流增加到某一值后,等轴晶率便趋于饱和,不再随电流的增加而增加,此时即为电磁搅拌所需的最佳电流。
电流强度过小不能够满足搅拌工艺的要求,过大会使搅拌线圈使用寿命降低。
所以要选择合适的电流强度。
频率与磁场的关系
随电流频率的增加,磁感应强度降低。
这是因为结晶器铜套对交变磁场有强
的屏蔽作用。
电流越大,屏蔽效应越强。
所以结晶器电磁搅拌一般选用低频电源。
空间位置与电磁搅拌力的关系
电磁力的轴向大小分布特征与磁感应强度沿结晶器中心轴线的分布规律大致相同。
在主搅拌区域,当电流强度大于一定值后,随着电流强度的增大,电磁力增加幅度明显降低。
所以当电流强度大于一定值后,在电流频率一定时,增加电流强度对电磁搅拌强度的影响微弱。
电磁搅拌的实质是借助在铸坯液相穴中感应生成的电磁力强化钢水的运动,由此强化钢水的对流、传热和传质过程,从而控制铸坯的凝固过程。
决定搅拌效果优劣的不是磁感应强度的大小,而是钢液旋转速度的大小。
旋转速度的大小又和电磁力切向分量的大小有关。
由于电磁搅拌中钢水的流动速度主要由电磁力决定,由此在设计搅拌器时,针对不同断面和不同钢种都是以凝固前沿的电磁力为设计指标。
所以研究电磁力的大小和分布规律是电磁搅拌技术研究的一个非常重要的方面。
电磁切向力公式:
Fθ=1/2(B02σωr)
Fθ电磁力切向分量;
B0熔体表面磁感应强度;
σ钢液电导率;
ω线圈电流角频率;
r径向位移。
可通过测量磁感应强度来计算电磁力及搅拌强度的大小。
电磁搅拌力与电流频率的关系
为了使结晶器内磁感应强度增大,希望电流频率变小,但当频率太小时,电
磁搅拌力不会出现最大值。
所以最佳频率的选择是综合考虑这两方面因素的结果。
在需相同电磁力时,使用最佳频率可使所耗电流强度降低,从而有利于降低搅拌所需的功率。
由此在一定的电流强度下,要获得最大的电磁搅拌力,需有一最佳频率的选定。
结论(例如)
在实验测定的基础上,通过理论分析计算与工业试验,得到如下结论:
(1)磁感应强度在结晶器高度方向上有“中间大,两头小”的规律;
在距结
晶器顶端500mm处,磁感应强度出现最大值。
(2)磁感应强度随电流强度增大而增大,随电流频率增大而减小;
(3)当电流强度大于350A后,在电流频率一定时,增加电流强度对电磁搅
拌强度的影响不明显。
(4)重钢150mm×
150mm方坯连铸结晶器电磁搅拌最佳频率在4HZ。
(5)重钢70钢150mm×
150mm方坯连铸结晶器电磁搅拌最佳电流强度为360A。
凝固末端电磁搅拌器设计及应用
连铸电磁搅拌能有效地改善连铸坯内部的组织结构,减少中心偏析及中心缩孔,大大增加等轴晶率。
已成为连铸、特别是品种钢连铸必不可少的一种工艺手段。
连铸电磁搅拌的实质在于借助电磁力的作用来强化铸坯中末凝固钢液的运动,从而改变钢水凝固过程中的流动,传热和迁移过程,达到改善铸坯质量的目的。
结晶器电磁搅拌可以明显改善中碳钢、中低合金钢的内部及皮下质量,但对于高碳钢和高合金钢来说,仍存在中心偏析、中心缩孔、中心裂纹等问题,甚至在所谓的糊状区终点处形成“V”形槽即“V”形宏观偏析。
尤其对于象不锈钢这样的多合金高合金钢,由于枝晶发达中心裂纹及缩孔非常明显。
要解决这些问题必须在凝固末端上电磁搅拌。
高碳钢、高合金钢连铸的凝固特征和可能出现的缺陷
高含碳量、高合金含量有使凝固组织恶化的趋势。
高碳钢、高合金钢的液相与固相间温度区间较大,凝固间隙长度增加,粘稠区加宽。
因此容易形成中心偏析、中心裂纹和中心缩孔。
这些缺陷对产品的机械性能和耐腐蚀性能会产生有害的影响。
在不锈钢冷轧板中出现单相波纹。
宏观偏析是在凝固末端粘稠区内的溶质富集的钢液由于凝固收缩引起流动、沿粘稠区内枝晶间通道传输、聚集而成的。
显然它极大地受粘稠区内钢液流动和传质所控制,有时形成中心偏析,有时形成V形偏析。
中心偏析是由于铸坯在凝固过程中倾向于生成柱状晶,产生搭桥现象而产生的。
V形偏析形成的原因比较复杂,主要是由粘稠区内等轴晶凝固时产生的收缩力及对钢液的抽吸力和钢液沿树枝晶的渗透引起的,可以用著名的V形偏析凝固模型来解释。
偏析的严重程度与凝固时间有关,时间越长越严重。
由于高含碳量、高合金含量的钢凝固时间长,因此偏析也就更严重。
影响凝固末端电磁搅拌的冶金效果的主要因素及措施
影响凝固末端电磁搅拌的冶金效果的主要因素在于:
1)是否有结晶器电磁搅拌作用。
2)电磁搅拌器能否提供足够大的电磁推力。
3)电磁搅拌作用区域内磁场是否均匀。
4)电磁搅拌的作用区域是否足够大。
5)搅拌的时机即电磁搅拌的安装位置是否得当。
其中第2、3、4个因素取决于凝固末端电磁搅拌器的参数及结构设计,而第1、5个因素则取决于电磁搅拌器与连铸机性能参数及连铸工艺的匹配是否合理。
因此,一套电磁搅拌装置要达到最佳的冶金效果,除了要求其本身性能优良外,还要求设计者有较丰富的理论与实践经验。
3.1凝固末端电磁搅拌的最佳搅拌条件
根据宏观偏析产生的机理,控制其产生的主要途径是:
a)促进柱状晶向等轴晶转化,产生宽而细的等轴晶区,使之能致密充满凝固末端;
减少二次枝晶的臂间距,以控制粘稠区的渗透性。
b)提高凝固率,减少凝固时间间隔。
c)在中心区分散偏析斑点,使粘稠区变窄。
d)保持粘稠区的流动性以及温度和成分的均匀性。
e)阻碍钢液在枝晶间的渗透和偏析槽的形成。
采用结晶器+凝固末端电磁搅拌能有效达到以上目的,单一采用凝固末端效果不明显。
结晶器电磁搅拌能大幅降低钢液的过热度,缩短凝固时间,从而产生宽且细的等轴晶区。
而凝固末端电磁搅拌可进一步细化等轴晶并能保持粘稠区的流动以及温度与成份的均匀。
因此可以明显减轻宏观偏析。
凝固末端搅拌的最佳条件是:
a)凝固末端的凝固组织为致密的细等轴晶,因此必须要先经结晶器电磁搅拌。
b)搅拌应该从固相率为0.1时开始。
c)搅拌强度要达到10-20cm/s
d)采用交替搅拌
3.2安装位置
凝固末端电磁搅拌所需要解决的冶金问题决定了其安装位置的极端重要。
过早搅拌等同于二冷区电磁搅拌不能起到应有的效果;
而过迟搅拌钢水已经凝固,搅拌已失去意义。
因此,错误的安装位置不但对需要解决的问题没有效果,甚至还有可能起反作用。
根据上面提到的固相率为0.1的概念,综合连铸机的实际情况,认为凝固末端电磁搅拌以安装在铸坯未凝固率20%-28%左右的区域比较合适。
考虑到连铸工艺的差异性,一般在上下各1米处再预留2个安装点。
当然,如果能够做到连续移动是最理想的。
值得指出的是:
凝固末端位置是受拉速影响的,因此,保持拉速的稳定是非常重要的!
3.3有效搅拌范围、搅拌方式及磁场性能
为了尽可能获得稳定优良的冶金效果,凝固末端电磁搅拌的搅拌强度、搅拌方式及搅拌范围都与结晶器电磁搅拌有较大的区别,主要表现在:
a)为了避免过强的搅拌流冲刷铸坯凝固前沿而产生负偏析(白亮带),末端电磁搅拌一般都采用大范围且交替搅拌的搅拌方式。
b)由于30%的未凝固率是用数学模型计算出来的,因此与实际情况会有一定出入,同时由于连铸机拉速、二冷配水等工艺参数的差异性也使得未凝固率存在一定的变化。
因此,为了使凝固末端尽可能的涵盖未凝固率30%这一点,要求凝固末端电磁搅拌的有效搅拌范围尽可能的长。
c)完成一个最佳交替搅拌的周期一般是正转5秒、停顿1秒、反转5秒,共11秒钟时间。
最高拉速按2.5m/min考虑,11秒钟的拉坯长度是458mm;
也就是说搅拌器的均匀磁场范围要超过458mm。
考虑到电磁搅拌器的端部效应,其铁芯高度至少要在450mm以上。
d)为了获得稳定的冶金效果,有效搅拌区域内的磁场要求尽可能的均匀。
凝固末端电磁搅拌器的类型及选择
电磁搅拌器主要由绕组与铁芯构成。
按绕组与铁芯的结构型式不同,凝固末端电磁搅拌器主要有E字铁芯扁线绕组水外冷、E字铁芯铜管绕组水内冷、环形铁芯扁线绕组水外冷与环形铁芯铜管绕组水内冷等四种型式。
绕组型式决定了电磁搅拌器的使用寿命。
众所周知铜管绕组水内冷的绝缘性能比扁线绕组水外冷的要好得多,因此使用寿命也要长很多。
铁芯型式则决定了电磁搅拌器的磁场性能与冶金效果。
尤其对凝固末端电磁搅拌而言这方面尤其重要。
下面从铁芯型式、磁场的空间分布和磁路的有限元分析等三个方面对凝固末端电磁搅拌器的选型作一分析:
a)铁芯型式主要有E字铁芯与环形铁芯两种,
其结构区别如下:
图1E字铁芯内部结构
图中:
1—E字铁芯,2—线圈,3—外壳
图2环形铁芯内部结构
1—环形铁芯,2—线圈,3—外壳
b)磁场的空间分布
磁感应强度空间分布区别如下:
图3E字型铁芯电磁搅拌器磁感应强度Br的空间分布
图4环形铁芯电磁搅拌器磁感应强度Br的空间分布
c)磁路的有限元分析
其磁场有限元分析区别如下:
图5E字型铁芯磁场有限元分析图
图9环形铁芯磁场有限元分析图
从以上对比可以看出,E字铁芯的优点是:
外围无漏磁;
线圈套在齿上安装,外围无线圈,便于与外壳固定。
缺点是:
由于有齿槽,齿的地方磁场高,槽的地方磁场小,因而内部磁场不均匀(见图3),不适合作凝固末端电磁搅拌用;
存在齿槽漏磁,内部漏磁大(见图5);
线圈端伸长,因而在一定安装空间内,铁芯高度矮,有效搅拌范围短(见图1),也不适合作凝固末端电磁搅拌用。
环形铁芯的优点是:
无齿槽结构,内部磁场均匀,搅拌效率高(见图4);
内部无齿槽,不存在齿槽漏磁,内部漏磁小,磁场强度高(见图6);
12个线圈均匀分布,端伸短,因而在一定安装空间内,铁芯高度高(比E字型铁芯高30%左右),有效搅拌范围长,搅拌效果好(见图2)。
外围有线圈,因而存在外围漏磁,须采取外围磁屏蔽技术进行改善;
不便于与外壳固定,必须用高性能硅胶灌封处理,因而成本较高。
综上分析,凝固末端电磁搅拌期的4种不同类型的组合中。
以环形铁芯铜管绕组为最佳组合。
具有运行安全漏电流小,使用寿命长;
磁场均匀,磁密大,有效搅拌范围长,冶金效果突出;
工作电流小,冷却水量小,运行十分经济;
后期维修成本低等突出优点。
非常适合作凝固末端电磁搅拌使用,是其它任何一种组合所无法比拟的。
装备凝固末端电磁搅拌的综合效果
5.1连铸机增加凝固末端电磁搅拌装置后的综合冶金效果
通过以增加凝固末端电磁搅拌装置为重点的连铸机设备功能完善改造,对不锈钢连铸获得了很好的冶金效果。
a)凝固中心获得了很好的细等轴晶区(大于30%)。
b)中心缩孔减小到0.5级。
c)中心裂纹基本消除。
d)中心疏松减小到0.5级
e)有无凝固末端电磁搅拌的铸坯低倍对比图
无凝固末端电磁搅拌有凝固末端电磁搅拌
凝固末端电磁搅拌在连铸机上:
 升级会员
升级会员 