材料成型复习题及复习资料Word文件下载.docx
《材料成型复习题及复习资料Word文件下载.docx》由会员分享,可在线阅读,更多相关《材料成型复习题及复习资料Word文件下载.docx(14页珍藏版)》请在冰豆网上搜索。
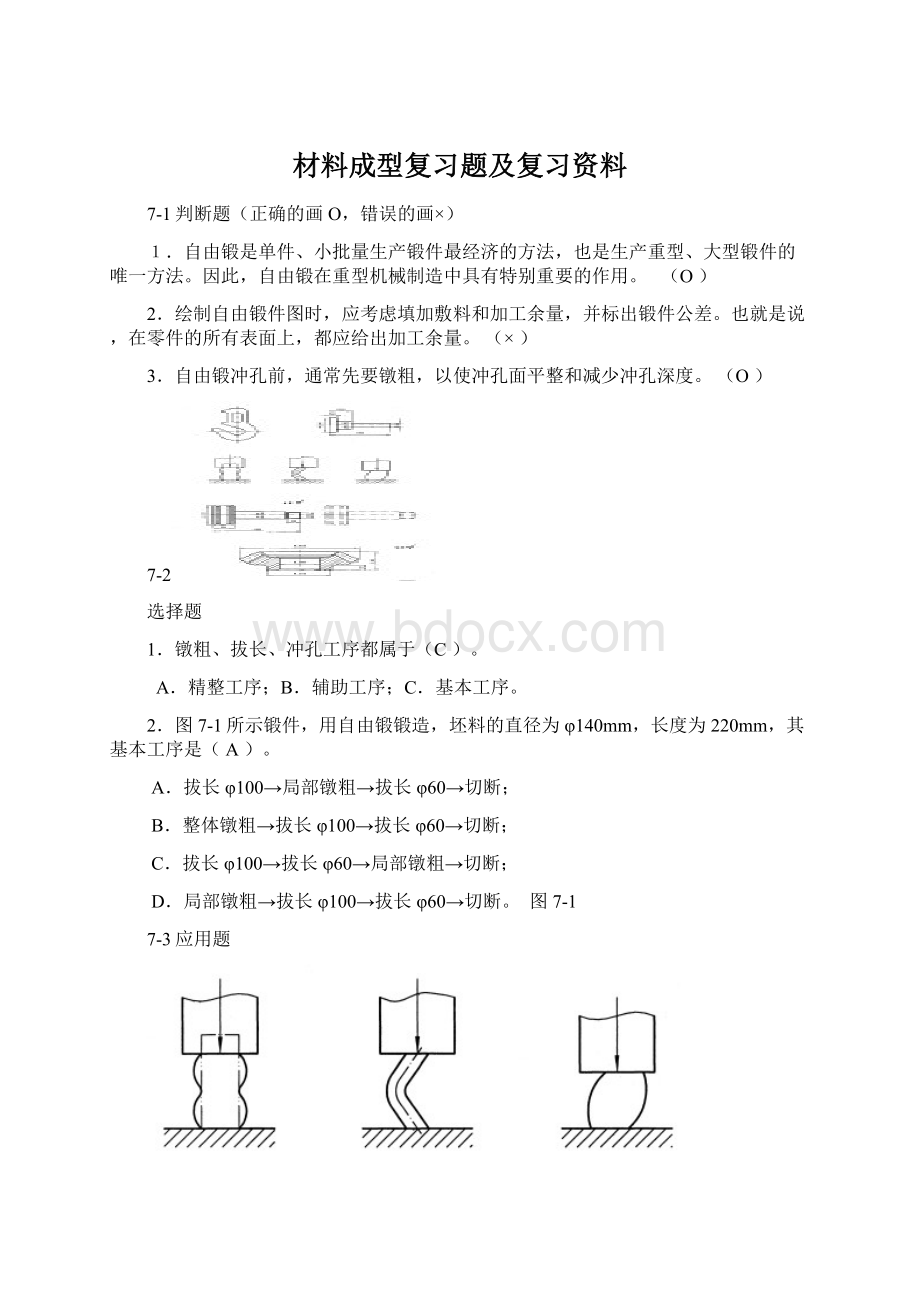
试在右侧双点划线绘制的零件轮廓图上定性绘出锻件图,选择合理的坯料直径(现有圆钢直径有:
φ120、φ110、φ100、φ90、φ80、φ70),并说明理由,拟定锻造基本工序,在表7-1中画出工序简图。
坯料直径:
φ100选择原因:
局部镦粗时保证高径比<2.5
图7-3
4.如图7-5所示,通常碳钢采用平砧拔长,高合金钢采用V型砧拔长,试分析砧型对钢的变形有何影响?
V型砧使压应力数目增多,提高金属的可锻性,适合于拔长塑性较差的高合金钢。
图7-5
5.如图7-6所示支座零件,采用自由锻制坯,试修改零件结构设计不合理之处。
图7-6
6.图7-7所示零件,采用自由锻制坯,试修改零件结构设计不合理之处。
图7-7
作业8模锻与板料冲压
专业_________班级________学号_______姓名___________
8-1判断题(正确的画O,错误的画×
1.如图8-l所示锻件,采用锤上模锻生产。
从便于锻模制造,锻件容易出模的角度考虑分模面应选在a-a。
(×
)
图8-1
2.锻模中预锻模膛的作用是减少终锻模膛的磨损,提高终锻模膛的寿命。
因此预锻模膛不设飞边槽,模膛容积稍大于终锻模膛,模膛圆角也较大,而模膛斜度通常与终锻模膛相同。
3.板料冲压落料工序中的凸、凹模的间隙是影响冲压件剪断面质量的关键。
凸、凹模间隙越小,则冲压件毛刺越小,精度越高。
(×
4.板料弯曲时,弯曲后两边所夹的角度越小,则弯曲部分的变形程度越大。
(×
5.拉深过程中坯料的侧壁受拉应力。
拉应力的大小与拉深系数有关,拉深系数越大,则侧壁所受的拉应力越大。
6.受翻边系数的限制,一次翻边达不到零件凸缘高度要求时,则可以进行多次翻边。
7.冲床的一次冲程中,在模具的不同工位上同时完成两道以上工序的冲压模具,称为连续模。
8-2选择题
1.锻造圆柱齿轮坯100件,为提高生产率决定采用胎模锻。
应选用(C)。
A.扣模;
B.合模;
C.筒模。
2.平锻机上模锻所使用的锻模由三部分组成,具有两个相互垂直的分模面,因此平锻机最适于锻造(C)。
A.连杆类锻件;
B.无孔盘类锻件;
C.带头部杆类锻件;
D.A和C。
3.拉深变形在没有压板的条件下,板料进入凹模前受(B)。
在有压板的条件下,板料进入凹模前受(C)。
A.两向拉应力,一向压应力;
B.一向拉应力,一向压应力;
C.两向压应力,一向拉应力;
D.三向压应力。
4.厚1mm直径φ350的钢板经拉深制成外径为φ150的杯形冲压件。
由手册中查得材料的拉深系数ml=0.6,m2=0.80,m3=0.82,m4=0.85。
该件要经过(C)拉深才能制成。
A.一次;
B.两次;
C.三次;
D.四次。
5.大批量生产外径为φ50mm,内径为φ25mm,厚为2mm的零件。
为保证孔与外圆的同轴度应选用(C)。
A.简单模;
B.连续模;
C.复合模。
6.设计冲孔凸模时,其凸模刃口尺寸应该是(A)。
A.冲孔件孔的尺寸;
B.冲孔件孔的尺寸+2z(z为单侧间隙);
C.冲孔件孔的尺寸-2z;
D.冲孔件尺寸-z。
7.压力加工的操作工序中,工序名称比较多,属于自由锻的工序是(C),属于板料冲压的工序是(D)。
A.镦粗、拔长、冲孔、轧制;
B.拔长、镦粗、挤压、翻边;
C.镦粗、拔长、冲孔、弯曲;
D.拉深、弯曲、冲孔、翻边。
8.冲压模具结构由复杂到简单的排列顺序为(D)。
A、复合模-简单模-连续模;
B、简单模-连续模-复合模;
C、连续模-复合模-简单模;
D、复合模-连续模-简单模。
8-3应用题
1.图8-2所示的常啮合齿轮,年产15万件,锻坯由锤上模锻生产。
试图8-2(a)上修改零件不合理的结构,在图8-2(b)上定性绘出齿轮结构修改后的锻件图。
图8-2
(a)
(b)
2.如图8-3所示冲压件,采用厚l.5mm低碳钢板进行批量生产。
试确定冲压的基本工序,并在表8-1中绘出工序简图。
图8-3
表8-1
序号
工序名称
工序简图
1
2
3
4
落料
冲孔
弯曲
翻边
3.如图8-4所示冲压件,采用厚l.5mm低碳钢板进行批量生产。
试确定冲压的基本工序。
图8-4
基本工序:
4.图8-5(a)所示为油封内夹圈,图8-5(b)所示为油封外夹圈,均为冲压件。
试分别列出冲压基本工序,并说明理由。
(材料的极限圆孔翻边系数K=0.68)。
[提示]d0=d1–2[H-0.43R-0.22t]
式中:
d0―冲孔直径(mm);
d1―翻边后竖立直边的外径(mm);
H―从孔内测量的竖立直边高度(mm);
R―圆角半径(mm);
t―板料厚度(mm)。
(a)(b)
图8-5
图8-5(a)基本工序:
图8-5(b)基本工序:
原因:
原因:
翻边系数k0=0.86>0.68,可以直接翻边;
翻边系数k0=0.65<0.68,不能直接翻边;
作业9熔化焊工艺基础与焊接方法
9-1判断题(正确的画O,错误的画×
1.焊接电弧是熔化焊最常用的一种热源。
它与气焊的氧乙炔火焰一样,都是气体燃烧现象,只是焊接电弧的温度更高,热量更加集中。
2.焊接应力产生的原因是由于在焊接过程中被焊工件产生了不均匀的变形,因此,防止焊接变形的工艺措施,均可减小焊接应力。
3.焊接应力和焊接变形是同时产生的。
若被焊结构刚度较大或被焊金属塑性较差,则产生的焊接应力较大,而焊接变形较小。
4.手工电弧焊过程中会产生大量烟雾,烟雾对焊工的身体有害,因此,在制造焊条时,应尽量去除能产生烟雾的物质。
5.埋弧自动焊焊接低碳钢时,常用H08A焊丝和焊剂43l。
当焊剂43l无货时,可用焊剂230代替。
(×
6.根据熔化焊的冶金特点,熔化焊过程中必须采取的措施是,1、提供有效的保护,2、控制焊缝金属的化学成分,3、进行脱氧和脱硫、磷。
7.中、高碳钢及合金钢焊接接头,存在对接头质量非常不利的淬火区,该淬火区的塑性、韧性低,容易产生裂纹,因此焊接这类钢时一般均需进行焊前预热,以防淬火区的形成。
(O)
8.氩弧焊采用氩气保护,焊接质量好,适于焊接低碳钢和非铁合金。
9.埋弧自动焊具有生产率高,焊接质量好,劳动条件好等优点。
因此,广泛用于生产批量较大,水平位置的长、直焊缝的焊接,但它不适于薄板和短的不规则焊缝的焊接。
10.点焊和缝焊用于薄板的焊接。
但焊接过程中易产生分流现象,为了减少分流,点焊和缝焊接头型式需采用搭接。
9-2选择题
1.下列几种牌号的焊条中,(C)和(E)只能采用直流电源进行焊接。
A.结422;
B.结502;
C.结427;
D.结506;
E.结607;
F.结423。
2.对于重要结构、承受冲击载荷或在低温下工作的结构,焊接时需采用碱性焊条,原因是碱性焊条的(D)。
A.焊缝抗裂性好;
B.焊缝冲击韧性好;
C.焊缝含氢量低;
D.A、B和C。
3.气体保护焊的焊接热影响区一般都比手工电弧焊的小,原因是(C)。
A.保护气体保护严密;
B.焊接电流小;
C.保护气体对电弧有压缩作用;
D.焊接电弧热量少。
4.氩弧焊的焊接质量比较高,但由于焊接成本高,所以(C)一般不用氩弧焊焊接。
A.
铝合金一般结构;
B.不锈钢结构;
C.低碳钢重要结构;
D.耐热钢结构。
5.焊接工字梁结构,截面如图9-1所示。
四条长焊缝的正确焊接顺序是(B)。
A.a-b-c-d;
B.a-d-c-b;
C.a-c-d-b;
D.a-d-b-c。
图9-1工字梁截面图
6.焊接电弧中三个区产生的热量由多到少排列顺序是(D),温度由高到低的排列顺序是(B)。
A、阴极-阳极-弧柱;
B、弧柱-阳极-阴极;
C、阴极-弧柱-阳极;
D、阳极-阴极-弧柱;
E、阳极-弧柱-阴极;
F、弧柱-阴极-阳极。
7.结422焊条是生产中最常用的一种焊条,原因是(D)。
A.焊接接头质量好;
B.焊缝金属含氢量少;
C.焊接接头抗裂性好;
D.焊接工艺性能好。
8.埋弧自动焊比手工电弧焊的生产率高,主要原因是(D)。
A、实现了焊接过程的自动化;
B、节省了更换焊条的时间;
C、A和B;
D、可以采用大电流密度焊接。
9.酸性焊条得到广泛应用的主要原因是(D)。
A、焊缝强度高;
B、焊缝抗裂性好;
C、焊缝含氢量低;
D、焊接工艺性好。
10.焊条牌号“结422”中,“结”表示结构钢焊条,前两位数字“42”表示(C)。
A、焊条的σb≥420MPa;
B、结构钢的σb≥420MPa;
C、焊缝的σb≥420MPa;
D、焊条的σb=420MPa。
9-3填空题
1.焊接时往往都要对被焊工件进行加热。
熔化焊加热的目的是(形成熔池);
压力焊加热的目的是(将接头金属加热到高塑性状态);
钎焊加热的目的是(熔化钎料)。
2.焊接时一般都要对被焊区进行保护,以防空气的有害作用。
手工电弧焊采用(气和渣联合)保护;
埋弧自动焊采用(渣)保护;
氩弧焊的保护措施是(氩气保护);
而在钎焊过程中则利用(钎剂)来进行保护。
3.点焊时必须对工件施加压力,通电前加压是为了(使工件接头紧密接触);
断电后加压是为了(使接头产生塑性变形,压力作用下结晶)。
4.钎焊时除使用钎料外,还需使用(钎剂),它在钎焊过程中的作用是:
1)(清除工件金属和钎料表面上的氧化膜及杂质);
2)(隔离空气起保护作用);
3)增大钎料的(填充能力)。
5.CO2气体保护焊适于焊接(低碳钢)和(低合金钢)材料,应采用的焊丝分别是(H08MnSiA)和(H08Mn2SiA)。
6.压力焊时也需对工件接头进行加热,主要目的是(将接头金属加热到高塑性状态)。
7.钎焊的接头强度较低,为了提高接头的承载能力,钎焊采用(搭接)接头。
8.焊条牌号“结507”中,“7”表示(低氢型药皮)和(直流专用)。
作业10金属焊接性与焊接结构设计
专业_________班级_______学号_______姓名___________
10-1判断题(正确的画O,错误的画×
1.金属的焊接性不是一成不变的。
同一种金属材料,采用不同的焊接方法及焊接材料,其焊接性可能有很大差别。
2.焊接中碳钢时,常采用预热工艺。
预热对减小焊接应力十分有效。
同时,预热也可防止在接头上产生淬硬组织。
(O)
3.根据等强度原则,手工电弧焊焊接400MPa级的15MnV钢,需使用结426和结427(或结422、结423)焊条。
10-2选择题
1.不同金属材料的焊接性是不同的。
下列铁碳合金中,焊接性最好的是(D)。
A.灰口铸铁;
B.可锻铸铁;
C.球墨铸铁;
D.低碳钢;
E.中碳钢;
F.高碳钢。
2.焊接梁结构,焊缝位置如图10-l所示,结构材料为16Mn钢,单件生产。
上、下翼板的拼接焊缝A应用(B)方法和(E)焊接材料;
翼板和腹板的四条长焊缝B宜采用(A)方法焊接,使用的焊接材料为(H);
筋板焊缝C应采用(A)方法焊接,焊接材料为(E)。
A.埋弧自动焊;
B.手工电弧焊;
C.氩弧焊;
D.电渣焊;
E.结507;
F.结422;
G.结427;
H.H08MnA和焊剂431;
I.H08MnSiA;
J.H08A和焊剂130。
图10-1
10-3填空题
1.图10-2所示为汽车传动轴,由锻件45钢和钢管Q235钢焊接而成。
大批量生产时,合适的焊接方法为(CO2气体保护焊);
使用的焊接材料为(H08MnSiA)。
图10-2 图10-3
2.汽车车轮由轮圈和辐板组成,材料均为Q235钢,如图10-3所示。
大批量生产时,轮圈由卷板机卷成,再经(闪光对焊)焊接而成;
而轮圈与辐板则用(CO2气体保护焊)焊接连为一体,焊接材料为(H08MnSiA)。
10-4应用题
1.在长春地区用30mm厚的16Mn钢板焊接一直径为20m的容器。
16Mn的化学成分如下:
C=0.12~0.20%;
Si=0.20~0.55%;
Mn=1.20~1.60%;
P、S<0.045%。
(1)计算16Mn的碳当量;
(2)判断16Mn的焊接性;
(3)夏季施工时是否需要预热?
冬季施工时是否需要预热?
如需预热,预热温度应为多少?
=0.16+1.40/6=0.3916Mn的焊接性良好
夏季施工时不需要预热。
冬季施工时需要预热,预热温度应100-150℃。
2.修改焊接结构的设计(焊接方法不变)
(1)钢板的拼焊(电弧焊),如图10-4。
图10-4
(2)用钢板焊接工字梁(电弧焊),如图10-5。
图10-5
(3)钢管与圆钢的电阻对焊,如图10-6。
图10-6
(4)管子的钎焊,如图10-7。
图10-7
 升级会员
升级会员 