赛摩B皮带校验说明书Word下载.docx
《赛摩B皮带校验说明书Word下载.docx》由会员分享,可在线阅读,更多相关《赛摩B皮带校验说明书Word下载.docx(11页珍藏版)》请在冰豆网上搜索。
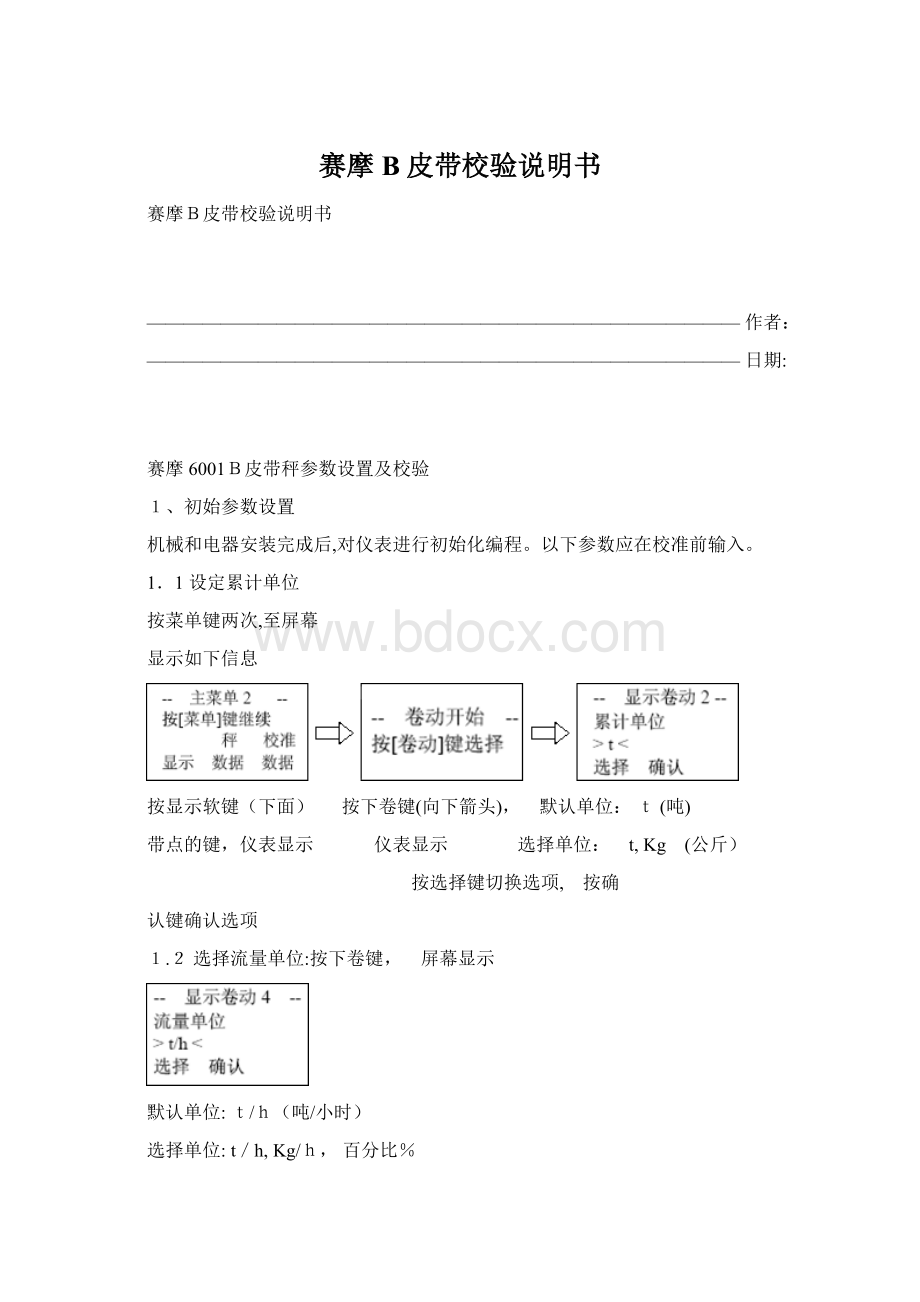
选择单位:
t/h,Kg/h,百分比%
注:
百分比为当前流量相对最大秤容量的百分比值
1.3设置最大秤流量:
按菜单键, 返回主菜单2,按秤数据屏幕显示
按卷动键,
默认:
10.0
最小值:
1.0
最大值:
200,000.0
使用数字键输入最大秤容量,按确认键
1.4选择秤分度:
按下卷键,屏幕显示
默认:
1
选择:
0.1,0.01,0.001,1
1.5速度信号输入形式:
按下卷键至屏幕显示
外部
外部,模拟
在未连接速度传感器时选择模拟速度信号功能,仪表内部模拟频率为20Hz 的速度信号。
1.6选择校准模式:
按菜单键返回主菜单2,
按校准数据,屏幕显示
按下卷键,屏幕显示 默认:
电子校准
电子校准,链码校准
挂码校准
选择需要的校准方式, 按确认键。
1.7 输入校准常数:
按下卷键,屏幕显示
最大值:
1000
默认值:
1
根据皮带秤型号计算出校准常数,按数字键输入后,按确认。
1.8自动建立测试周期
选择自动(推荐使用)最大值:
3000 在皮带上作出明显标志,
,屏幕显示 最小值:
0.5 以称架上某点为参考点,
默认值:
100 启动皮带, 等到皮带上
测量出皮带秤上皮带一 标志运行通过参考点时按
周长度,精确到3mm , 开始键
输入后按确认键,屏幕
显示
当皮带运行需要的圈数 按继续键, 屏幕显示 在建立测试周期中如选择
后按完成键,屏幕显示 手动,屏幕显示
该方式需要直接输入皮最大值:
3000 最大值:
100
带运行时间和皮带长度最小值:
1 最小值:
等参数,通常在操作者 默认值:
100 默认值:
不能直接观测到皮带的 输入皮带长度后按确认 输入在测试时间内皮带
情况下使用。
按继续键后 旋转的周数
4800 如果在以上过程中按退
最小值:
1 出键,中止手动建立
100 测试周期过程。
按确认键,皮带按照输
入的参数建立测试周期
1.9自动零点校准
在自动零点校准期间, 皮带以最大速度运行
按菜单键至屏幕显示主菜单1
按零点校准键,屏幕显示 按开始键后,屏幕显示剩余时间为0时,显示
如需要改变零点按改变,屏幕显示
1.10自动间隔校准
零点校准完成后, 按菜单键返回主菜单1,按间隔校准,屏幕显示
间隔校准可以使用三种不同的模拟载荷校准方式:
电子校准、挂码校准、链码校准,仪表根据在校准数据中选择的校准方式和校准常数进行校准。
如选择挂码或链码校准模式, 加上模拟载荷后再启动皮带。
按开始键,仪表显示。
在自动间隔校准期间, 如需要改变间隔按改变 如仪表显示
仪表分辨率比正常时高键,屏幕显示
10倍。
等剩余时间为0,
屏幕显示
请检查输入参数是否正确, 必要时向工程师咨询。
2、操作明细
1.1前面板
1.2LED状态指示:
5只红色发光二极管指示积算器的当前运行状态
1)远程设定指示 (自动调零时闪烁)
2)控制指示(自动调间隔时闪烁)
3)报警
4)批处理过程
5)正常运行
1.3键盘
1)运行–进入运行状态, 任何时候按此键仪表都进入运行状态
2)菜单–进入主菜单
3)上卷/下卷–卷动菜单选项
4)软键–执行该键上显示的功能
5)数字键0-9–输入数据参数
6)小数点“.” –输入小数点
7)C–清除错误输入
8)当地/远程-选择设定点输入方式
9)自动/手动–设定调节器工作方式
10)打印–安装打印板有效
11)开始–开始装载输出(安装批处理板有效)
12)结束–中止装载输出(安装批处理板有效)
1.4菜单显示
仪表使用交互式中文菜单提示使用者进行参数设定,校准或测试各项操作, 在任何状态均可按菜单键循环显示主菜单1-5,按对应的软键选择需要的子菜单,并通过上卷/下卷键进一步选择。
1.5 运行显示
在仪表通电后,显示运行状态。
运行状态也可以在任何菜单内按运行键进入。
1.5.1 主累计
第一行显示主累计量,主累计从称初始化时开始累加, 该累计量不能被清除。
第二行显示瞬时流量
1.5.2复位累计
复位累计用于辅助计量,如班累计或批量累计。
按上卷或下卷键显示复位累计
按清零键仪表提示 按是复位累计清零返回复位累计,
按否直接返回复位累计显示。
1.5.3 调节器输出显示
按上卷/下卷键依次显示主累计,复位累计和调节器输出
第一行显示流量
第二行显示调节器的设定点
第三行显示实际流量和设定点的偏差, 每个方块代表2%的控制偏差。
按转换屏幕第二行循环显示
1)设定点 -当设定点为本地时显示确认,可以使用数字键输入设定点。
2)误差% - 以百分比显示实际流量和设定点的误差。
3)控制输出 -当调节器为手动方式时显示确认, 可以手动输入控制输出。
1.5.4报警处理
当有报警发生时,右边软键显示报警,同时报警LED 闪烁
按报警键显示 报警“新”表示该报警
未被识别,按复位键复
位报警输出。
按继续键显示其它仍存
在的报警信息。
注意:
只有当产生报警的故障恢复时,报警灯才熄灭。
1.5.5校准
主菜单1包括“零点校准”、“间隔校准”和“实物校准”菜单。
2、校验过程及注意事项
2.1零点校验
1)就地启动皮带至少空转10分钟;
并观察二次表显示的流量是否稳定、正负均匀波动,如果出现流量较大的情况,应检查皮带秤上是否存在积水、积煤,检查现场是否有燃料运行人员清理皮带漏煤(这种情况经常出现)。
如发现以上情况立即汇报。
2)零点调整
在流量稳定后切就地,皮带上确认已无积煤、积水情况后进行零点校验,在校验期间禁止触碰皮带秤秤架及传感器等设备,以免带来额外的误差。
3)误差处理
要求误差超过±
0.05%时进行零点改变;
误差连续三次都不超过±
0.05%时校验合格,进行详细记录。
但是在每次零点校验时误差均超过±
0. 5%时,校验人员应当对皮带秤称重传感器、速度传感器、皮带长度和运转周期及皮带秤附近托辊进行检查。
2.2间隔校验
1)进行零点校准
2)进行校验设备检查
零点校验完成后应对链码及链码回收装置进行检查,各个链码应转动灵活,且各个链码之间螺栓固定禁锢,各钢丝绳清洁,不存在打结及生锈情况。
必要时使用黄油进行润滑。
3)进行链码铺设
要求采用链码前端采用双线“V”字型定点固定,链码后端采用三线“丄”字型定点固定。
注:
由于我厂皮带较高,完成上述措施需要站立在皮带上两个人一块进行工作,此时应注意在皮带挂链码之前必须拉合皮带两侧拉线开关,防止在挂链码时误启动皮带。
4)误差处理
要求当间隔校验连续三次误差都小于±
0.5%时校验合格,进行详细记录;
误差大于±
0.5%时对皮带秤称重传感器、速度传感器及其附近托辊、皮带以及链码铺设情况进行检查。
根据检查结果,在皮带秤秤架偏斜、二次表设定参数变化、皮带秤附近托辊和皮带进行更换以及传感器调整或更换时及时检修并进行实物校验。
(更换速度传感器后不必对皮带秤进行实物校验)
2.3实物校验:
1)在进行零点校验之前测量皮带秤长度和运转一周时间并手动建立测试周期,计算皮带空载运转速度;
检查称重传感器电压信号,偏差不超过0.2mv;
检查速度传感器探头,保证安装准确,不松动。
2)进行积煤清理
3)进行零点校准
联系燃料专业提前清理落煤口附近积煤并启动该侧上煤设备,跑净从落煤口到皮带秤的积煤。
4)开始称量校验煤并校验
在所有准备工作完成后进行实物校验,这里也要注意我们可先将煤倒入落煤口,然后启动振动给料,控制室人员根据现场人员及视频监控设备,当发现有煤落入#4皮带时进行校验(要求在煤进入皮带秤前一段距离)。
在皮带运行一个周期后根据流量可结束校验,若还有流量显示,可后延一个周期,输入实际煤重算出误差。
这时在二次表会提示是否将煤量加入到累积中,这时按“是”。
5)进行间隔值调整
若连续几次误差较大,且校验的数据比较接近,此时可进行更改间隔,若几次校验误差相差很大,甚至出现时而正误差,时而负误差,此时应观察二次表速度指示是否稳定。
(之前经常出现因速度跳变导致流量大幅度跳变的现象,此时应检查速度传感器)
6)误差处理
要求实物校验连续三次误差小于±
0.5%时为校验合格,否则当继续校验。
7)进行链码常数累计取值
若在校验过程中修改了间隔常数,在校验实物合格后应按照间隔校验要求铺设好链码,进行5组链码常数累计,并取中间3组数据求平均数即得到新的实物校验链码常数。
若在二次表内参数无改动的情况下连续三次实物校验误差均小于±
0.5%,则不进行链码校验,直接使用上次链码常数。
3、日常维护
1)在校验工作开始之前向燃料运行人员提交联系单,并在联系单中注明“燃料人员清理皮带秤称重桥架上积灰”。
2)在进行校验前就地检查相关设备,称重桥架上是否存在积灰,积煤现象。
检查各接线盒有无积灰,并对进线孔进行封堵,防止传感器经常出现零点漂移。
3)进入燃料设备间对二次表的接线进行检查,并清理其表面积灰。
(一般在一个月清理一次即可)
4)在进行校验时,无论是零点校验、连码校验还是实物校验,就地应安排人员监视皮带运行情况,发现情况立即停止运行。
5)在启动、停止皮带运行时,控制室人员与就地人员沟通好后再允许运行人员启动皮带,禁止在未联系的情况下启动皮带。
7)在每周皮带秤校验前对输煤皮带秤速度传感器和称重桥架进行检查,不能有歪斜、松动或损坏的情况;
8)实物校验前对称重桥架耳轴进行润滑维护,并检查皮带秤处托辊是否进行了维护,若没有维护或在皮带运行后发现皮带秤处托辊不转时立即联系燃料检修人员进行维护,期间停止校验工作。
4、常见故障及原因分析
故障现象
故障原因
处理方法
流量指示不准
速度传感器的故障,速度传感器的测速齿轮与辊筒之间是通过螺丝紧固,而辊筒与齿轮均是弧形,而螺丝螺母为平形,这就导致了在长时间运行及震动后,连接处松动,测速齿轮与传感器探头距离不稳定,信号输出时大时小
重新固定传感器探头及螺母,探头与测速齿轮的距离要求为10mm
 升级会员
升级会员 