数控车床FANUC编程实例Word格式.docx
《数控车床FANUC编程实例Word格式.docx》由会员分享,可在线阅读,更多相关《数控车床FANUC编程实例Word格式.docx(11页珍藏版)》请在冰豆网上搜索。
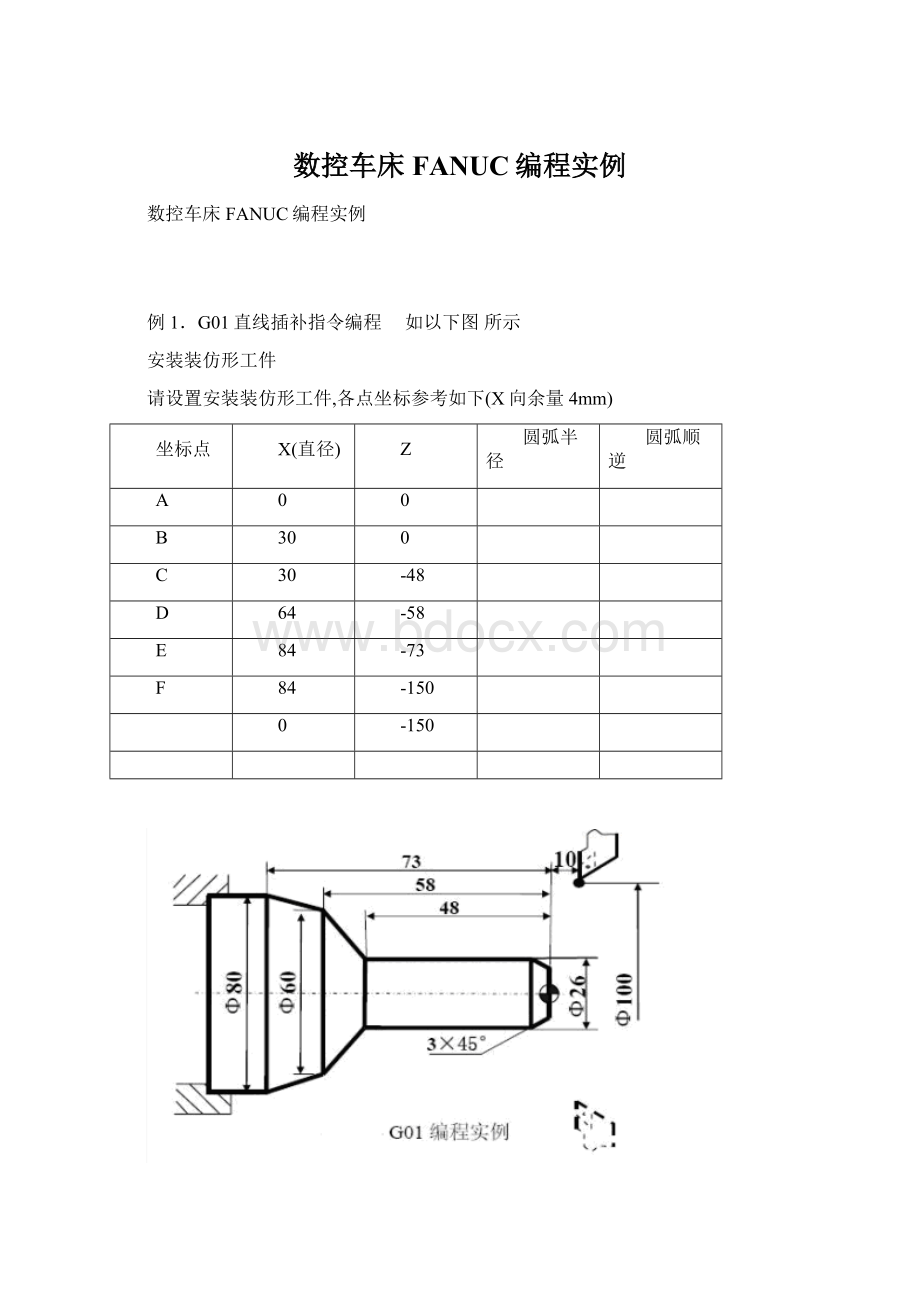
圆弧顺逆
A
B
30
C
-48
D
64
-58
E
84
-73
F
-150
FUNAC数控车编程如下:
O9001
N10
G50X100Z10(设立坐标系,概念对刀点的位置)
N20
G00X16Z2M03(移到倒角延长线,Z轴2mm处)
N30
G01U10W-5G98F120(倒3×
45°
角)
N40
Z-48(加工Φ26外圆)
N50
U34W-10(切第一段锥)
N60
U20Z-73(切第二段锥)
N70
X90(退刀)
N80
G00X100Z10(回对刀点)
N90
M05(主轴停)
N100
M30(主程序终止并复位)
G76螺纹切削复合循环,如以下图
加工螺纹为ZM60×
2,工件尺寸见图3.3.38,其中括弧内尺寸依照标准取得。
O9010
N10T0101(换一号刀,确信其坐标系)
N20G54G00X100Z100(到程序起点或换刀点位置)
N30M03S400(主轴以400r/min正转)
N40G00X90Z4(到简单循环起点位置)
N50G90Z-30(加工锥螺纹外表面)
N60G00X100Z100M05(到程序起点或换刀点位置)
N70T0202(换二号刀,确信其坐标系)
N80M03S300(主轴以300r/min正转)
N90G00X90Z4(到螺纹循环起点位置)
N95
G76P020000
N100G76
Z-24
N110G00X100Z100(返回程序起点位置或换刀点位置)
N120M05(主轴停)
N130M30(主程序终止并复位)
///////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下:
%9010
N1T0101(换一号刀,确信其坐标系)
N2G54G00X100Z100(到程序起点或换刀点位置)
N3M03S400(主轴以400r/min正转)
N4G00X90Z4(到简单循环起点位置)
N5G80Z-30F80(加工锥螺纹外表面)
N6G00X100Z100M05(到程序起点或换刀点位置)
N7T0202(换二号刀,确信其坐标系)
N8M03S300(主轴以300r/min正转)
N9G00X90Z4(到螺纹循环起点位置)
N10G00X100Z100(返回程序起点位置或换刀点位置)
N12M05(主轴停)
N13M30(主程序终止并复位)
========================================================
例98.M98子程序挪用及从子程序返回M99,
如以下图所示
挪用子程序的格式
M98Pxxnnnn
xx:
重复挪用次数
nnnn:
被挪用的子程序号
FUNAC数控车编程如下
O9098主程序:
O9098(主程序程序名)
N1G54G00X24Z1(利用G54坐标系)
N2G01Z0M03F100(移到子程序起点处、主轴正转)
N3M98P039099(挪用子程序,并循环3次)
N4G00X24Z1(返回对刀点)
N6M05(主轴停)
N7M30(主程序终止并复位)
再编O9099子程序文件:
O9099(子程序名)
N1G01U-18F100(进刀到切削起点处,注意留下后面切削的余量)
N2
G03R8(加工R8园弧段)
N3
R60(加工R60园弧段)
N4
G02R40(加工切R40园弧段)
N5G00U4(离开已加工表面)
N6(回到循环起点Z轴处)
N7
G01U-11F100(调整每次循环的切削量)
N8M99(子程序终止,并回到主程序)
/////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////////
华中数控车床编程如下
%9098主程序:
%9098(主程序程序名)
N3M98P9099L6(挪用子程序,并循环6次)
N4G00X24Z1(返回对刀点)
再编%9099子程序文件:
%9099(子程序名)
 升级会员
升级会员 