左支座课程设计知识讲解Word格式文档下载.docx
《左支座课程设计知识讲解Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《左支座课程设计知识讲解Word格式文档下载.docx(10页珍藏版)》请在冰豆网上搜索。
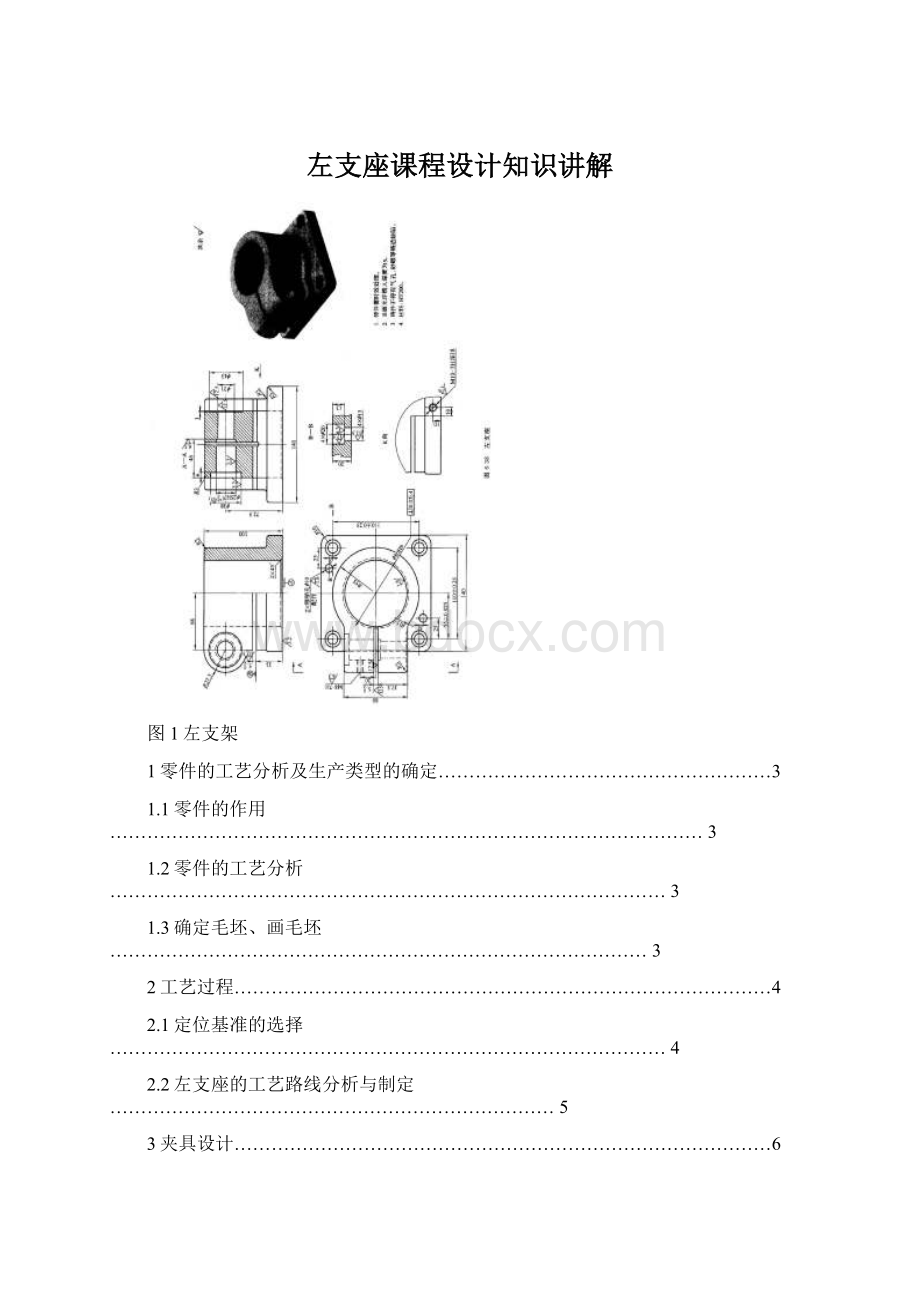
21mm的孔穿过M20mm的螺栓一端与Ø
25H7(
)配合的杆件通过旋紧其上的螺母夹紧,使装在Ø
80H9(
)mm的心轴定位并夹紧。
1.2零件的工艺分析
左支座共有两组加工表面,它们互相之间有一定的位置要求,现分别叙述如下:
一、以Ø
)内孔为中心的加工表面:
这一组加工表面包括:
Ø
)mm孔的大端面以及大端的内圆倒角,四个Ø
13mm的底座通孔和四个Ø
20的沉头螺栓孔,以及两个Ø
10的锥销孔,螺纹M8-H7的底孔以及尺寸为5(
)mm的槽,主要加工表面为Ø
)mm,其中Ø
)mm的大端端面对Ø
)mm孔的轴心线有垂直度要求为0.03mm。
二、以Ø
)mm的孔加工中心的表面:
这一组加工表面包括Ø
21mm的通孔和Ø
38的沉头螺栓孔以及Ø
43的沉头孔,螺纹M10-7H的底孔以及尺寸为5(
)mm的横槽,主要加工表面为Ø
)mm。
由上述分析可知,对于以上两组加工表面,可以先加工其中一组,然后再借助于专用夹具加工另一组加工表面,并且保证其位置精度。
1.3.确定毛坯、画毛坯
根据毛坯零件材料确定毛坯为铸件,又零件生产类型为批量生产,毛坯的铸造方法选用砂型手工造型,此外消除残余应力,铸造后应安排人工时效。
参考文献[1]表2.3-6,该种铸件的尺寸公差等级为8~10级,故去尺寸公差等级取8级。
(1)查看毛胚余量;
其中零件长度100mm
(2)零件内孔为Φ80H9mm查灰铸铁机械加工余量表
(3)零件的顶面和底面的加工余量分别为2.5mm2mm。
零件内孔机械加工余量为2mm
(4)工序余量;
查表5-27平面加工余量半精加工余量1.5mm
(5)粗加工余量3mm
查表5-68得内孔的半精加工余量0.1mm精加工余量1.5mm。
毛培图
图2毛培图
2工艺过程
2.1定位基准的选择
一、粗基准的选择原则
按照有关粗基准的选择原则,当零件有不加工表面的时候,应该选取这些不加工的表面为粗基准,若零件有若干个不加工表面时,则应以其加工表面相互位置要求较高的表面作为粗基准。
现取R55的外圆柱表面作为定位基准,消除X,Y的转动和X,Y的移动四个自由度,再用Ø
)mm的小端端面可以消除Z周的移动。
二、精基准的选择原则
精基准的选择主要应该考虑基准重合的问题,当设计基准与工序基准不重合的时候,应该进行尺寸换算。
80孔和A面既是装配基准,又是设计基准,用它们做精基准,能使加工遵循“基准重合”的原则,其余各面和孔的加工也能用它定位,这样使工艺规程路线遵循了“基准统一”的原则。
此外,A面的面积较大,定位比较稳定,夹紧方案也比较简单、可靠,操作方便。
由于生产类型为中批生产,故应该采用万能机床配以专用夹具,并尽量使工序集中来提高生产率,除此之外还应降低生产成本。
2.2左支座的工艺路线分析与制定
一、工序顺序的安排的原则
1.对于形状复杂、尺寸较大的毛坯,先安排划线工序,为精基准加工提供找正基准。
2.按“先基准后其他”的顺序,首先加工精基准面。
3.在重要表面加工前应对精基准进行修正。
4.按“先主后次,先粗后精”的顺序。
5.对于与主要表面有位置精度要求的次要表面应安排在主要表面加工之后加工。
二、工艺路线方案
工序一:
粗铣Ø
)mm孔的大端端面,以R55外圆为粗基准,选用X52K立式升降铣床和通用夹具;
工序二:
粗镗Ø
)mm内孔,以孔Ø
)mm孔的轴心线为基准,选用X620卧式升降铣床和通用夹具;
工序三:
精铣Ø
)mm孔的大端面,以Ø
)mm内圆为基准,选用X52K立式升降台铣床和通用夹具;
工序四:
精镗Ø
)mm内孔,以及Ø
)mm大端处的倒角2×
45°
,以Ø
)mm孔的小端端面为基准。
选用T611卧式镗床和通用夹具;
工序五:
钻削4-Ø
13mm的通孔,锪沉头螺栓孔4-Ø
20mm。
以Ø
)mm内圆为基准。
选用Z5150立式钻床和通用夹具;
工序六:
钻削Ø
21mm的通孔,扩、铰孔Ø
)mm,锪铰Ø
36mm的沉头螺栓孔。
)mm孔大端端面为基准,选用Z3080卧式钻床和专用夹具;
工序七:
锪削沉头螺栓孔Ø
43mm。
以孔Ø
)mm的大端端面为基准。
选用Z5150立式钻床和专用夹具;
工序八:
钻削M8-H7的螺纹底孔,以Ø
工序九:
铣削尺寸为5mm的纵槽。
)mm内圆为基准,选用X62K卧式铣床和通用夹具;
工序十:
钻削M10-H7的螺纹底孔。
)mm大端端面为基准。
工序十一:
铣削尺寸为5mm的横槽,以Ø
选用X62K卧式铣床和通用夹具;
工序十二:
珩磨Ø
)mm的内圆,以孔Ø
)mm的大端端面为基准;
工序十三:
攻螺纹M10-H7和M8-H7;
工序十四:
终检。
3夹具设计
3.1.选择定位方案,确定要限制的自由度
按照加工要求,钻通孔时应限制六个自由度,即应该实现完全定位。
1.设计的夹具为工序--铣竖槽。
该夹具适用于XA6132卧式铣床,选择A面与加工的为定位基准。
按照基准重合原则并考虑到目前有A面与孔加工,为避免重复使用粗机组基准,应以A面与孔定位.
从对工件的结构形状分析,若工件以A面朝右放置在支撑板上,定位夹紧都比较可靠,也容易实现,待夹紧后就能满足加工要求。
方案一:
以孔为主要定位基面,用长销限制工件四个自由度,用支撑钉相知一个自由度,但由于x转由长销限制,定位基准与工序基本相同,有利于保证槽侧面与空轴线的垂直度。
但是这种定位方式不利于工件的夹紧,因为辅助支撑钉不能起定位作用,当对辅助支撑钉施加夹紧力时,由于端面的面积太小,工件极易歪斜变形,夹紧也不可靠。
方案二:
在4-Φ20的孔内斜插入一削边销限制一个移动自由度,再Φ80H9的孔内插入一圆柱销,限制2个转动自由度,通过旋转压板压住工件,限制3个自由度
3.2.夹紧方案
根据工件夹紧的原则,如图3所示,用移动式压板将工件压在支撑钻台上
夹具体
图3夹具体
3.3.对刀方案
将夹具体平稳放置在车床上,采用侧装直角对刀块(图4).铣刀的距离则由铣刀间的轴套长度确定.因此,只需设置一个对刀块即能满足铣槽的加工要求.
直角对刀块
图4直角对刀块
3.4.夹具体与定位键
为保证夹具在工作台上安装稳定,应按照夹具体的高宽比不大于1.25的原则,确定其宽度,并在底座下开台阶,方便加工且提高精度,方便固定。
夹具在机床工作台的位置灵活,夹具体底面平整,并不需要定位键。
3.5.夹具总图上的尺寸,公差和技术要求
夹具图上的尺寸,公差和技术要求
1)夹具最大轮廓尺寸为270mm.226mm,190mm.
2)影响夹具在机床上安装精度的尺寸和公差为定位键与铣床工作台T形的配合尺寸18h8(T形槽为18H8)
3)对刀块的位置尺寸10.82,24.955对刀块的位置尺寸h为限位基准到对刀块表面的距离.计算时应考虑定位基准在加工尺寸方向上的最小位移量,在本图中,由于工件定位基准面长度为140mm,槽宽为5mm,槽深控制尺寸66.8js12,所以对刀块水平反向的位置尺寸为
H1=21/2mm
对刀块垂直方向的位置尺寸为
H2=(66.8-100.19/2)mm=15mm
取工件的相应尺寸公差的1/2~1/5
4)影响对刀精度的尺寸和公差Sr:
塞尺的厚度尺寸为5h8
5)加工精度分析铣槽时对槽两侧面对轴线的对称度和平行度要求较高,应进行精度分析,其他加工要求未注公差或者公差很大,可不进行精度分析.
a)、铣槽侧面对轴线的对称度的加工精度
定位误差△D由于对称度的工序基准是轴线,定位基准也是此轴线,故⊿B=0,因此对称度的定位误差为零.
安装误差△A定位键在T形槽中有两种位置,因此在两定位键之间
△A=Xmax=(0.027+0.027)mm=0.054mm
若加工尺寸在两定位键之外,则
△A=Xmax+2Ltg△a
tg△a=Xmax/Lo
对刀误差△T对称度的对刀误差等于尺塞厚度的公差,既△T=0.018mm
夹具误差△J影响对称度的误差有:
对刀块的水平位置尺寸的公差,所以△j=0.06m.
b)、铣槽时对轴线平行度的加工误差
定位误差△D定位误差△D=0
安装误差△A工件的轴线相对于工作台导轨平行时,△A=0
工件的轴线相对于工作台导轨有转角误差,使得槽的侧面对轴线产生平行度误差,所以
△A=tg△aL=(0.054/400*282)mm=0.038mm
对刀误差△T由于平行度不受尺塞厚度的影响,所以△T=0
夹具误差△J影响平行度的制造误差是设计心轴轴线与定位键侧面B的平行度0.03mm,所以△J=0.03mm.
4课程设计总结
两周的时间很快过去,忙碌而又充实,这些天里让我认识到课程设计不仅是对前面所学知识的一种检验,而且也是对自己能力的一种提高。
通过这次课程设计使我明白了自己的知识掌握的不够全面,要学习的东西还很多,以前老是觉得自己什么东西都会,什么东西都懂,有点眼高手低,通过这次课程设计,我才明白学习是一个长期积累的过程,在以后的工作、生活中都应该不断的学习,努力提高自己知识和综合素质。
通过动手实践,我巩固了理论知识,提高了综合运用能力,学会利用所学知识去分析和解决实际设计中有关工艺方面的问题,掌握了有关的设计方法,为以后的工艺的设计打下了基础。
同时也了解了工艺设计的一般过程,掌握了夹具的设计方法,能针对具体的被加工对象,设计合适的夹具。
在这次课程设计中也使我们的同学有了更进一步的交流,同学之间互相帮助,有什么不懂的大家在一起商量,听听不同的看法对我们更好的理解知识,所以在这里非常感谢帮助我的同学和老师。
在设计过程中,我通过查阅大量有关资料,与同学交流经验和自学,并向老
师请教等方式,使自己学到了不少知识,也经历了不少艰辛,但收获同样巨大。
在整个设计中我学到了许多东西,也培养了我独立工作的能力,树立了对自己工作能力的信心,相信会对今后的学习工作生活有非常重要的影响。
而且大大提高了动手的能力,使我充分体会到了在创造过程中探索的艰难和成功时的喜悦。
在设计过程中所学到的东西是我最大收获和财富,终身受益
5参考文献
1.<
<
机床夹具图册>
>
机械工业出版社
(二)上海的人口环境对饰品消费的影响2.<
机床夹具设计>
(三)DIY手工艺品的“自助化”3.<
机械制造工业学课程设计指导书及习题>
世界上的每一个国家和民族都有自己的饰品文化,将这些饰品汇集到一起再进行新的组合,便可以无穷繁衍下去,满足每一个人不同的个性需求。
4.<
金属机械加工工艺人员手册>
(二)对“碧芝”自制饰品店的分析
动漫书籍□化妆品□其他□
7、你喜欢哪一类型的DIY手工艺制品?
2003年,上海市总人口达到1464万人,上海是全国第一个出现人口负增长的地区。
但这些困难并非能够否定我们创业项目的可行性。
盖茨是由一个普通退学学生变成了世界首富,李嘉诚是由一个穷人变成了华人富豪第一人,他们的成功表述一个简单的道理:
如果你有能力,你可以从身无分文变成超级富豪;
如果你无能,你也可以从超级富豪变成穷光蛋。
加拿大beadworks公司就是根据年轻女性要充分展现自己个性的需求,将世界各地的珠类饰品汇集于“碧芝自制饰品店”内,由消费者自选、自组、自制,这样就能在每个消费者亲手制作、充分发挥她们的艺术想像力的基础上,创作出作品,达到展现个性的效果。
木质、石质、骨质、琉璃、藏银……一颗颗、一粒粒、一片片,都浓缩了自然之美,展现着千种风情、万种诱惑,与中国结艺的朴实形成了鲜明的对比,代表着欧洲贵族风格的饰品成了他们最大的主题。
 升级会员
升级会员 