熔铸工艺流程图.docx
《熔铸工艺流程图.docx》由会员分享,可在线阅读,更多相关《熔铸工艺流程图.docx(24页珍藏版)》请在冰豆网上搜索。
熔铸工艺流程图
铸轧、铸造的相关知识
——肖立隆(晟通技术总顾问)
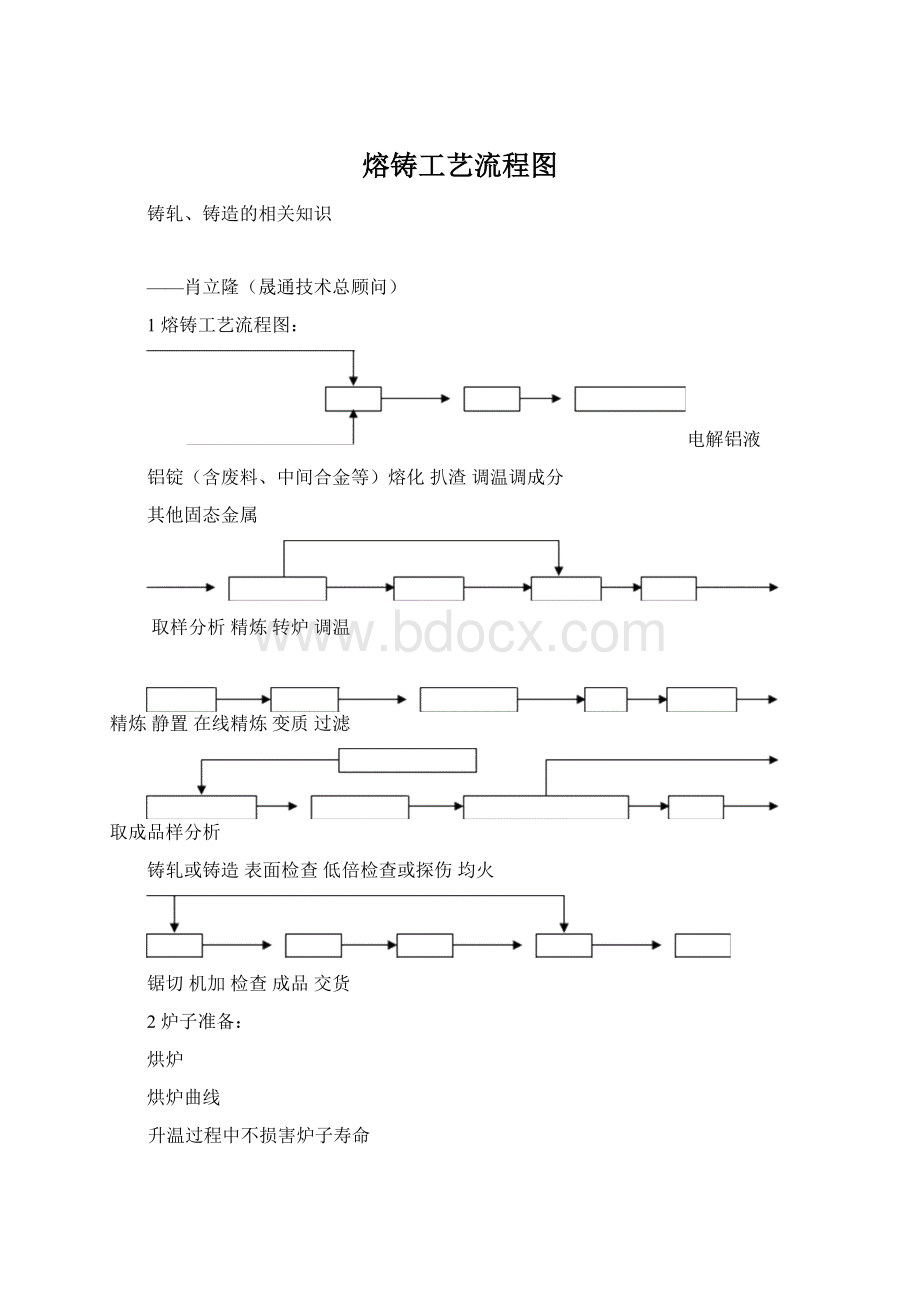
1熔铸工艺流程图:
电解铝液
铝锭(含废料、中间合金等)熔化扒渣调温调成分
其他固态金属
取样分析精炼转炉调温
精炼静置在线精炼变质过滤
取成品样分析
铸轧或铸造表面检查低倍检查或探伤均火
锯切机加检查成品交货
2炉子准备:
烘炉
烘炉曲线
升温过程中不损害炉子寿命
3炉料要求和加料顺序:
炉料要求:
无吸水,无油污
加料顺序:
废料中间合金铝锭化平后
铜、锌等镁添加剂取样
4熔化:
Q=+L+
C1——固体比热:
0.215卡/克0C;C2——液体比热:
0.198卡/克0C
L——熔化潜热:
94.6卡/克0C
黑度:
0.2
5熔化时的增气反应:
铝和水发生反应:
2Al+3H2O=Al2O3+6[H]
火焰炉燃烧时发反应:
CmHn+O2CO+CO2+H2O
6熔体中氢的平衡溶解度:
S=K
7影响熔体含气量的因素:
1)合金元素影响:
VMeO/VMe>1< 1 =1
α氧化铝膜密度3.47克/㎝3,致密,可防止继续氧化:
γ氧化铝膜表面疏松,存在φ50—100×10-10m的小孔,在熔炼温度下含有1—2%的水分;
在9000C以上时,γ完全变成α氧化铝,密度增到3.97克/㎝3,体积收缩13%,氧化铝易被搅入铝液中。
2)熔体温度影响:
3)熔体停留时间影响:
4)空气湿度影响:
8熔化时的造渣反应:
有关化学元素的氧化物生成自由能
几种氧化物和熔融铝可能发生的化学反应式:
3SiO2+4Al=2Al2O3+3Si3FeO+2Al=Al2O3+3Fe
Cr2O3+2Al=Al2O3+2CrSiO2+2Mg=2MgO+Si
9电解铝液的情况:
温度高:
900——9300C
炉内停留时间长:
24小时以上
含气量高,氧化夹渣多,结晶核心钝化
10调成分调温:
1)加入废料、中间合金、铝锭;2)加入铜、锌等其他金属
3)加入镁和其他添加剂;4)快速升温
5)取样分析
11精炼:
基本原理:
1)吸附净化:
依靠精炼剂产生的吸附作用达到去氧化夹杂和气体的目的。
Ⅰ惰性气体吹洗:
Ⅱ活性气体(氯气)吹洗:
Cl2+2H=2HCl↑3Cl2+2Al=2AlCl3↑
Ⅲ混合气体(惰性气体+氯气、惰性气体+氯气+一氧化碳)吹洗刷:
2Al2O3+6Cl2=4AlCl3+3O2
3O2+6CO=6CO2
Ⅳ熔剂法:
30%NCal+47%KCl+23%Na3AlF6(高镁合金除外)
60%(KCl+MgCl2)+40%CaF2(用于高镁合金)
其中一部分可能发生如下反应:
3KCl+Al=AlCl3↑+K
3NaCl+Al=AlCl3↑+3Na
2Na3AlF6+4Al2O3=3Na2O·Al2O3+4AlF3↑
Ⅴ四氯化碳精炼(将预热好的泡沫轻质砖浸泡在CCl4中):
3CCl4+4Al=4AlCl3↑+3C
CCl4+4H=4HCl↑+C
2)非吸附法:
真空去气、静态真空去气、静态真空加电磁搅拌去气、动态真空去气
12精炼操作:
1)精炼温度:
铸造(或铸轧)温度+100C左右
2)精炼时间:
8—20分钟(气体精炼)
3)熔剂精炼:
5—6千克/吨
4)静置时间:
15—30分钟
13精炼须注意的几个问题:
1)工具预热5分钟以上;2)熔剂、通气管道不得吸潮
3)惰性气体中的水汽和氧含量≤20ppm;4)通气掀起浪高在50㎜左右
14泡沫陶瓷过滤等:
泡沫陶瓷过滤原理:
η=(Ci-C0)/C0=1-exp(-K0L/Um)
Ci——熔体中夹杂物的初始浓度C0——过滤后熔体中夹杂物的浓度
η——过滤效率K0——动力学参数系数Um——过滤速度
L——过滤器厚度
不同流速对夹杂物流向的影响
15炉外在线精炼:
SNIF法
16气体分析:
测氢原理图
1——气体减压阀2——干燥气体装置3——稳压调节阀
4——转子流量计5——压力表6——热导池参化电池7——六通阀8——分子筛9——热导池气体检测电池
10——记录仪11——氮气减压阀12——针形阀
13——转子流量计14——三通阀15——探头
16——循环泵17——采样管18——熔融铝
17结晶与变质:
结晶过程:
形核长大结晶完成
决定晶粒大小的因素:
晶核数量、晶粒长大速度
18晶核的形成:
均质形核(自发形核)
形核能:
自发形核的条件:
亚稳流体(处于过冷状态下的铝熔体)
能量起伏
面自由能升高,恒为正
体自由能降低,为负值
ΔG≤ΔG*
成分起伏
依靠自发形核结晶的晶粒
非均质形核
在结晶器壁上形成球冠状核心
球冠核形成能
ΔG*=(16Πωs2γsf/3Δg2)·f(m)
F(m)=(2+COSθ)(1-COSθ)
19添加外来核心:
添加细化剂:
采用电磁振荡、超声波振荡、机械振动击碎枝晶,成为核心
变质剂细化:
铝合金常用变质剂有:
Al—TiAl—ZrAl—Ti—B
Al—Ti—B—Re
铸轧生产中最常用的变质剂为
Al+(5±0.15)%Ti+(.1±0.07)%B
TiAl3呈块状,尺寸在9-125μm之间,要求尺寸在20—27.5μm之间的多TiB2团块尺寸在7.5μm以下,均匀分布。
变质处理工艺:
添加时熔体温度:
705±50C
添加后熔体停留时间:
<30分钟
添加位置:
一般在过滤前加入
变质剂添加机构:
20双辊铸轧:
双辊铸轧形式:
底注式、倾斜式、水平式
底注式
倾斜式
水平式
21铸轧基础知识:
铸轧区分为三区:
L1——冷却区L2——结晶区L3——轧制区
铸轧区L=L!
+L2+L3(超型铸轧机一般为60——75mm)
铸轧温度:
(695——7050C)、铸轧速度、前箱液面高度、卷取张力、冷却强度
22铸轧参数的选定:
1)铸轧区的确定:
2)铸轧温度的确定:
3)铸轧速度的确定:
4)冷却强度的确定:
主要调节冷却水量(调节进出水温差)来调节冷却强度,一般进出水温差控制在50C以下。
23铸轧实践:
铸嘴结构:
铸嘴制作、铸嘴装配、跑渣烫前箱、立板
24铸轧板质量缺陷分析:
1)粗大晶粒、粗晶面、粗晶带2)尺寸超差
3)裂纹4)热带5)气道6)粘板
7)折裂8)通条划沟9)表面夹杂10)龟裂
25铸造:
一、铸造方法分类:
铸造方法一般分为锭模铸造、半连续铸造。
(1)锭模铸造:
分生铁模和水冷模。
生铁模——模型由生铁制成,如电解铝厂浇注重熔用铝锭的铁模即是。
水冷模——模型外壁可做成水套,通水冷却,加大结晶时的冷却强度。
可以是生铁模,也可以不是生铁模。
(2)半连续铸造:
以一定的铸造速度将熔融金属不断地浇入结晶器内,结晶器配有水套,通以一定的冷却水,结晶后的铸锭连续不断地以一定的速度拉出。
(创元铸造车间3#炉暂时用来生产母线,即用半连续铸造中的水平铸造)
半连续铸造又分水平铸造和立式铸造。
水平铸造在铜及铜合金生产中应用普遍,铝合金生产应用不多。
二、半连续铸造的特点:
半连续铸造是将铝熔体引入一铜制或铝制的结晶器内,结晶器外壁装有水套,通水冷却。
熔体导入结晶器时,先通过一漂浮漏斗,使熔体均匀地分配到结晶器中,形成液穴(见图)。
图半连续铸造的液穴形态
a圆锭直径:
250mm;b扁锭:
200×950mm
三、半连续铸锭铸造组织:
典型的铸造组织存在三个区:
即外圈的细小等轴晶区,中环的柱状晶区,中心的大等轴晶区。
在横截面上,晶粒的形状和大小是不同的。
四、造成铸锭断面上晶粒组织不同的主要原因:
半连续铸造(亦称直接水冷铸造)表面结晶时,靠近结晶器壁的熔体,过冷度较大,能在器壁上形成足够多的核心,核心长大成细小等轴晶粒,细等轴晶结成壳体,壳体冷却收缩,在壳体与结晶器壁之间形成缝隙,缝隙的热阻急剧增加,从而减小了结晶前沿的温度梯度,减小了过冷度,这使得晶核长大的速度减慢,其结晶前沿有机会继续成核。
核心多,长大速度慢,就出现了细等轴晶带。
铸锭一边结晶,一边从结晶器中被拉出。
这时冷却水直接喷射到铸锭表面,消除了热阻层,加大了冷却强度,从而增大了晶粒的长大速度,使得结晶前沿还来不及形成核心,晶粒已经迅速长大,形成了柱状晶带。
如果铸锭直径(或厚度)足够大,中心区域尚未结晶完成。
随着凝固层的增厚,导热率减小,过冷度减小,因此在中心部分晶粒长大的速度减慢了,有条件形成新的结晶核心,但由于过冷度小,结晶核心的数量明显减少,因而形成较粗大的等轴晶区。
五、影响铸锭质量的主要因素:
1)化学成分:
一般来说,合金成分越复杂,晶粒较细小;纯度越高,晶粒越粗大。
(对铝合金而言,其杂质铁与硅,还得按一定的比例相配,否则会恶化铸造工艺性能,产生铸造裂纹。
2)铸时的液穴形状和深度:
液穴是由一个个的等温面构成的。
等温面越平坦,深度越小,也就是液穴越平坦,深度越浅,铸造性能越好,越能得到细小均匀的铸造组织。
3)工艺参数:
铸造温度:
铸造温度越高,熔体流动性越好,有利于改善表面质量,但使液穴深度增加,容易出现铸造裂纹;铸造温度低,表面易出现冷隔,内部易产生疏松;
铸造速度:
速度快,液穴深度增加,易出现裂纹,速度慢,表面质量恶化,易出现偏析瘤、冷隔等;
冷却强度:
冷却强度大,表面质量好,但容易出现裂纹;冷却强度小,熔体产生的过冷度小,粘度大,易出现粗大晶粒和疏松,并恶化表面质量。
4)润滑条件:
润滑不好,会产生拉裂。
六、铸锭组织及控制:
主要是在凝固时增加熔体中的形核率,控制晶粒长大在合适的速度,而最有效的手段是添加晶粒细化剂(即变质剂),增加外来核心;控制铸造工艺参数,降低浇注温度,抑制柱状晶成长。
七、铸造缺陷:
1)羽毛状晶2)浮游晶3)枞树组织
4)偏析:
铸锭各部分化学成分的不均匀叫做成分偏析。
偏析分为宏观偏析和微观偏析。
常见的宏观偏析有:
比重偏析、逆偏析、偏析瘤、粗大金属间化合物等。
5)疏松:
疏松是一种微小的分散缩孔或气孔,分组织疏松和气体疏松。
从形成的范围看,分宏观疏松和显微疏松
6)裂纹:
裂纹也是铝合金铸造中常见的一种缺陷,且是一种恶性缺陷。
铸锭中只要发现这种缺陷,无例外地予以报废。
裂纹的种类:
Ⅰ、按裂纹的形式分有如下几种:
圆铸锭——中心裂纹、环状裂纹、表面裂纹、横向裂纹等。
扁铸锭——底部裂纹、侧面裂纹、表面裂纹、浇口部裂纹等。
空心铸锭——内部放射状裂纹、环状裂纹、横向裂纹等。
Ⅱ、按裂纹形成机理分有下列两种:
热裂纹,冷裂纹。
扁铸锭裂纹(见图)
底部裂纹:
这种裂纹是由于铸造开始时,底部金属接触温度低的底座,
图扁铸锭的裂纹形式
7)气孔8)夹渣9)氧化膜10)冷隔
八、铸锭质量检查:
化学成分、锭坯尺寸、
表面质量:
表面质量检查包括弯曲度、表面裂纹、表面夹杂、坑洞、冷隔、偏析瘤、拉裂等
内部质量:
晶粒度、夹杂、羽毛状晶、光亮晶粒、粗大化合物、裂纹等
九、铸造工具简介:
一)铸造机
 升级会员
升级会员 