陶瓷检验标准Word格式.docx
《陶瓷检验标准Word格式.docx》由会员分享,可在线阅读,更多相关《陶瓷检验标准Word格式.docx(21页珍藏版)》请在冰豆网上搜索。
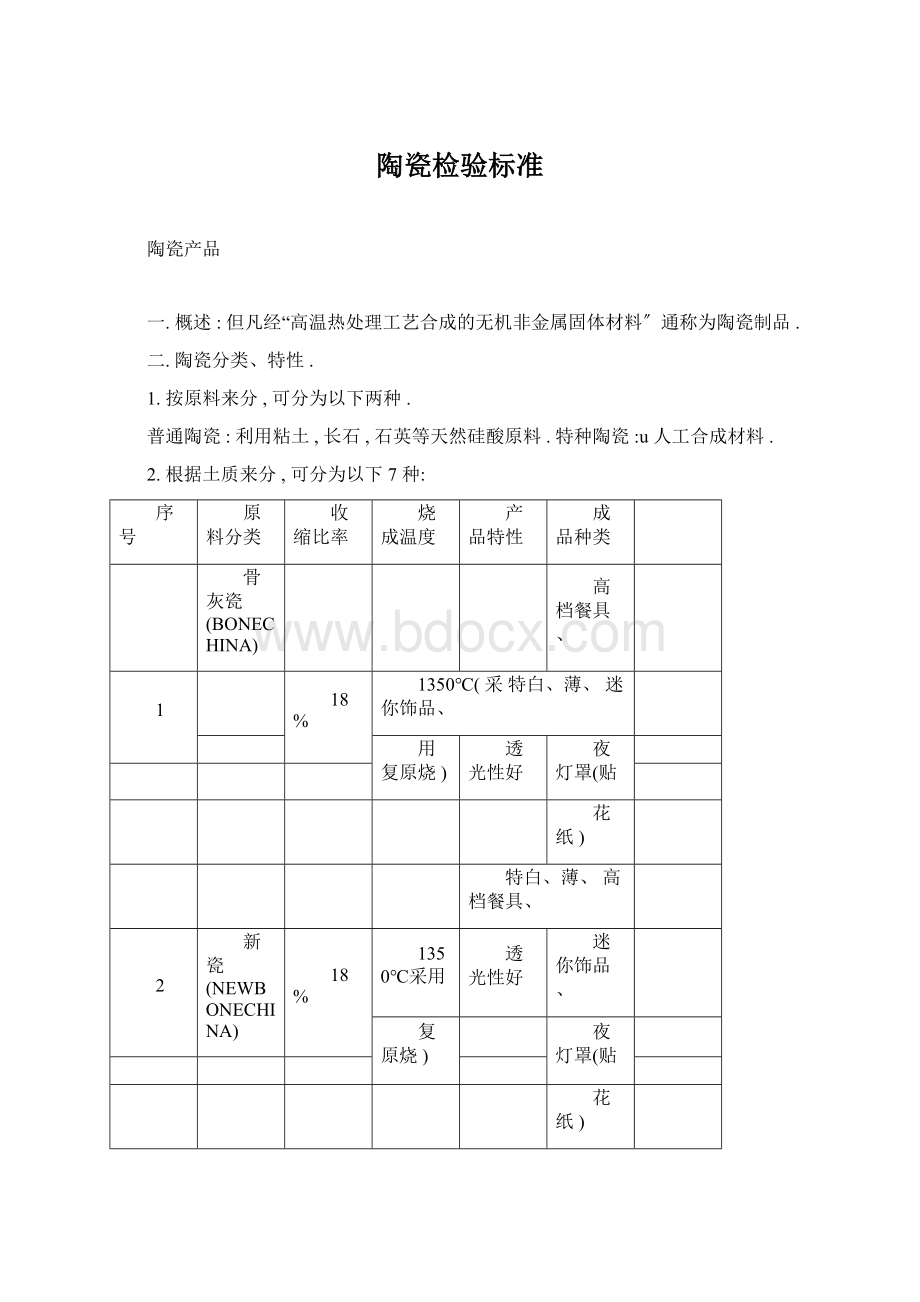
复原烧)
3
全瓷(PORCELAIN)
15%
1250℃(采
白、硬度强
一般餐具
用氧化烧)
(贴花纸)
4
半瓷
8-10%
1180℃(采米色、硬度
低档餐具
强
(SUB-PORCELAINSTONEWARE)
白、脆、轻、
釉下彩绘之
1050℃(采
礼品、餐具
5
白云土(DOLOMITE)
5~6%
密度低、吸
釉上彩、贴
水性高
花之餐具
960~1000℃赭红色、脆、
花盆或其它
礼品,一般
6
红土(TERRACOTTA)
8%
(采用氧化轻、密度低、
色釉、流釉
烧)
吸水性强
或透明釉
600~800℃米黄色、脆、
低档花盆,
水泥漆或油
7
半陶(EARTHENWARE)
漆作外表处
理
以上所有土质均可一次烧成,只有白云土成形2次窑烧,因为白云土的密度较松软,一次烧成容易有严重针孔.第一次烧成称为素烧,第二次为釉烧.土的四大成分是高林土、长石、石灰石、田睦土,其中长石和石灰石决定产品的白度和硬度,高林土和田睦土决定产品的塑性和颜色.根据烧成温度来分,
有高温瓷、中温瓷和低温瓷.根据用途又可分为日用陶瓷、工艺陶瓷、艺术陶瓷等.
3、陶瓷的性质
白度、透光度、光泽度、热性、耐酸性、质密性、脆性.
1).光泽度决定于瓷器外表的平坦与光滑程度.
2).热稳定性的测定方法是将测试样放于电炉内逐渐升温从100℃起,每隔
20℃取出试样投入20℃水中急冷一次,如此反复,直至试样外表出现裂纹或开裂为止.
3).陶瓷材料为良好的耐酸材料,能耐无机酸和有机酸及盐的侵蚀.但抵抗的侵蚀能力较弱,餐具瓷釉的使用要注意在弱酸碱的侵蚀下铅的溶出量超过一定量时对人体是有害的.
4).日用陶瓷质地致密,吸水率不超过0.5%,陶器吸水率从4-5%开始.
5).为了改善陶器材料的脆性,已研制出高韧性、高强度的氧化锆陶瓷.三、制作过程及考前须知
粘土、非可塑性原料、助熔原料→粉碎精制→配土料→精制成浆脱水→
胚料→注浆成型→脱模→修胚→自然风干→洗胚→阴干(其它)→上釉→烧成
→电金/贴花
白素彩绘→上釉→烧成→电金/贴花
云
土烧贴花→上釉→烧成
其中窖烧(素烧)分两种:
a.复原烧(从0℃加温到1000℃,此时翻开透气孔进氧使之燃烧更旺直至瓷化温度烧出产品较乳白).
b.氧化烧(0℃一直加温至恣化温度,烧出产品较清白).
1.原料配制〔原料分为两种类型〕:
a.可塑性的原料,其主要是粘土类天然矿物,包括高领土、多水高领土,它们在坯料中起塑化和粘结作用.
b.无可塑性的原料,其中石英可降低坯的粘性.烧成的部份石英深解在长石玻璃中,提高液体相粘度,防止高温变形,冷却后在瓷坯中起骨架作用.防止坯体收缩时产生开裂和变形,长石那么属于熔剂原料,高温下溶融后可以溶解一部份石英及高领土分解产物,对熔融后的高粘度玻璃可以起到高温胶结作用,能增加制品的密实性和强度.
2.制模
土模→原始模→CASE模→生产模(石膏模)
石膏模是硬模,产品不可以有很复杂的造型和很深的纹路,石膏有吸水
性,生产时就是用其吸水性成形的,制作模具的石膏要先抽空,再按1:
0.7到1:
0.85的比率调成石膏料,用硬性石膏做成的CASE模是原模分开来的几个组成部份(即所谓的分片),分片时要考虙脱模时不会拉伤土胚,用CASE模可灌制出多个生产模用于生产,当我们需要加快进度的时候就需要作更多的
生产模,如无纹路花瓶的CASE模的使用寿命是150-200次,纹路复杂的寿命只有30-40次,CASE模使用次数过多会磨损,用其生产的产品外表会有颗粒.CASE模与生产模可互相复制,所以一般要留1个或2个第一代的生产模作模种,在CASE模损坏的时候用来复制.
3.打浆
泥浆的成分中参加解凝剂(学名水玻璃),解凝剂的比例为千分之三,打浆程序是:
快速打浆→慢搅→打入吸铁机(含铁过重,烧出的产品会有黑点)→进入过滤震动筛,过滤网要在120目以上(一目等于每平方厘米120个网孔)→进入储浆筒.
4.成形
成形的方式有:
注浆成型法(平台注浆、高压注浆、车台成型)、冲压成型干
压法成型.
a.冲压成形:
又称为可塑法成型,用于制作地砖、瓷砖或餐具用之盘/碗;
可塑
成型可分为雕塑,印坯,拉坯,旋压和滚压等种类.
b.注浆成型:
有纹路的模子平均25-50次;
没有纹路的模平均50-70次.
c.车台成型:
车台成型主要用于杯、碗等器皿,它的特点是速度快,可24小时操作,10秒1个产品,其流程为:
炼土机下料→将土炼成湿度,直径均符合要求的条状→切土机切割(根据产品的用量切出土条的长度)→有烘干设备的机械车台成型.
d.平台注浆:
石膏模用橡皮筋捆紧后,注满泥浆,第一次大约为15分钟,往后依次延长时间,一个模具一天12小时可灌8次,工人下班后要烘干模具,保持模具的吸水性.
e.高压注浆:
多用于盘子等大而平,依平台注浆方法生产易变形的产品.
f.干压法成型:
利用压力,将干粉坯料在模中加压成致密坯体的一种成型方法.
5.整修
用笔沾水刷洗彧用海棉沾水刷洗,整修模线和注浆口,并有原来的泥浆粘合附件(如马克杯的杯把).
6.枯燥
坯体枯燥的方法自然空气枯燥、热空气枯燥、辐射线枯燥、以及微波枯燥等.
7.烧窑
窑烧:
较易发生的总是如下:
a.裂痕、暗裂;
b.跳釉及针孔;
c.温度.
裂痕:
明显的裂痕绝对不可接受,细裂痕那么可以填充料补平.裂痕易发生的地方一般在产品底部、附件粘合的地方、以及刀片修整之处.
跳釉及针孔:
跳釉发生的情况:
土质与釉不合,收缩密度不均所致.
针孔:
胚体外表有杂质,上釉之前未去除,根本上跳釉与针孔都可以用补釉的方式改正.
温度:
釉中含有铅、铬,因此,如果烧成温度缺乏时,铅、铬的含量会过高,测
试会无法通过(一般可以用铁质硬物轻敲产品,视其声音来判断温度,并可同时检验产品暗裂的情形.)
烧结过程大致可分为低温蒸发(小于300℃),氧化分解和晶型转化成
300--950℃),坡化成瓷和保湿(950℃),冷却定形四个阶段.
窑的种类
A.立方窑
规格有1、2.5、3、4、6、8、16、32立方,一般有4立方的,其优点是既可烧氧化,又可烧复原,灵活度高,其缺点是热量浪费大,且时间性不够的话易形成色差,立方窑的加热顺序是从两边向中央加温,假设要均匀,必须烧足13-14个小时.时而的台车要拉出须降温到600度左右,热量浪费大.
烧成时间:
白云土约8-10小时,全瓷13小时,所以烧成慢,且很费瓦斯,而且会有火头火尾.
火头:
指窑上层东西烧成会较大.
火尾:
指窑下层东西烧成会较小.
此窑较大的缺点为烧成后,不可将窑立即翻开.,需续渐将窑门翻开.否那么冷却即热,,陶瓷会破裂.
B.隧道窑
一般为20、25、35、40米,这四种.看工厂SPACE,而隧道窑可分为三种阶
段:
预热带;
烧成带;
冷却带.一箱20米的窑差不多6-8小时从头到尾,每隔30~45分钟出一台车,但必须看东西大小而定,它优点在于速度快,烧成稳定.
全瓷1280-1320度,半瓷1200度,白云土1050度陶土1000度以下,红土700-800度.
8.彩绘
陶瓷的彩绘方式有釉上和釉下两种.釉上画油漆,釉下是画色料、色精、水颜料.
其程序为:
素烧600度→画色料→上釉→烧出成品.A.釉
釉原那么分为三种:
透明釉、大白釉、色釉,透明釉可用于BONE、NEWBONE、PORCELAIN,因为该土质为白色,可用透明釉.大白釉用于半瓷,因土为黄色,所以不适用透明釉;
色釉用于半瓷,白云土也可用于釉;
BONE、NEWBONE、PORCELAIN不适用色釉,因为上述三种均为高温色釉的原料.
B.花纸
花纸分为二种:
1.纲版印刷2.平面花纸.花纸可分为釉上和釉下花纸,釉上DECAL为釉烧后再进行电花,釉下为在土坯枯燥后贴上花纸,再上釉(只限于透明釉)但釉下DECAL有颜色的限制,较不受欢送;
;
纲版和平面的分别在于外表的触感,釉上手摸会有粗糙感,平面的DECAL摸不出来,非常平滑,相当于釉中.平面花纸较贵于纲版,一般平面的DECAL均为进口,因为平面DECAL窑的纲非常细,每一立方有几千个纲点.台湾的技术尚有问题.
电花纸温度以800度准那么.
花纸颜色金色温度低780度左右.
粉红色温度比拟高810度左右.
电花纸体积有区分,窑内温度比拟难控制,产品体积大,温度一般800度,体积
小,温度越高,贴花纸以平面较好处理.而浮面容易产生跳花和裂缝.花纸成份釉药含铅都需检验,以餐具组,食品组为主.
A.磁器:
跳釉、流釉、裂釉(对光看,放水中,手指敲无回音),积釉、针孔,彩绘
越界变形,破损、漏白、掉漆、刷痕.
跳釉定义:
釉在熔融过程中,产生卷缩,使坯体出现无釉的光秃地方.
跳釉现象:
几处小的地方,像龟裂干土似的裂纹,卷缩成小滴或小斑黑点脱离大部份坯面,可以在士下棚板上的垫土发现.
跳釉产生原因:
釉施在不清洁(如油污)的士上,或其它情况,令釉不能和生还完全粘结.从外表看,面涂施得很好,可是在烧成早期,釉开始烧结时,那些接触不良的地方就疏松,开裂,或就缩回而露出底坯.不管怎样情况,事后熔化等都不能补前必须用水清洗.
用喷施法施釉时,要是在施釉的一层上过分喷湿釉,就会使釉层疏松,在烧成时就有后起的倦缩发生.
以常导致倦缩是生釉的收缩和干裂.有些原料=氧化锌,轻质磷酸镁,铅百及硬质硼酸钙具有大的收缩度.在生釉上有任何裂纹一定要擦掉,全由干釉所填满为止.凡高度收缩的,都要更换灰以纠正.
流动性的釉很少倦缩.在烧火早期时发生釉面开裂,到了釉熔化面能流动时就会将裂纹补好.
釉下彩绘施得太厚,那么在器皿仍是灰粉状及耐火状的一层留在釉的下面.熔化的釉在这种外表上,就不易自动的流布于全面.纠正的方法是将釉下彩薄薄地施一层,同时在釉下色料中加少许胶或粘结剂.
B.茶具:
渗漏,花纸跳,彩手柄变形,贴紧,上釉不均.
C.陶器:
对于彩绘、油漆、瓷漆等可处理和剩余的外表涂层,和在儿童物品上的油墨不应包括铅的混合涂层,其中所有的含铅涂层的重量超过所有彩绘的稳定涂层或干彩绘薄膜重量的0..06%(600MG/KG(PPM)﹒
D.餐具:
对于采绘、油漆、瓷漆等可处理和剩余的外表涂层,和在餐具物品上的油墨不应包括铅的混合涂层,其中所有的含铅涂层的重量超过所有彩绘的稳定涂层或干彩绘膜重量的0.06%(600MG/KG(PPM)
热振荡:
将陶器容器浸入0-4℃冷水中,在到达恒温之后,将样品取出,并立即放入100℃的沸水中.应不破损,无裂纹,或有碎屑.
可洗碟性:
将一半样品放入洗碟机中低的架子,另一半放入高架子.在强洗设置,54-60℃的热水中,及热干洗设置中进行5次完整的洗刷循环.样品不应出现变色、褪色、裂纹或破损.
微波性:
样品在小的800瓦特的微波的高能量中进行2个循环,一半的样品要
装满水,而另一半只有1/2的水.在一个循环中,样品中从室温加热到沸腾,再冷却到室温.样品应没有变色、褪色、裂纹或破损.
考前须知
产品须没有可处理的潜在的锐角、锐边.
所有的产品须对眼睛和皮肤无毒,无刺激性.
湿彩绘须作为单个体测试(不作为混合物,也不作为产品涂层的填充物)所有的物品须满足质量综合的艺术性要求.产品验收应遵循以下原那么:
无破损部件,粗糙的工艺不正确的性能修饰.
所有的产品应具有设计功能,且对要求的性能标签需验证.
日用陶瓷的验货标准
盘类:
1.显见面:
落渣不能超过2个,缺釉不能超过2个,挂釉不能超过2个,黑点不能超过2个〔每个黑点不能超过1mm〕。
且每种情况不能同时存在超过3个。
2.非显见面:
落渣不能超过3个,缺釉不能超过3个,挂釉不能超过3个,黑点不能超过3个〔每个黑点不能超过1mm〕。
且每种情况不能同时存在超过
4个。
3.将盘子平放在平整面,检查是否变形,标准为:
9〞以下盘类〔包括9〞〕拿一个一元硬币沿盘边滑动,假设硬币能轻易的穿过盘与平整面的缝隙,那么为不合格品。
9〞以上盘类〔不包括9〞〕拿两个一元硬币重叠沿盘边滑动,假设硬币能轻易的穿过盘与平整面的缝隙,那么为不合格品。
注:
以上必须在平面上进行且一元硬币必须以人民币一元为准!
4.在盘子底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应该为平滑面。
5.打磨的底部应该均匀,不能有凹陷的痕迹,有那么为不合格品。
6.在检查底部的同时,请注意不能有黑底的现象,一点轻微可以,但是黑底情况超过总面积1/4那么为不合格品。
7.底标的位置应该位于底部的最中央的局部,如果有任何较大的偏离或较大的爆花那么为不合格品。
〔爆花范围直径不能超过〔包括〕〕
8.包装不能松散,应该符合出口包装要求,便于运输和搬运。
9.产品应该为较干净的外观,过脏的产品,请及时通知工厂改良,否那么于以退货。
10.注意所有盘类的形状一定要和客人要求的一样,不能有任何过失。
11.9〞以下盘类〔包括9〞〕尺寸都不能超过原定的3%;
9〞以上盘类〔不包括9〞〕尺寸都不能超过原定的2.5%
12.9〞以下盘类〔包括9〞〕尺寸都不能超过原定的3%;
9〞以上盘类〔不包
括9〞〕尺寸都不能超过原定的2.5%。
碗类
3.检查是否变形,标准为:
9〞以下碗类〔包括9〞〕拿一个一元硬币沿盘边滑动,假设硬币能轻易的穿过盘与平整面的缝隙,那么为不合格品。
9〞以上碗类〔不包括9〞〕拿两个一元硬币重叠沿盘边滑动,假设硬币能轻易的穿过盘与平整面的缝隙,那么为不合格品。
4.在碗底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应为平滑面。
5.碗口的形状必须要是正圆、正方或符合客人的要求,假设碗口形状不圆、不正或离客人要求的形状不正确,那么为不合格品。
6.打磨的底部应该均匀,不能有凹陷的痕迹,有那么为不合格品。
7.在检查底部的同时,请注意不能有黑底的现象,一点轻微可以,但是黑底情况超过总面积1/4那么为不合格品。
8.底标的位置应该位于底部的最中央的局部,如果有任何较大的偏离或较大的爆花那么为不合格品。
9.包装不能松散,应该符合出口包装要求,便于运输和搬运。
10.产品应该为较干净的外观,过余脏的产品请及时通知工厂改良,否那么于以退货。
11.请注意所有的碗需要和客人的要求一样。
13.9〞以上盘类〔不包括9〞〕尺寸都不能超过原定的2.5%杯、底碟类
1.杯&
碟显见面:
3个。
2.杯&
碟非显见面:
且每种情况不能同时存在超过4个。
3.底碟类拿一个一元硬币沿盘边滑动,假设硬币能轻易的穿过盘与平整面的缝隙,那么为不合格品。
4.底碟月心不能过大,且不能太浅,假设轻微摆动可使杯子容易滑月心,即为底碟不合格。
5.杯与底碟的瓷色要一致,不能出现色差的现象;
色釉产品更不能出现同类
情况。
6.杯口的形状必须要是正圆、正方或符合客人的要求,假设杯口形状不圆、不正或离客人要求的形状不正确,那么为不合格品
7.把手和杯身的衔接处不能有裂痕,就是俗称的裂把。
把手的位置必须正,不能歪。
8.将碟平放在平整面,检查是否变形,标准为:
拿一个一元硬币沿盘边滑动,假设硬币能轻易的穿过碗与平整面的缝隙,那么为不合格品。
9.在杯碟底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应该为平滑面。
10.打磨的底部应该均匀,不能有较大的凹陷的痕迹,有那么为不合格品。
11.在检查底部的同时,请注意不能有黑底的现象,一点轻微可以,但是黑底情况超过总面积1/4那么为不合格品。
12.杯或碟的底标位置应该位于底部的最中央的局部,如果有任何较大的偏离或较大的爆花那么为不合格品。
13.包装不能松散,应该符合出口包装要求,便于运输和搬运。
14.产品应该为较干净的外观,过脏的产品请及时通知工厂改良,否那么于以退货。
15.请注意所有的杯、碟需要和客人的要求一样。
16.杯、碟类的尺寸都不能超过原定的3%
壶类
1.壶类显见面:
2.壶类非显见面:
3.壶嘴不能变形,更不能有挂釉。
把手和壶身的联系处不能有裂痕,就是俗称的裂把。
4.壶身的流水洞需要位置适宜,排列整齐,大小一样,并且要通畅,不能细小,严重的更是堵住。
5.将壶平放在平整面,从上面观察,把手和壶嘴是不是成一直线。
检查壶口是否变形。
6.在壶的底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应该卫平滑面。
7.打磨的底部应该均匀,不能有较大的凹陷的痕迹,有那么为不合格品。
在检查底部的同时,请注意不能有黑底的现象,一点轻微可以,但是黑底情况超过总面积1/4那么为不合格品。
8.将壶盖盖上,轻微的晃动,看是不是稳固,和壶口是不是匹配。
拿起来作倒水状,看是不是盖子容易脱落。
9.底标位置应该位于底部的最中央的局部,如果有任何较大的偏离或较大的爆花那么为不合格品。
底标应该和把手成同一直线。
10.包装不能松散,应该符合出口包装要求,便于运输和搬运。
11.产品应该为较干净的外观,过脏的产品请及时通知工厂改良,否那么于以退货。
12.请注意所有的壶类产品需要和客人的要求一样。
14.壶类的把手、盖子均不能出现明显易见和可以触摸到的模线。
15.500CC以下壶类〔包括500CC〕尺寸都不能超过原定的3%;
16.500CC以上壶类〔不包括500CC〕尺寸都不能超过原定的2.5%。
17.壶盖与壶身的瓷色要一致,不能出现色差的现象;
色釉产品更不能出现同类情况。
糖盅,奶缸类
3.奶缸的把手和身体的联系处不能有裂痕,就是俗称的裂把。
4.将奶缸平放在平整面,从上面观察,把手和壶嘴是不是成一直线方向。
检查壶口是否变形,壶口是否会一边厚,一边薄。
5.在壶的底部,请注意打磨的情况,将手放在上面不能有明显的划手的感觉,合格的应该卫平滑面。
6.打磨的底部应该均匀,不能有较大的凹陷的痕迹,有那么为不合格品。
8.请注意:
盖子和身体上不能有明显的模线痕迹,
9.将产品的盖子盖上,轻微的晃动,看是不是稳固,和壶口是不是匹配,是不是盖子容易脱落。
10.产品的底标位置应该位于底部的最中央的局部,如果有任何较大的偏或离较大的爆花那么为不合格品。
11.奶缸的底标位置应该和把手成同一直线。
12.包装不能松散,应该符合出口包装要求,便于运输和搬运。
13.产品应该为较干净的外观,过余脏的产品请及时通知工厂改良,否那么于以退货。
14.请
 升级会员
升级会员 