完整版埋弧焊工艺参数及焊接技术Word格式文档下载.docx
《完整版埋弧焊工艺参数及焊接技术Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《完整版埋弧焊工艺参数及焊接技术Word格式文档下载.docx(40页珍藏版)》请在冰豆网上搜索。
38
52
84
48
68
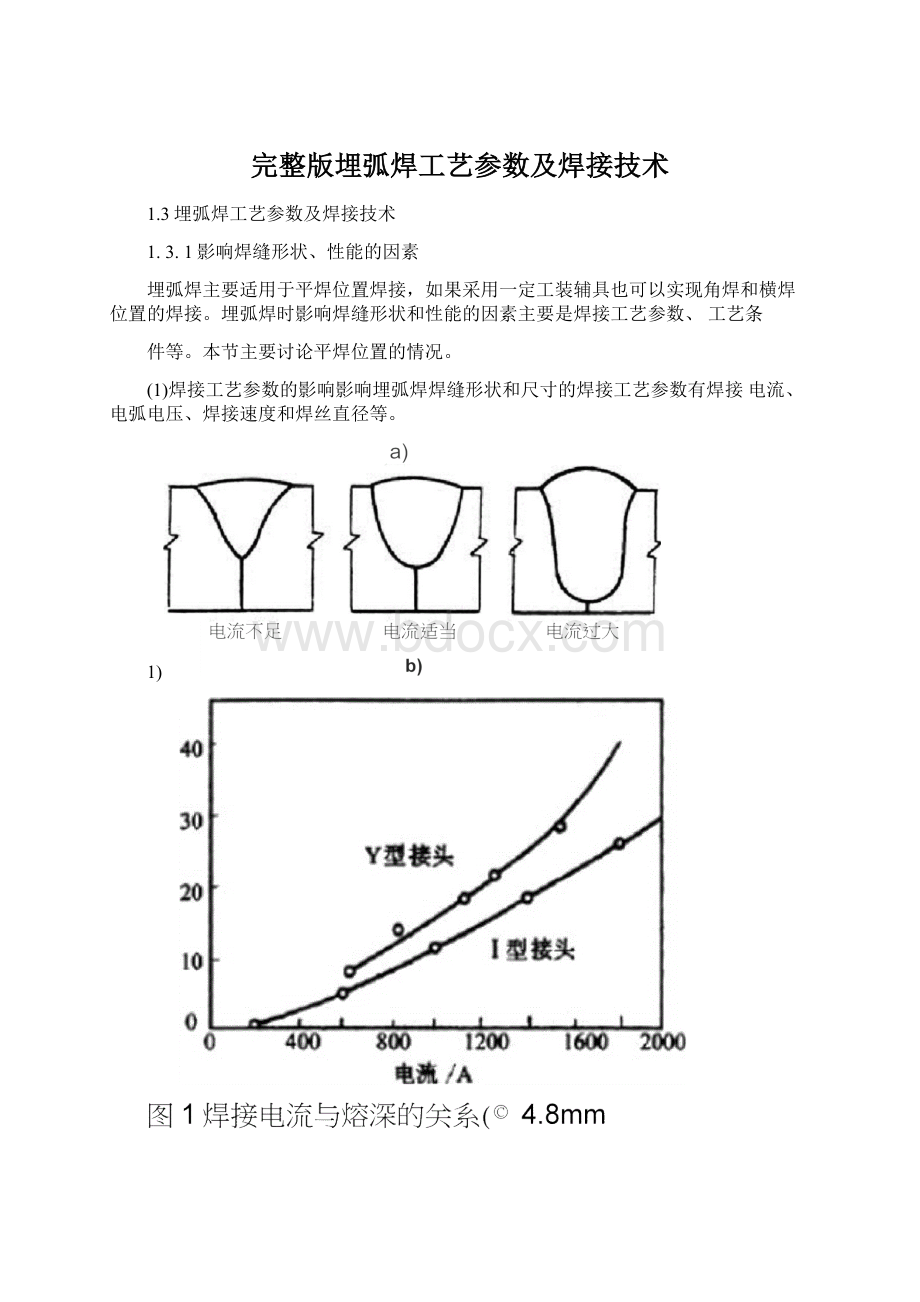
熔深H/mm
7.0
8.5
11.5
10.5
12.0
16.5
17.5
19.0
熔宽B/mm
22
21
19
24
27
形状系数B/H
3.1
'
2.5
1.7
2.5
2.0
1.3
1.5
1,3
2)工艺条件对焊缝成形的影响
1)对接坡口形状、间隙的影响在其他条件相同时,增加坡口深度和宽度,
焊缝熔深增加,熔宽略有减小,余高显著减小,如图6所示。
在对接焊缝中,如果改变间隙大小,也可以调整焊缝形状,同时板厚及散热条件对焊缝熔宽和余高
也有显著影响,如表2所示
图呂坡口形状对焊缝成形的豪响
表2焊缝间隙对对接焊尺寸的影响
2)焊丝倾角和工件斜度的影响焊丝的倾斜方向分为前倾和后倾两种,见图7。
倾斜的方
向和大小不同,电弧对熔池的吹力和热的作用就不同,对焊缝成形的影响也不同。
图7a为
焊丝前倾,图7b为焊丝后倾。
焊丝在一定倾角内后倾时,电弧力后排熔池金属的作用减弱,
熔池底部液体金属增厚,故熔深减小。
而电弧对熔池前方的母材预热作用加强,故熔宽增大。
图7c是后倾角对熔深、熔宽的影响。
实际工作中焊丝前倾只在某些特殊情况下使用,例如焊接小直径圆筒形工件的环缝等
图7焊丝倾角对焊缝形成的影响
a)前倾b)后倾c)焊丝后倾角度对焊缝形成的影响
工件倾斜焊接时有上坡焊和下坡焊两种情况,它们对焊缝成形的影响明显不同,见图&
上
坡焊时(图8a、b),若斜度B角>6。
〜12°
则焊缝余高过大,两侧出现咬边,成形明显恶化。
实际工作中应避免采用上坡焊。
下坡焊的效果与上坡焊相反,见图8c、d
j~
B=Q*4°
8,
未焊遗未烬透末烽透
图8工件斜度对焊缝形成的影响
a)上坡斜
b)上坡斜工件斜度的影响c)下坡斜d)下坡斜工件斜度的影响B
—工件斜度
3)焊剂堆高的影响埋弧焊焊剂堆高一般在25〜40mm,应保证在丝极周围埋住电弧。
当使用粘结焊剂或烧结焊剂时,由于密度小,焊剂堆高比熔炼焊剂高出20%〜50%。
焊剂堆高越大,焊缝余高越大,熔深越浅。
(3)焊接工艺条件对焊缝金属性能的影响当焊接条件变化时,母材的稀释
率、焊剂熔化比率(焊剂熔化量/焊丝熔化量)均发生变化,从而对焊缝金属性能产生影响,其中焊接电流和电弧电压的影响较大。
图9〜图11给出了焊接电流、电弧电压和焊接速度对焊剂熔化比率的影响。
由于焊剂熔化比率的变化,焊缝金
属的化学成分、力学性能均发生变化,特别是烧结焊剂中合金元素的加入对焊缝金属化学成分的影响最大。
图12〜图14给出各种焊接条件变化时对焊缝金属
图9焊接电流对焊剂熔化比率的影响
图10电弧电压对焊剂熔化比率的影响
图11焊接速度对焊剂熔化比率的影响
图12焊接电流对焊缝金属化学成分的影响
烧结悍料
30
20
50
222426
电裁:
5S0A
擁炼焊朴727si
电掘电圧;
V
Si
图13电弧电压对焊缝金属化学成分的影响
50——0
1015202530354045
焊接直度/cmmin-i
图14焊接速度对焊缝金属化学成分的影响
1.3.2埋弧焊实施方法及工艺参数选择
(1)焊前准备
1)坡口设计及加工同其他焊接方法相比,埋弧焊接母材稀释率较大,母材成
分对焊缝性能影响较大,埋弧焊坡口设计必须考虑到这一点。
依据单丝埋弧焊使
用电流范围,当板厚小于14mm,可以不开坡口,装配时留有一定间隙:
板厚为14〜22mm,—般开V形坡口;
板厚22-50mm时开X形坡口。
对于锅炉汽包等压力容器通常采用U形或双U形坡口,以确保底层熔透和消除夹
渣。
埋弧焊焊缝坡口的基本形式和尺寸设计时,请查阅GB/T986〜1988。
坡
口加工方法常采用刨边机和气割机,加工精度有一定要求。
2)装配点固埋弧焊要求接头间隙均匀无错边,装配时需根据不同板厚进行定
间距、定位焊,如表3所示。
另外直缝接头两端尚需加引弧板和熄弧板,以减少引弧和引出时产生缺陷
板厚t/mm
焊缝长度/mm
定位长度/mm
<
25
300〜500
50〜70
200〜500
70〜100
表3埋弧焊装配标准
3)焊前清理坡口内水锈、夹杂铁末,点焊后放置时间较长而受潮氧化等焊接时容易产生气孔,焊前需提高工件温度或用喷砂等方法进行处理。
(2)对接接头单面焊对接接头埋弧焊时,工件可以开坡口或不开坡口。
开坡口不仅为了保证熔深,而且有时还为了达到其他的工艺目的。
如焊接合金钢时,可以控制熔合比;
而在焊接低碳钢时,可以控制焊缝余高等。
在不开坡口的情况下,埋弧焊可以一次焊透20mm以下的工件,但要求预留5〜6mm的间隙,否则厚度超过14—16mm的板料必须开坡口才能用单面焊一次焊透。
对接接头单面焊可采用以下几种方法:
在焊剂垫上焊,在焊剂铜垫板上焊,在永久性垫板或锁底接头上焊,以及在临时衬垫上焊和悬空焊等。
分述如下:
在焊剂垫上焊接用这种方法焊接时,焊缝成形的质量主要取决于焊剂垫托力的大小和均匀与否,以及装配间隙的均匀与否。
图14说明焊剂垫托力与焊缝成形的关系。
板厚2〜8mm的对接接头在具有焊剂垫的电磁平台上焊接所用的参数列于表4。
电磁平台在焊接中起固定板料的作用。
。
图15在焊剂垫上对焊接
a)焊接情况b)焊剂托力不足c)焊剂拖力很大d)焊剂拖力过大表4对接接头在电磁平台-焊剂垫上单面焊的焊接条件⑷
板厚
/mm
装配间隙
焊丝直径
电弧电压
N
焊接速度
/cm•min-1
电流种类
焊剂垫中
焊剂颗粒
焊接垫软管中的空
气压力/kPa
2
0〜1.0
1.6
120
24〜28
73
直流反接
细小
81
3
0〜1.5
275〜300
28〜30
56.7
交流
3:
400〜425:
25〜28
117
375〜400
66.7
101〜152
525〜550
83.3
101
0〜2.5
425〜450
32〜34
58.3
575〜6251
76.7
0〜3.0
475
正常
600〜650
28〜32
67.5
7
650〜700
30〜34
61.7
8
0〜3.5
725〜775
30〜36
板厚10—20mm的I形坡口对接接头预留装配间隙并在焊剂垫上进行单面焊的焊接参数,
见表5。
所用的焊剂垫应尽可能选用细颗粒焊剂
板厚/mm
装配间隙/mm
电弧电压/V
/cm-min-1
直流
10
3〜4
700〜750
34〜36
12
4〜5
750〜800
36〜40
45
14
850〜900
42
16
5〜6
900〜950
38〜42
36〜38
33
18
950〜1000
40〜44
28
在焊剂铜垫板上焊接这种方法采用带沟槽的铜垫板,沟槽中铺撒焊剂,焊接时,这部分焊剂起焊剂垫的作用,同时又保护铜垫板免受电弧直接作用。
沟槽起焊缝背面成形作用。
这种工艺对工件装配质量、垫板上焊剂托力均匀与否均不敏感。
板料可用电磁平台固定,也可用龙门压力架固定。
铜垫板的尺寸见图16和表6
在龙门架焊剂铜垫板上的焊接参数见表7。
表6铜垫板断面尺寸[1](单位:
mm)
焊件厚度
槽宽b
槽深h
沟槽曲率半径r
4/
-6
2.5
7.0
6/
-8
3.0
7.5
8-
-10
3.5
9.5
12/
〜14
4.0
表7在龙门架焊剂铜垫板上单面焊的焊接条件[1]
焊接速度/cm•min-1
380-
-420I
〜29
78.3
450-
-500
29
〜31
520-
-560;
31
〜33
63
550-
-6001
〜35
640-
-680
35
〜37
680-
-720;
53.3
9
r3
720-
-780;
〜38
46
780-
-820I
〜40
850〜
-9001
39〜
-41
880〜
-9201
3)在永久性垫板或锁底接头上焊接当焊件结构允许焊后保留永久性垫板时,厚
10mm以下的工件可采用永久性垫板单面焊方法。
永久性钢垫板的尺寸如表8
所示。
垫板必须紧贴在待焊板缘上,垫板与工件板面间的间隙不得超过0.5〜1mm表8对接用的永久性钢垫板⑴(单位:
垫板厚度
垫板宽度
2〜6
0.5S
43+5
6〜10
(0.3〜0.4)3
厚度大于10mm的工件,可采用锁底接头焊接方法,如图17所示(详见
GB/T986-1988)。
此法用于小直径厚壁圆筒形工件的环缝焊接,效果很好。
4)在临时性的衬垫上焊接这种方法采用柔性的热固化焊剂衬垫贴合在接缝背
面进行焊接。
衬垫材料需要专门制造或由焊接材料制造部门供应。
另外还有采用
陶瓷材料制造的衬垫进行单面焊的方法。
图17锁底对援接头
5)悬空焊当工件装配质量良好并且没有间隙的情况下,可以采用不加垫板的悬空焊。
用这种方法进行单面焊时,工件不能完全熔透。
一般的熔深不超过2/3
板厚,否则容易烧穿。
这种方法只用于不要求完全焊透的接头。
(3)对接接头双面焊一般工件厚度从10〜40mm的对接接头,通常采用双面焊。
接头形式根据钢种、接头性能要求的不同,可采用图18所示的I形、丫形、X形坡口。
£
*32
®
18不同板厚的接头形式
肌形坡□对接焊b)Y形坡□对捋焊c)X形坡口对搀焊
这种方法对焊接工艺参数的波动和工件装配质量都不敏感,其焊接技术关键是保证第一面焊的熔深和熔池的不流溢和不烧穿。
焊接第一面的实施方法有悬空法、加焊剂垫法以及利用薄钢带、石棉绳、石棉板等做成临时工艺垫板法进行焊接。
1)悬空焊装配时不留间隙或只留很小的间隙(一般不超过Imm)。
第一面焊接达到的熔深一般小于工件厚度的一半。
反面焊接的熔深要求达到工件厚度的60%〜70%,以保证工件完全焊透。
不开坡口的对接接头悬空焊的焊接参数,
如表9所示。
表9不开口对接接头悬空双面焊的焊接条件
工件厚度/mm
焊接顺序
电弧电压N
焊接速度/cm.min-1
正
380〜
-420
反
430〜
-470
55
440〜
-480
480〜
-530
530〜
-570
590〜
640
620〜
-660
680〜
-720
41
37
730〜
-770
40
800〜
-850
34
〜6
-900
〜8
43
17
35〜
-37
60
900〜
-950
37〜
-39
36〜
-38
38〜
-40
丿1000
453
1000〜
-1050
2)在焊剂垫上焊接如图19所示,焊接第一面时采用预留间隙不开坡口的方法
最为经济。
第一面的焊接参数应保证熔深超过工件厚度的60%〜70%。
焊完
第一面后翻转工件,进行反面焊接,其参数可以与正面的相同以保证工件完全焊透。
预留间隙双面焊的焊接条件依工件的不同而异,表10a、b分别为两组数
据,可供参考。
在预留间隙的重形坡口内,焊前均匀塞填干净焊剂,然后在焊剂垫上施焊,可减少产生夹渣的可能,并可改善焊缝成形。
第一面焊道焊接后,是否需要清根,视第一道焊缝的质量而定
€)
图19焊剂垫的结构实例
a)软管气压式b)皮膜气压式°
C)平带张紧式
1――焊件4――充气软管7――气室
2――焊剂5――橡皮膜8――平带
3——帆布6——压板9——带轮
表10a对接接头预留间隙双面焊的焊接条件
①采用交流电,HJ431,第一面在焊剂焊剂垫上焊
工件厚度
焊接电压
/cm.min-1
700〜
-750
〜36
r4
〜5
750〜
-800
〜42
〜7
950〜
-1000
〜44
-9
1100〜
1200
40〜
-44
10-
-11
1200〜
1300
44〜
-48
工件
厚度
表10b对接接头预留间隙双面焊的焊接条件①根据上海锅炉厂提供的资料。
焊接电流
/A
焊接速度/cm.min
-1
0+1
400
〜32
57〜
-60
400〜
550
63〜
-73
420
53〜
-57
500〜
600
-67
2±
1
50〜
600〜
700
58〜
550〜
580
34v38
3±
0.5
720
-53
650〜
16
850
如果工件需要开坡口,坡口形式按工件厚度决定。
工件坡口形式及焊接条件,见
表11
表11开坡口工件的双面焊的焊接条件
620
75
70
830〜
860
1050〜
1150
38〜40
1100
800
P36〜38
47
1000
wT
3)在临时衬垫上焊接采用此法焊接第一面时,一般都要求接头处留有一定间隙,以保证焊剂能填满其中。
临时衬垫的作用是托住间隙中的焊剂。
平板对接接头的临时衬垫常用厚3〜4mm、宽30〜50mm的薄钢带;
也可采用石棉绳或石棉板,如图20所示。
焊完第一面后,去除临时衬垫及间隙中的焊剂和焊缝底层的渣壳,用同样参数焊接第二面。
要求每面熔深均达版厚韵60%〜70%。
a)b)
图20在恤町衬型上厚擾
J華洞带卑b)石棉绳空g)石棉板茎
4)多层焊当板厚超过40〜50mm时,往往需要采用多层焊。
多层焊时坡口形状一般采用V形和X形,而且坡口角度比较窄。
图21所示的焊道宽度比焊缝深度小的多,此时在焊缝中心容易产生梨形焊道裂纹。
另外在多层焊结束时,在焊道端部需加衬板,由于背面初始焊道不能全部铲除造成坡口角度变窄,如图
22所示,此时形成的梨形焊道更增加裂纹产生倾向,因而需要特别引起注意。
021多层焊坡口角度对焊縫刖崑响
日)坡口第度适当b)坡□角度较小
图益坡口轶小产生焊蠶内部初始裂纹
(4)角焊缝焊接焊接T形接头或搭接接头的角焊缝时,采用船形焊和平角焊两种方法。
1)船形焊将工件角焊缝的两边置于与垂直线各成45。
的位置(见图23),可为
焊缝成形提供最有利的条件。
这种焊接法接头的装配间隙不超过1〜1.5mm,否
贝必须采取措施,一以防止液态金属流失。
船形焊的焊接参数,见表12
S23船形焊a)T形接头b)搭接接头夷12船形焊焊接条件
焊脚长度度
焊丝直径/mm
450〜
 升级会员
升级会员 