磨煤机试车方案Word下载.docx
《磨煤机试车方案Word下载.docx》由会员分享,可在线阅读,更多相关《磨煤机试车方案Word下载.docx(12页珍藏版)》请在冰豆网上搜索。
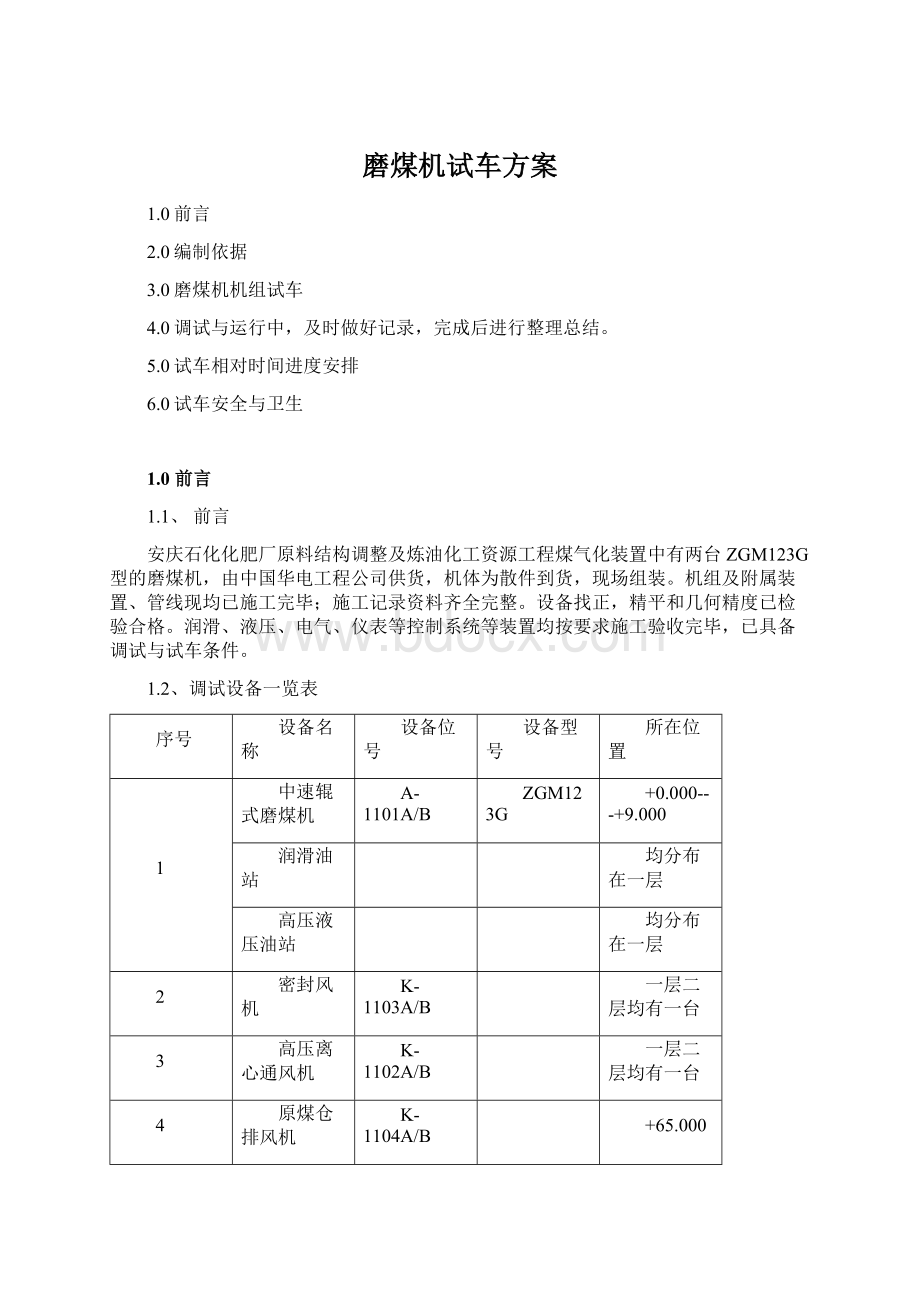
一层二层均有一台
3
高压离心通风机
K-1102A/B
4
原煤仓排风机
K-1104A/B
+65.000
5
稀释风机
K-1105A/B
+16.500
6
燃烧空气鼓风机
K-1101A/B
7
分离器
2.0编制依据
2.1制造厂家提供的《ZGM123型中速辊磨煤机使用说明书》
2.1ZGM123型中速辊磨煤机技术图纸资料以及宁波工程公司提供的相关资料
2.29-169-26型高压离心通风机技术资料
2.3K-1101/A/BK-1102/A/BK-1105/A/B各风机安装技术图纸和随机资料
2.4GB50231-98机械设备安装工程施工及验收通用规范
2.5GB50275-98压缩机、风机、泵安装工程施工及验收规范
2.6SH3514-2001石油化工设备安装工程质量检验品评定标准
3.0磨煤机机组试车
3.1、机组调试前的准备
3.1.1试车人员组织
试车前成立现场临时试车小组:
试车现场指挥:
费书成试车技术指导:
刘福金
试车现场安全员:
王德根
试车组织成员(包括各工种):
余志愿徐炎宁雍益松沈乃龙徐贤春陶方银孙昌财翁忠欣等
3.1.2装备及材料准备
名称
规格
数量
备注
对讲机
4部
扳手
各种规格
不少于2把
电焊机
1台
焊条
Φ3.2*400mm
20Kg
氧气
4瓶
乙炔
2瓶
塞尺
2把
8
钢板尺
1000mm
9
角尺
10
槽钢
M
20
11
道木
根
12
煤油
Kg
13
汽油
14
润滑油脂
15
破布
16
棉纱
17
灭火器
只
3.1.3试车前准备好试车中所需要的技术资料及技术文件与记录表格。
3.1.4电气仪表等控制系统须联校合格。
3.2磨煤机机组试调试(空载)
3.2.1磨煤机电机单试
3.2.1.1首先进行电机的点动,以确认电机的转向是否符合运行要求,运行是否有异常。
每次点动间隔时间不低20—30分钟。
(其它机器电机同),电机的运转方向应与各箱体上箭头或使用说明上保持一致;
待电机点动正常后进行试运行,试运行时间不得低于30分钟。
3.2.2稀润滑油站循环单试
3.2.2.1首先减速箱及稀油站加油。
润滑油应为精度不低于0.025mm的过滤机注入减速机。
打开减速机回油管路上靠近润滑站油泵入口处的三通法兰,对减速机下箱体进行加油。
当减速机下箱中的油位达到油窗上边缘时停止加油,然后重新上好三通法兰,此时可以启动润滑站油泵对润滑油站本身及减速箱上箱体进行加油,当润滑油从油池中溢出时,说明上油箱油已加满,这时仍需要继续加油5分钟左右。
3.2.2.2减速机单试前,需除去减速机输入轴迷宫密封端面和输出传动法兰迷宫密封外圆表面,以及呼吸器上的胶带。
启动减速机前必须先启动稀油站。
3.2.2.3稀油站试运转(具体运行执行ZGM123G型磨煤机使用说明)。
主要检查以下几点:
1.检查螺杆泵的电机的转向是否与螺杆泵规定的旋向相一致。
2.效验安全阀的开启设定压力。
3.在启动前应将吸入口和排出口的阀门打开,启动后检查压力、温度、流量、电机电流是否正常。
4.检查螺杆泵是否有噪音,且是否正常。
5.调定供油管上压力开关的设定值。
(具体参数见ZGM123G型磨煤机使用说明书)
3.2.2.4减速机试运转(稀油站试运转合格后进行,具体运行执行ZGM123G型磨煤机使用说明)主要检查以下几点:
1.检查减速箱各处油温、油压是否符合规定。
2.检查系统零部件运转是否正常,有无噪音。
3.2.2.5各风机试运行
1.首先将各轴承座内注满润滑油,润滑油的标度达到标尺线为准。
2.各风机电机单试。
首先点动以确认电机的转向是否符合要求,运行是否有异常;
每次点动间隔时间不低于15分钟。
电机的运转方向应与各箱体上箭头或使用说明上保持一致;
3.风机单试:
风机的启动必须无载荷的情况下进行(关闭风管的调节门)待运行正常后缓缓开启调节门,直至达到规定的工况为止,风机的试运转时间不应少于30分钟,无异常情况,方可使用。
3.2.2.6分离器试运行(同风机试运行)
3.2.2.5高压油站调试与试运行。
(具体运行执行ZGM123G型磨煤机使用说明中第6篇)
1.磨辊、磨盘及其它部件处均应上润滑油。
2.确认放油阀25关闭,用过滤精度≤10um的过滤机加油,油位至油箱盖板法兰面100mm,加油量约420L。
3.每个加载油缸进、回油管路的软管接口处接旁路。
4.给储能器充N2,充气压力为9Mpa。
5.关闭各小压力表开关。
6.松开所有溢流阀的调整螺钉,使之卸载。
7.确认手动换向阀在中位。
8.启动油泵I和II,并确认油泵组的旋转方向为顺时针。
9.调节各压力表开关,使压力表指针稳定。
10.系统油液回油箱运行2小时。
11.使手动换向阀在左位油液进入加载油缸有杆腔。
空栽运行4小时。
12.将加载油缸的进、回油管路软管恢复正常。
13.调节电磁溢流阀13,压力为5、10、15.5Mpa;
调节溢流阀5,压力为5、10、16Mpa,系统分别运行半小时。
14.确认截止阀17关闭。
15.通过切换手动换向阀手柄,使手动换向阀在右位油液进入加载油缸无杆腔,调节溢流阀7,压力为8Mpa,系统运行半小时。
调试完成进行试运行。
1.启动油泵组;
2.通过切换手动换向阀手柄,使手动换向阀在左位油液进入加载油缸有杆腔;
3.磨煤机启动;
4.正常运行
3.3磨煤机机组运行(加载)
项 目
条件
盘车装置
盘车装置已脱开。
给煤量
给煤量计量进行了标定。
一次风风量
一次风风量计量进行了标定。
驱动电源的电压
驱动电源的电压符合规定。
控制电源的电压
控制电源的电压符合规定。
已单独调试过。
各密封门
各密封门关闭严密。
高压油泵站
润滑油站、减速机
单独调试过。
主电机
密封风与一次风压差
密封风与一次风的压差≥2kPa。
润滑条件
润滑条件满足。
连锁保护、报警信号
全部连锁保护及报警信号投入。
磨辊加载力
蓄能器已充氮7MPa(比例溢流阀已调试好)。
导向装置
清理导向块与导向板间隙中异物,间隙满足要求。
磨辊
磨辊已加油,不漏油。
18
旋转喷嘴和粗粉导流环
清理旋转喷嘴和粗粉导流环间隙中的异物,动静间隙6~10mm
19
磨内有无杂物及工具
清理磨内异物。
刮板装置
焊死刮板紧固螺栓。
21
一次风室和排渣箱
清理一次风室和排渣箱。
22
排渣箱气动关断门
磨启动前,排渣箱入口气动关断门必须在打开位置。
3.3.1启动前和运行检查(应具备的条件)
3.3.2磨煤机启动运行
①启动润滑油系统
在启动磨煤机前,先启动润滑油系统。
减速机允许启动的润滑油温度20~50℃,正常工作油温45~50℃。
当油池油温低于30℃时,电加热器开始工作;
而油池油温高于40℃时,切断加热器。
当供油压力大于0.10MPa,减速机油温达到30℃,推力瓦油池油温低于55℃,表明润滑系统程序已完成启动条件(润滑条件具备),以上过程是通过油系统程序控制柜控制,自动完成。
②启动密封风机前,应具备以下条件:
a.进口一次风快关门关闭
b.一次风冷风门关闭
c.一次风热风门关闭
d.给煤机密封风挡板门打开
e.原煤斗闸门打开
f.磨煤机出口隔绝门打开
g.一次风机启动并且一次风压建立
h.盘车装置脱开
k.热工保护系统正常
③建立密封风压力
启动密封风机,使密封风风压和一次风压差值达到要求值。
具备启磨条件的差压值ΔP≥2kPa
④启动高压油站
加载油泵启动。
⑤防爆消防气体
由于磨煤机磨盘有积煤,为防止煤粉爆炸,在一次风投入前应投入防爆消防气体6~10分钟。
⑥分离器出口温度控制调至启动控制
⑦投一次风
投一次风,吹扫磨煤机,吹扫之后,将一次风量调到略高于煤粉熄灭的最小值或磨煤机要求的最低风量。
⑧启动给煤机
给煤机调到最低给煤量,启动给煤机。
⑨磨煤机启动
⑩磨煤机加载至正常运行
⑾风煤调节
根据锅炉负荷来调节磨煤机出力,在一定范围内磨煤机出力和一次风量之间有一个线性关系,根据不同煤种可对标准空气曲线进行调整。
要求按自动程序进行每步操作,完成“磨煤机启动”全过程。
磨煤机运行过程中的检查
要 求
磨煤机振动
振幅应小于50μm。
磨煤机噪音
小于85dB,不应有杂音(测量点距磨机1米)。
磨损测量标尺
测量碾磨的煤层厚度,煤层厚度应适中。
排渣情况
定期排渣,不容许渣量漫过排渣箱口;
注意渣中有无磨内的零件掉下。
机座密封装置
注意密封间隙,有无渣粒漏出。
拉杆
检查密封环是否灵活无漏粉现象。
检查噪声、振动、滤网。
密封风与一次风的压差应≥1.5kPa。
高压油站
检查液压系统漏油情况、油压等。
定时检查、记录油温、油压、滤网差压。
检查冷却器的冷却情况。
减速机
定时检查噪音、油压、油温。
定时检查轴端轴承温度。
磨辊油温:
≤100℃,油位最低刻度线以上,油中不得有金属粉末、煤粉等。
3.3.3磨煤机停止运行。
冷风门“开启”,一次风门“关闭”,待分离器出口温度降至≤60℃时,停止给煤,磨煤机空转60秒~120秒,停磨。
工序名称
时间安排(h)
磨煤机电机单试
分离器风机电机单试
K-1102A/B风机电机单试
K-1101A/B风机电机单试
K-1103A/B风机电机单试
K-1104A/B风机电机单试
K-1105A/B风机电机单试
螺旋输粉机电机单试
给煤机电机单试
高、稀油站电机单试
各风机调试
螺旋输粉机调试
给煤机调试
稀油站油泵、冷却器调试
稀油站调试
高油站油泵I和II调试
电磁溢流阀调试(压力调增)
高压油站不加载运行
减速机调试
高压油站运行
磨煤机运行(空载、加载)
23
磨煤机机组连锁运行
6.1试车前应在试车区域设隔离区,并挂警示牌。
注明:
正在试车,无关人员禁止入内。
6.2试车必须由一人统一指挥行动,试车前对试车人员进行技术交底,使其明确试车内容及注意要素。
6.3试车时统一用对讲机进行对话,对讲机必须由专人保管,专用。
6.4试车中正在运行的部件,禁止人员靠近运转部位,和加润滑油。
6.5试车期间应根据现场具体条件设临时安全通道,并挂标识牌。
6.6牢固树立安全意识,实现“三个为零,一个减少”的安全目标。
6.7施工前必须对参加试车的人员进行安全技术交底,使试车人员明确试车任务、试车方法、安全注意事项,将安全生产措施落实到试车中,自觉做为安全防护工作,正确使用劳动用品,进入现场须戴好安全帽;
需登高时应系好安全带。
6.8在现场必须设有专职安全员,佩戴明显标记,试车过程中须始终在现场进行安全监督检查,全面负责现场的安全管理工作,以及与生产厂的联络、协调。
6.9当发生紧急事件时,应保持头脑清醒,进行有序的撤离。
6.10试车完成后,现场留下的油污、固体垃圾等废物应及时清理干净,保持现场的清洁。
 升级会员
升级会员 