管系图纸设计及识图Word下载.docx
《管系图纸设计及识图Word下载.docx》由会员分享,可在线阅读,更多相关《管系图纸设计及识图Word下载.docx(22页珍藏版)》请在冰豆网上搜索。
60.0
5
ST20
1273
180
CBM1012
区域
04
48.0
4
400
代号
34.0
3
550
分段号
EB03
肋骨号
32#
水压
0.8MPa
验收
ABS
镀锌
合拢后
镀锌
油漆
酸洗
√
数量
P(左)
1
S(右)
弯管
程序
长
弯
转
20
90°
570
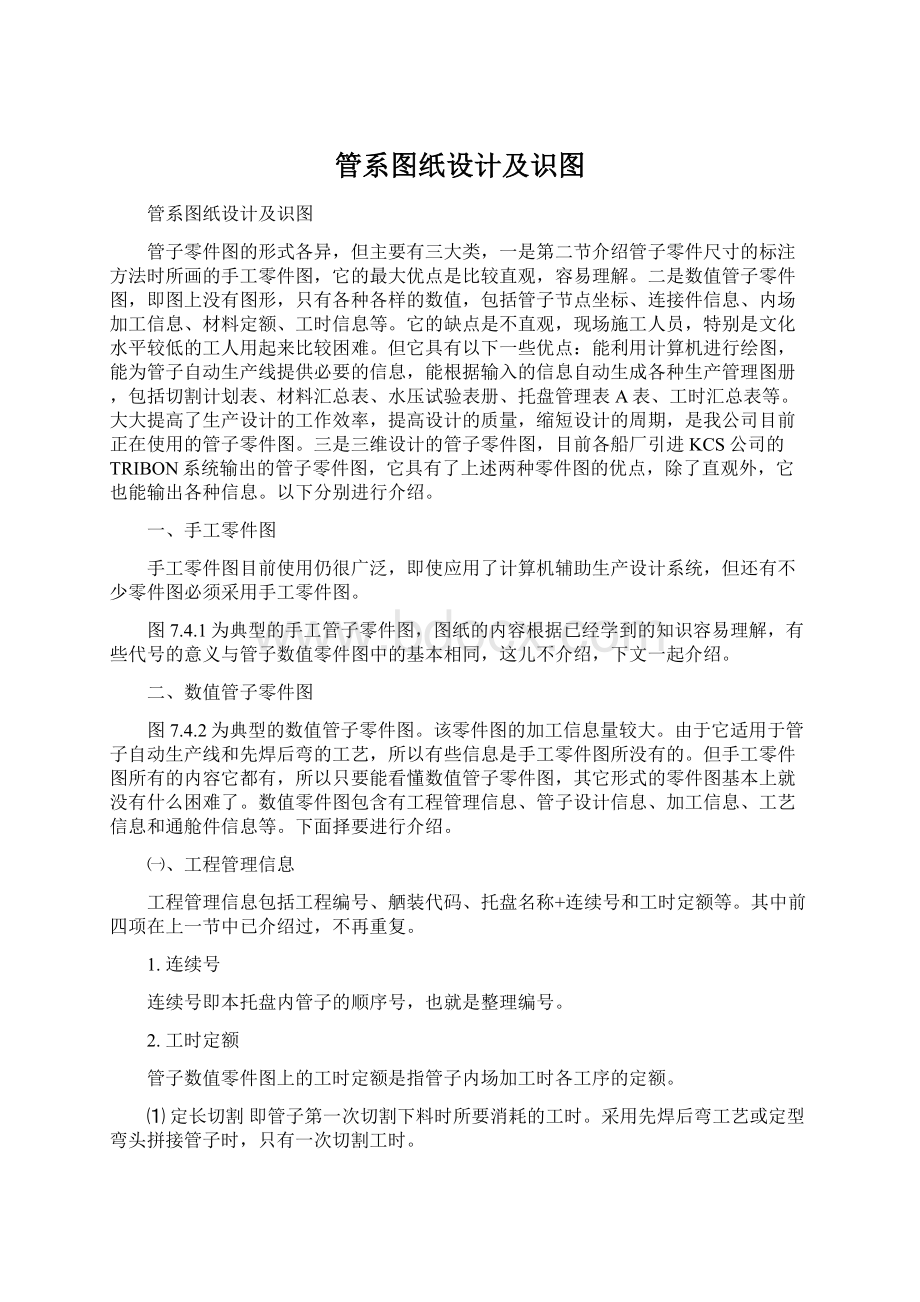
图7.4.1典型的手工管子零件图
⑵弯管即管子弯曲所需的工时,采用定型弯头拼接管子时,没有弯管工时。
⑶划线管子弯曲后进行准确划线所消耗的工时,只有采用先弯后焊且有余量下料的加工工艺时才有划线工时。
⑷两次切割管子弯曲、经准确划线后的切割工时。
如没有划线工序,也就没有两次切割工序。
⑸校管校管工时分为采用先焊后弯加工工艺时,法兰定位机进行法兰定位所花工时(填入前面一格)和采用其它校管工艺所花的工时(填入后面一格)。
⑹焊接焊接工时按焊接的工艺分为三类,按次序分别代表半自动焊接机焊接工时、转胎焊接工时和手工焊接工时。
⑹修正管子经焊接后清除焊渣、飞溅及其它杂物的工序所消耗的工时。
⑺泵水即管子内场水压试验的工时。
⑻总计管子内场加工所消耗的总工时。
㈡、管子设计信息
管子设计信息包括管子件号、附件标准、附件材料规格、管子材料规格、安装位置和管子几何尺寸等。
管子件号、安装位置上节已介绍过。
1.附件标准
附件标准表示管子两端连接件所采用的标准号(不带年份)。
2.附件材料规格
附件材料规格共占四行,前三行是连接件信息,后一行为异径接头信息。
其中标准图号、材质、压力、通径不再作介绍。
⑴连接件代号表示主管两端连接件的代号。
连接件的种类很多,这儿仅介绍常用的连接件的表示方法。
表7.4.1主管连接件代号
连接件代号
表示内容
FLANGE
SLEEVE
套管
FLANGE—X
异径法兰(同心)
UNION
螺纹接头
FLANGE—E
异径法兰(偏心)
UNION(A)
中间螺纹接头
ANGLE—A
方法兰(凹)
UNION(B)
平肩螺母螺纹接头
ANGLE—B
方法兰(凸)
NOJOINT
无连接件(光管)
⑵型式表示法兰连接件的不同型式,它们的表示方法见表7.4.2。
表7.4.2法兰连接件型式代号
型式代号
SLIP
搭焊平法兰
COMP
松套法兰
SOCK
带凸肩的搭焊法兰
LOFL
领圈式法兰
NECK
对焊法兰
EPFL
折边式法兰
CTYP
C型搭焊法兰
KAKU
方法兰
⑶螺孔角即法兰螺孔角。
①螺孔角的定义始端(或终端)管段与相邻管段组成的基准平面(□P1P2P3F’)和平分法兰相邻两螺孔的直线与始端(或终端)管段组成平面(□P1P2P3’F)之间的夹角称为法兰的螺孔角。
从法兰端看,基准平面向另一个平面转动,顺时针转为正,逆时针转为负。
见图7.4.3中的角α。
如果管子是直管时,螺孔角就是法兰相对转角。
②法兰相对转角即采用先焊后弯工艺的管子,在弯曲前直管两端法兰螺孔的相对位置,表示方法是直管的某一端的法兰螺孔置于0位时,另一端法兰的螺孔角。
见图7.4.4。
③表示方法螺孔角一栏中,前半部分为螺孔角,括号内为法兰相对转角。
⑷端距即管子端部距离法兰密封面的尺寸。
⑸异径接头
该行包括异径接头的型式、标准(图)号、材质、大小端通径或外径加壁厚。
例如:
异径接头REDUCE(C)GB12459—90ST208.0/6.0168/114
其中(C)表示为同心异径接头,如果写(E)则表示为偏心异径接头。
3.管子材料规格
管子材料规格中材质、通径、外径、壁厚不再介绍。
所谓壁厚等级即相同通径和外径的管子按壁厚分成不同的等级。
在第一章表1.2.1无缝钢管管子规格表中的A、B、C、D即为管子壁厚等级。
根据规格书的要求也可以有不同有分类方法。
4.管子几何尺寸
这儿的管子几何尺寸是指主管和支管的几何尺寸,均用坐标值来表示。
⑴主管坐标值
管子的每个节点坐标占三个空格,从左至右分别填写它们的X、Y、Z坐标值。
X代表该节点从艉向艏方向上坐标值的变化,Y代表该节点从右舷向左舷方向上坐标值的变化Z代表该节点从下向上方向上坐标值的变化。
①管子起始点的坐标值为(0,0,0),零件图中已省略;
②其后所有节点的坐标值都是以前一点为基准,即不是某一方向上的累计值;
③坐标值以mm为单位,都为整数,零或空白表示无变化。
下列坐标值转化为手工管子零件图如图7.4.5(a)所示。
主管坐标
200
50
100
下列坐标值转化为手工管子零件图如图7.4.5(b)所示。
250
120
-135
300
⑵支管坐标值
数值零件图只能表示直支管,所以支管坐标中每三格表示一只支管的坐标位置。
从左到右为第一支管、第二支管、第三支管等。
其端点的坐标值也是以所在主管管段的前端点为基准计算。
图7.4.2所示数值零件图的主管和支管转换成手工零件图如图7.4.6所示。
㈢、加工信息
加工信息包括下料长度、弯管信息、附件安装信息、支管安装信息等。
1.下料长度及弯管信息
在主管和支管坐标行下面的四行均为下料信息行。
第一行为直管部分下料时应加的余量;
第二行为划线尺寸;
第三行为累计尺寸;
第四行为弯曲角度和转角。
它所表示的内容举例如下:
直管段
圆弧段
直管部分余量
40
划线尺寸
1719
79
424
157
累计尺寸
1798
2222
2379
2459
弯角及转角
45
-90
90
⑴直管部分余量中间管段一般没有余量,当中间直管段长度小于轧头尺寸时,将不足部分的数值用负数表示。
⑵划线尺寸表示各直管段长度和圆弧部分的弧长尺寸。
不包括应割去的工艺余量。
⑶累计尺寸划线尺寸的累计数,也是弯曲部分的起弯点和落弯点的尺寸,包括工艺余量的长度。
⑷弯角及转角同手工零件图的定义。
⑸弧长列中如出现“****”符号,表示使用定型弯头。
此时在弯角中除了弯曲角度外,括号中L表示长弯头(1.5D);
S表示短弯头(1D);
N为带颈弯头,带颈弯头的安装方向规定是除第一只弯头向始端外,其余都向终端方向安装。
⑹当弯角的数值小于15度,且弯头弧长为0时,表示管子切割后对接(钢管)。
2.数控程序这二行数据用于数控弯管机,将在第九章“管子加工”中介绍。
3.支管和附件安装信息
数控程序下面的几行为支管和附件安装信息,可以填写不同的附件。
⑴名称附件的名称或代号。
EDA—PIPE表示支管;
SOCKET表示管座;
STOP表示止动器;
X—BEARERX支架。
⑵标准图号指支管连接法兰及附件的标准图号。
⑶通径、材质和压力仅指支管法兰的相关参数,其余附件为空白。
⑷边指附件所在的主管的管段序号,编号从始端依次排序。
⑸距离即主管与支管(或其他附件)的交点到主管基准点之间距离。
所谓基准点即附件所在主管的端点,除附件在最后一管段上,它的终点为基准点外,其余均以管段的始点为基准点。
见图7.4.7。
⑹长度对支管表示支管与主管的交点到支管法兰密封面之间的尺寸,其余附件一律以100表示。
⑺方向表示附件安装的方向。
①支管及附件在最后一管段以外的管段上
从附件所在管段的始点看,用支管所在管段及后一管段组成的平面为基准面,支管及支管所在管段组成另一平面,这两个平面的夹角即表示附件的方向。
从基准面起,向支管所在平面转动,顺时针转为“+”,逆时针为“-”。
见图7.4.8(a)和(b)。
②支管及附件在最后一管段上
从附件所在管段的终点看,用支管所在管段及前一管段组成的平面为基准面,支管及支管所在管段组成另一平面,这两个平面的夹角即表示附件的方向。
见图7.4.8(c)。
③支管及附件在直管上时
以始端法兰二只螺孔的平分线为基准线,基准线与支管中心线间的夹角表示它们的方向。
见图7.4.9。
⑻支管法兰螺孔的规定
支管法兰二只螺孔的平分线在支管端点与所在主管管段组成的平面上。
⑼支管与主管的夹角规定一律为90°
。
㈣、工艺信息
工艺信息包括加工流程、弯曲方式、处理信息、涂装信息、检查信息、水压试验、绝缘信息等。
1.加工流程(零件图中未表示出来)
加工流程表示管子的加工工艺路线,用六位代号来表示,举例说明。
例:
P-3SFE
第一个字母P代表管子的种类,分为完成管(P)和调整管(G)两种。
3表示管子加工流水线号,例如1表示DN≤40的管子加工流水线;
2表示100≤DN≤50的管子加工流水线;
3表示DN≥125的管子加工流水线。
SFE表示管子加工路径,根据管子是直管还是弯管、弯管机弯管还是采用定型弯头、有支管还是无支管、连接件是法兰还是其他形式、先焊后弯还是先弯后焊等区分。
一般字母S表示直管;
B表示弯管;
F代表法兰,当F在S、B后面时,表示法兰后装,当F在S、B前面时,表示法兰先装;
最后一个字母A、C、E表示管子所带的附件,A表示支管、管座、止动块等至少有一样,C表示复板一定有,其它可有可无,E表示定型弯头一定有,其它可有可无。
SFE则表示法兰后装的直管,并带有定型弯头。
2.弯曲方式
⑴逆弯沿弯管顺序从左到右进行弯管,称为顺弯;
反之称逆弯。
零件图中此项空白时,表示管子顺弯,有数字1时表示管子逆弯。
⑵弯曲方式表示管子弯曲时的状态及工艺,用数字1~4表示。
1代表管子带两只法兰并采用先焊后弯工艺;
2代表管子仅始端带法兰并采用先焊后弯工艺;
3代表管子仅终端带法兰并采用先焊后弯工艺;
4代表采用先弯后焊工艺。
⑶弯曲半径以管子中心线为基准线的管子弯曲半径。
3.处理、涂装、水压试验、检查、绝缘信息
⑴处理表示管子加工结束后,表面处理的要求。
无处理为空白;
镀锌为字母M;
酸洗为字母N;
磷化为字母R;
镀铬为字母K;
涂塑为字母L;
喷砂为字母SB。
⑵涂装不涂装为空白;
有涂装要求时用数字或字母表示,可以自行规定。
⑶水压验收表示水压试验的压力,以字母K或P表示kg/cm²
例如5K表示水压试验压力为5kg/cm²
如果该管子的水压试验需船级社验收,则再加字母S。
⑷检查对于重要的管子,加工全部完成后对焊接部位需进行检查。
检查分为磁性探伤和X射线检查两种,分别用字母NS(磁性探伤)和XR(X射线)表示。
⑸绝缘表示管子是否要绝缘及绝缘的种类和厚度,用数字来表示。
1~4表示用玻璃棉绝缘,它们的绝缘厚度分别为10、25、30、35mm;
5~8表示用陶瓷棉绝缘,它们的绝缘厚度分别为20、25、30、40mm;
9表示用带铝箔玻璃布或帆布二层进行绝缘。
㈤、通舱件信息
通舱件信息包括复板标准、复板安装信息等。
数值零件图内管子的复板只适用于单联复板。
1.复板材料用材料代号表示复板材料。
例如A3、ZCA、ZC等。
2.复板外径和厚度表示复板的外径和厚度,单位为mm。
3.边指复板所在主管的边的序号,与支管及管附件信息中“边”的含义一样。
4.L1和L2表示复板与所在边的两端点的距离。
L1不包括复板的厚度。
5.θ角表示复板与管子之间的夹角,有以下几种情况。
⑴复板在直管的场合
以水平面为基准面,管子两端法兰螺孔角位置与零件图一致,复板与水平面相互垂直,复板与管子的交点为O,管子的始端为P1,终端为P2,复板平面与水平面交线为L1L2,且L1在上方时,则∠P1OL1即为θ角。
见图7.4.10(a)。
⑵复板在弯管上除最后一段外的任何管段上
以复板所在管段及相邻后续管段组成的一平面,复板所在平面与基准面的交线为L1L2,L1L2与管段的交点为O,且L1在二管段组成的三角形内,若复板所在管段的始点为Pn,则∠PnOL1即为θ角。
见图7.4.10(b)。
⑶复板在弯管最后一管段上
以最后二管段组成的一平面,复板所在平面与基准面的交线为L1L2,L1L2与管段的交点为O,且L1在二管段组成的三角形内,若复板所在管段的始点为Pn,则∠PnOL1即为θ角。
见图7.4.10(c)。
㈥、其他
1.复板信息下面的两行用于主管加工完成后管子尺寸、角度的检验,简单叙述如下。
⑴L1~L4依次表示管段的长度。
⑵CO表示各弯曲角的成形角度数,角度正负值的确定方法为,沿前一管段的方向看弯曲部分,其中一管段位于右侧时为正,位于左侧为负,处于90°
及270°
位置时,若CO为90°
,则为正,其余均为负。
⑶H表示第三管段终端距前二管段所在平面的距离。
第三管段在前二管段所在平面上方时H为正,在下方时为负。
第二个平面应转到与前一个平面成180°
时确定H的正负。
⑷θ表示第三管段与前二管段所在平面的交角。
⑸D为过渡尺寸,即表示定伸弯、直角别弯等弯曲管的开档尺寸。
2.说明栏
说明栏的内容要比零件图中其他的内容优先。
主要有:
⑴表示内容
为数值零件图的代号或数据不能表示的内容,在此栏中打印出来作为补充。
用《NOTICE》记号表示,此标记以上的内容不属说明范围。
①管接头方面
——带订货编号的特殊的法兰、弯管、套管等;
——在支管或异径接头上的法兰属于非标产品。
②形状方面
——支管法兰孔不正;
——管端形状特殊,如扩喇叭口、管端缩颈、加螺纹、开孔等。
③加工条件方面
——如需热弯、法兰仅定位焊等。
⑵表示符号
表示符号的种类十分多,但按大类分共有三类:
位置符号、附件符号和加工条件符号。
这儿就不详细介绍了。
⑶举例
1BRANCHSLEEVECOM—WELD63*5.5*60*1
表示第一只支管,套管连接,常规焊接规格为Ф635.5、长度60mm套管1只。
ENDHOPPERCOM—WELDV596HD122—00*1
表示终端安装1只标准号为V596HD122—00的落水口,采用常规焊接。
3.镀锌标记
属于不同船舶的镀锌管子所挂的标记也不同,以免几条船的管子同时送镀锌后无法分别。
方法是在每一根管子上挂一块用薄铁皮制作的标牌,不同的船舶采用不同的形状。
标记尽可能简单,例如圆形、正方形、矩形、三角形、半圆形、梯形、平等四边形等。
4.管子数值零件图无法表示的管子
由于受各种限制,管子数值零件图还不能表示所有的管子零件,对于这些管子可以采用以下两种方法:
⑴使用数值零件图,在说明栏中记上“按照草图”,再在输出的数值零件图上添绘草图。
⑵直接使用手工零件图进行绘制。
数值零件图不能表示的管子主要有:
4只或4只弯头以上的管子;
管子中间装有零件(例如三通管)的管子;
标准弯曲半径以外的管子;
热弯的管子;
切割连接的管子,即虾壳弯成型管子;
异径接头在管子中间、连续安装二只异径接头、安装偏心异径接头的管子;
非标定型弯头、不同形式定型弯头组合、带颈弯头方向不符合规定的管子;
支管上带落水口的管子;
法兰螺孔不符合标准的管子;
带有除与主管垂直的直支管以下的支管,例如弯曲支管、倾斜支管、带支管的支管、带加强筋的支管、盲板上带支管、支管位于主管弯曲部分等。
支管数超过4只时;
倾斜管座、盲板上带管座、支管上安装管座、带喷嘴或带5个以上管座时。
三、TRIBON系统输出的管子零件图
KCS公司的TRIBON系统M2版本的管子零件图采用双线的三视图和轴测立体图相结合的方法来表示管子的形状,使用该图的施工人员对于管子的形状能一目了然,并且包含有足够的加工、安装、管理的信息。
能由该系统直接输出,不必象52版本那样,必须转换到另一个系统后再输出。
比数值管子零件图具有更多的优点。
图7.4.11为典型的TRIBON
图7.4.11TRIBON系统输出的管子零件图
系统输出的管子零件图。
由于零件图的标题栏均为中文,所以容易理解,而大部分代号仍沿用原来的编码系统,所以这儿仅对部分内容做一些介绍。
㈠表头
表头由件号、数量/长度、单位、规格及数量、长度和材料号组成。
1.件号表示组成此管子的部件的件号。
当管子采用弯管机进行弯曲时,整根管子用一个件号,中间凡是装有管附件时,件号分开。
图7.4.11由11个部件组成,其中主管有两只弯头,三段直管和两只法兰组成;
支管由一只弯头、二段直管和一只法兰组成,故共有11个部件装配而成。
2.数量/长度当部件是管子时,表示管子的长度;
当部件是附件时,表示附件的数量。
3.单位当部件是管子时,表示管子长度的单位(mm);
当部件是附件时,表示附件的数量单位,图中的PCS表示“件”;
4.规格及标准当部件是管子时,表示管子的材料、外径壁厚和通径;
当部件是附件时,表示附件的标准号(图号)、标准(附件)的名称、附件的形式、附件的压力级和通径等,图7.4.11中附件6的法兰标准号为H&
Z524040-2004,法兰形式为搭焊钢法兰,压力级为1.0MPa、通径为DN400;
件号7为1.5D的定型弯头,材料为ST20(20#钢),标准号为HST20BL(其中HST表示船装部分的管子标准,机装用JST表示;
20表示材料;
B表示管子壁厚等级;
L表示长弯头,即R等于1.5D,用字母S代替L时,表示短弯头,即R等于1D),此为制造厂的标准号。
B30表示30°
的弯头。
规格为42610。
5.长度当部件是管子、三通和异径接头时,表示它们的长度;
当部件是法兰时,表示法兰与管子间的端距;
当部件是弯头时,表示弯头切线的总长;
6.材料号当部件是管子时,前三个字母HST表示船装部分的管子标准,JST表示机装部分的管子标准;
后面的数字表牌号,例如20即20#钢,最后一个字母表示管子的壁厚等级,如B表示为B级管。
当部件为其它附件时,为附件材料的牌号和标准号,如25GB/T699,表示材料的标准号为GB/T699(普通碳素钢),25#钢。
㈡图面
1.视图
TRIBON系统的零件图图面由双线管子的三视图及立体轴测图组成。
其尺寸标注方法同手工零件图。
轴测图上标注有每个部件的件号(数字)、弯头代号(仅采用弯管机弯曲时有,由字母P和数字组成)及“点位”号(主管两端的代号)C1和C2,供表示主管两端的坐标尺寸用。
2.管子节点坐标
图面的右侧为管子的节点坐标。
正视图中左右为Y轴,向右为正方向;
高低为Z轴,向上为正方向;
图纸的前后为X轴,向前为正方向。
第一行前面的数字表示以此管段的端点或连接件为坐标的原点;
后面如在坐标行前出现字母B表示支管的坐标,B下面的数字表示相应支管的件号。
例如图7.4.11中第一行前的6表示以法兰6的密封平面为坐标的原点,以下为主管各节点的坐标值,以字母B开始的坐标为支管的坐标值,以支管(件号10)与主管的交点为坐标原点。
㈢零件图下表的信息
1.装配信息
装配包括零件号、法兰转角、支管夹角、支管转角、标记及形式、点位、附件坐标。
⑴零件号即表头中的件号,也就是相应部件号。
⑵法兰转角根据“标记及形式”栏指定的参考面来决定该法兰的转角。
从该法兰端看,以参考面为基准面,逆时针转为正,顺时针转为负。
见图7.4.12。
如果该栏中填有“CUT”字样,表示弯管后需二次切割,后面的数字表示切割后剩余的长度。
如果该栏中填有“MITRE”字样,则表示为拼接弯头(虾壳弯)。
⑶支管夹角部件为支管时,表示支管与主管的夹角。
部件为弯头时,表示弯头的成形角。
⑷支管转角部件为支管时,表示支管与主管所在平面与参考平面间的夹角。
部件为弯头时,表示弯头所在平面与参考面之间的夹角。
正负判断同法兰转角。
⑸标记和形式
①当表示参考平面时,有以下几种情况
BPx表示由部件号为x的弯管所构成的参考面。
Ex表示由部件号为x的定型弯头所构成的参考面。
BSx表示由部件号为x的支管所构成的参考面。
x表示由部件号为x的法兰所构成的参考面。
MPx表示由部件号为x的拼接管所构成的参考面。
②该栏第二个冒号后的代号
SDL表示支管与主管间为一般的鞍状连接。
DRL表示支管与主管间为钻孔连接。
举例,见图7.4.11中的数据为
49015E8:
:
SDL
60E7:
 升级会员
升级会员 