轴承座加工工艺过程及工序卡Word文档格式.docx
《轴承座加工工艺过程及工序卡Word文档格式.docx》由会员分享,可在线阅读,更多相关《轴承座加工工艺过程及工序卡Word文档格式.docx(24页珍藏版)》请在冰豆网上搜索。
准终
单件
01
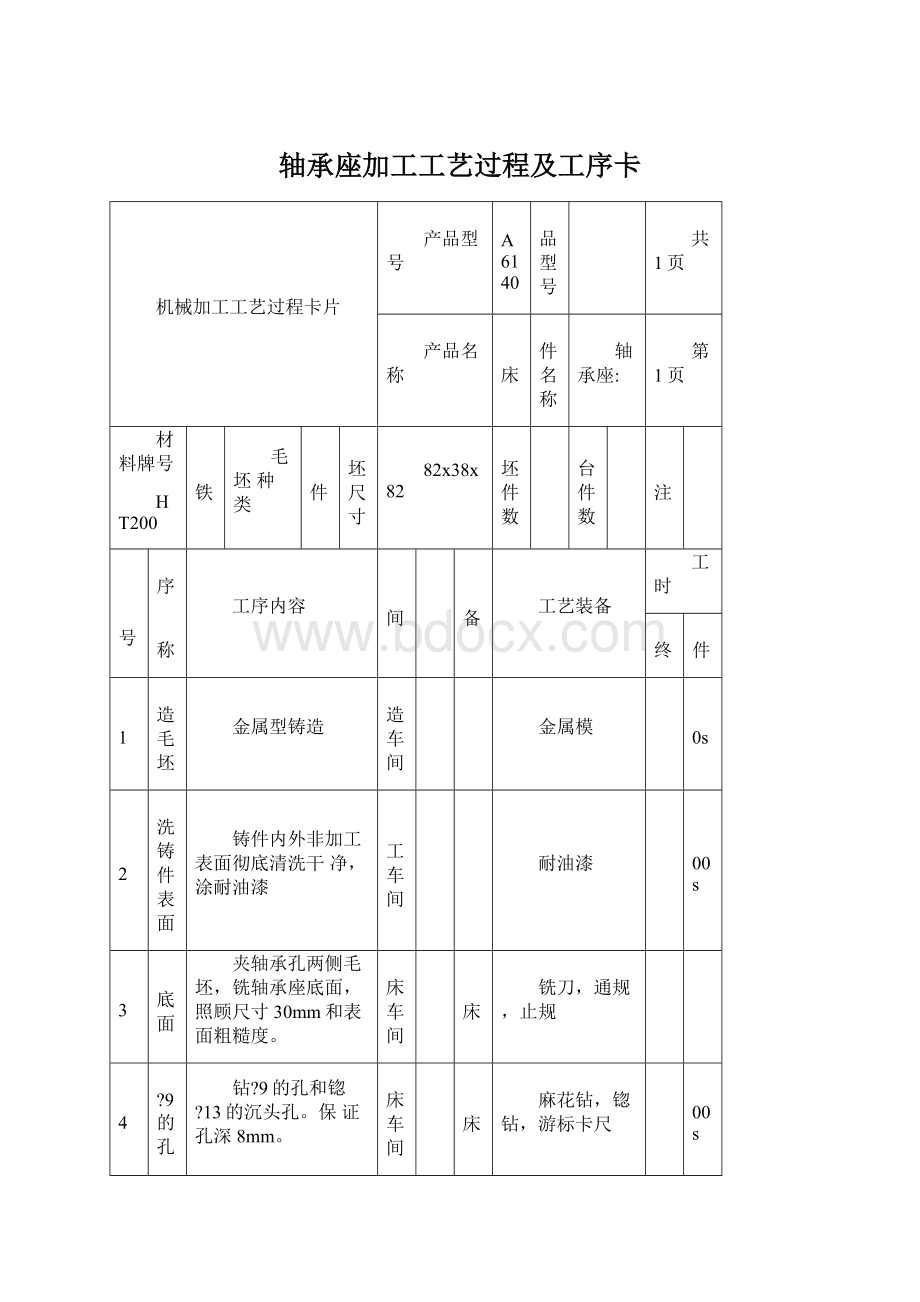
铸造毛坯
金属型铸造
铸造车间
金属模
60s
02
清洗铸件表面
铸件内外非加工表面彻底清洗干净,涂耐油漆
钳工车间
耐油漆
100s
03
铣底面
夹轴承孔两侧毛坯,铣轴承座底面,照顾尺寸30mm和表面粗糙度。
铣床车间
铣床
铣刀,通规,止规
04
钻?
9的孔
和锪?
13
9的孔和锪?
13的沉头孔。
保证孔深8mm。
钻床车间
钻床
麻花钻,锪钻,游标卡尺
200s
05
铣底座上面及侧面
以已加工底面和沉头孔定位基准,在轴孔处压紧,铣主视图上平面及轴承孔左、右侧面42mm。
铣刀,游标卡尺
06
刨槽
刨2m×
1mm槽,照顾底面厚度
15mm。
刨床车间
刨床
专用夹具、刨刀
07
铣底座四侧面
夹44mm两侧面,以底面找正,铣底座的前后端面及左右侧面,保证尺寸38mm和82mm。
设计(日期)
2011-12-17
审核(日期)
会签(日期)
标记
处数
更改文件
签字
日期
标记
更改文件号
工序名称
08
8mm销
孔
钻?
8mm的销孔,保证孔的尺寸及公差。
麻花钻
09
6的油孔
6的油孔
10
4油孔
4油孔,保证与?
6的油孔相通。
钻验车间
11
车?
30,
?
35
以底面及沉头孔定位,在未加工的圆柱表面夹紧。
车?
30mm、?
35mm孑L、倒角1×
45°
,保证?
30mm中心至上平面距离15及
30mm的表面粗糙度0.8。
车床车间
车床
车刀,镗刀,游标卡尺
12
去毛刺
钳工台去毛刺
终检
尺寸公差的检测
!
■
4:
<
f⅛∣I
PIIk
■}.1勺I_I
*
∙∙J-J"
「;
I
/Ju||
^B~1f⅛~⅛^⅛^⅛E■■■亠d■亠・」
生产类型零件名称零件重量
材
牌号
中批生产
轴承座
工序号
零件号
1.0kg
料
硬度
HB170~241
同时加工零件数
重
夹具和辅助工具
序
步
工步说明
刀
具
/、
-≡.量
走刀长度
(mrh
走刀次数
切削深度
(mm)
进给量
(mm/n)
主轴转速
(r/min)
切削速度
(mm/m
in)
基本工时
游标卡尺
备
设
名
称
型号
机械加工工序卡片
生产类型
西安工业大学
夹具辅助工具
零件重量
材牌号
料硬度
同时加工零件数毛坯
型式
铸件
(mm
(mm/r)
主轴转速
(r/min)
(m/min)
基本工时
min
1.铸件内外非加工表面彻底清洗干净
2.涂耐油漆
4
•
I
H=7=A=JU=U-
1.夹轴承孔两侧
毛坯,
2.铣轴承座底面,照顾尺寸
30mm和表面粗糙度。
铣刀
42
零件名称零件重量材
设备
立式钻床
走刀
次数
12
粗精
同时加工零件数毛
重量
Z535
专用
夹具
切削
深度
(mm∕r)
主轴转
速
(r/mi
n)
速度
(m∕mi
21
基本
11.钻?
22.锪?
保证孔
麻化钻
锪钻
零件名称零件重量材—牌号
设名称
走刀走刀长度次数
齿升
量
(mm∕z)
(m∕min)
CS
1以已加工底面和沉头孔定
位基准,在轴孔处压紧,铣主视图底座上平面及轴承孔左、右侧面44mm。
^^料
立式铳床
X51
同时加工零件数,毛坯
辅助工具
(mm∕m
专用夹具
B635
毛
坯
工工
序步工步说明
刨1mm*1m槽
照顾底面厚度15mm。
IIRJ
:
II
IIIl
II
丄
毛坯
夹轴承孔两侧面,以底面找正,铣底座的前后面及左右侧面,保证尺寸
38mm和82mm
游标卡尺
8
前2后2左2右2
粗铣2精铣1
0.14
235
92.3
0.3
铳床
长度
1钻?
8mm的销孔,保证孔的尺寸及公差。
Oo
5
15
0.25
630
16.5
0.2
4的油孔,保证与?
6的油孔相通。
500
H«
1^:
以底面及沉头孔定位,在未加工的圆柱表面夹紧。
采用弯板式专用夹具装
夹工件,车?
30mm、镗?
35mm孔、倒角1>
45°
,保证?
30mm中心至上平面距离15及?
30mm的表面粗糙度0.8。
车刀,镗刀
车:
3
镗:
CA64140
粗2
精0.5
粗:
精:
0.0.04
2500
87.9
1.2
.TH
.∙,im<
i-.i-j
⅛√Lηι-.∙l
钳工台
湖南工学院
机械设计制造极其自动化专业
4L-1
/
Flwi■咄■
Z站H⅛.M∙Γ1
JJMk
号
总检入库
 升级会员
升级会员 