工艺过程卡与工序卡副本Word文件下载.docx
《工艺过程卡与工序卡副本Word文件下载.docx》由会员分享,可在线阅读,更多相关《工艺过程卡与工序卡副本Word文件下载.docx(18页珍藏版)》请在冰豆网上搜索。
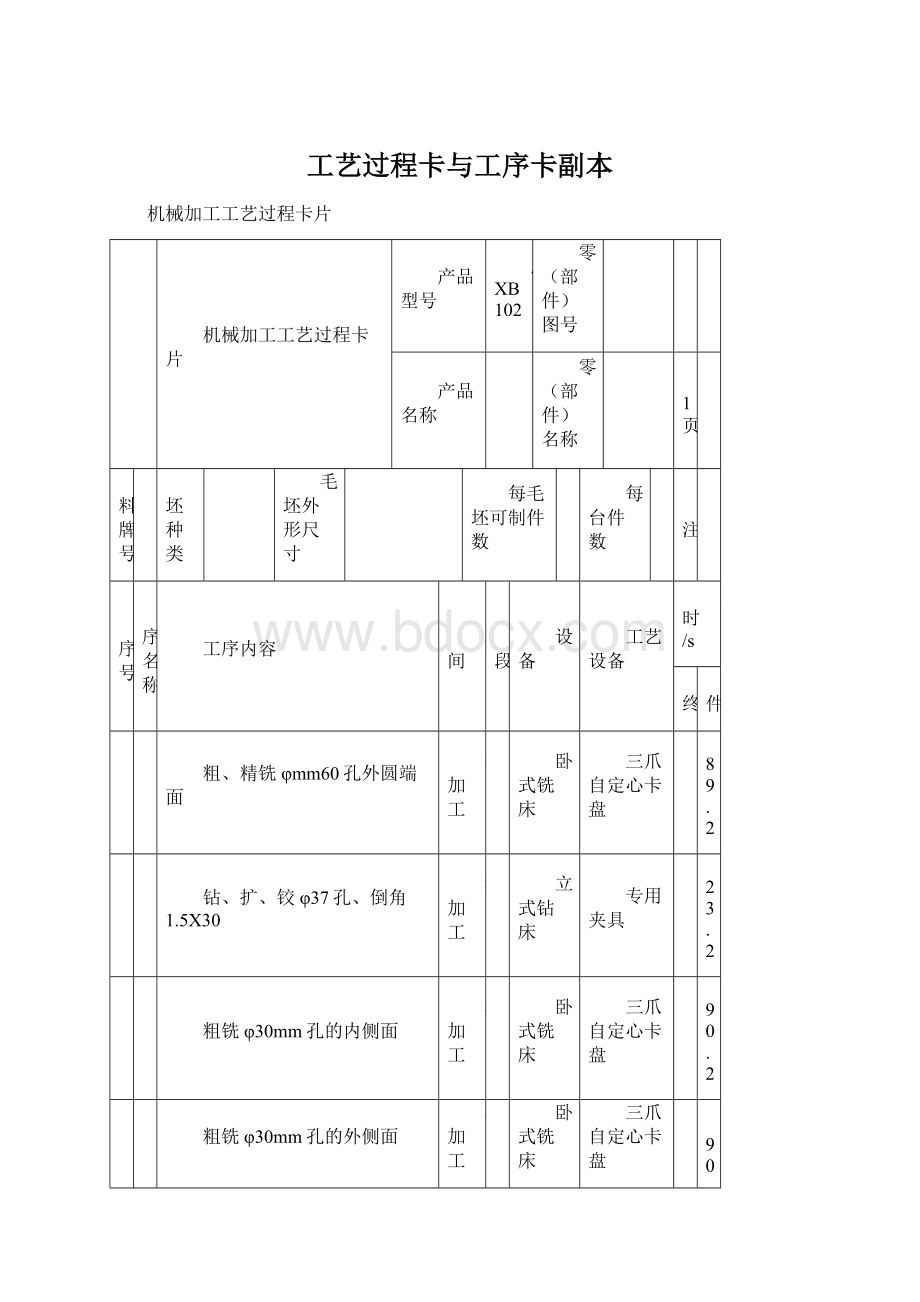
工序名称
工序内容
车间
工段
设备
工艺设备
工时/s
准终
单件
粗、精铣φmm60孔外圆端面
机加工
卧式铣床
三爪自定心卡盘
289.2
2
钻、扩、铰φ37孔、倒角1.5X30
立式钻床
专用夹具
223.2
3
粗铣φ30mm孔的内侧面
190.2
4
粗铣φ30mm孔的外侧面
190.8
5
钻、扩、铰φ30孔
159.6
6
钻、扩φ10.5孔
61.8
7
粗铣宽度为4的开口槽
57.6
8
去毛刺
钳工台去毛刺,攻丝,加工倒角
钳工台、铁刷、砂纸
40
9
终检
按零件图样要求全面检查
量具:
、卡尺、塞规
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
机械加工工序卡片
后钢板弹簧吊耳
共7页
第1页
工序名
35钢
设备名称
设备型号
设备编号
同时加工
X6120
夹具编号
夹具名称
切削液
锻件
工位器具编号
工位器具名称
工序工时/s
工步号
工步内容
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
切削深度
/mm
进给次数
工步工时/s
机动
辅助
粗铣
高速钢圆柱形铣刀
169
0.08
2.3
0.51
精铣
210
30
0.06
1.46
第2页
Z525
/m﹒min-1
钻φ35mm孔
麻花钻
233
24
0.45
1.25
0.94
0.54
扩φ35mm孔
扩孔钻
174
19
0.72
1.5
0.66
铰φ35mm孔
铰刀
72
9.1
1.2
0.15
1.16
第3页
粗铣φ30mm孔的内侧
26.5
第4页
第5页
工步工时/min
钻φ28孔
麻花钻、
20.4
0.32
0.86
扩φ29.8孔
21.8
0.6
0.40
铰φ30孔
96
9.9
0.125
0.82
倒角1X45
90度锪钻
手动
第6页
钻φ9孔
772
0.20
0.85
0.38
扩φ10.5孔
25.4
0.4
第7页
锻件
高速钢锯片铣刀
118
28.8
0.05
2.2
0.44
0.41
共页
第页
走刀长度
 升级会员
升级会员 