设备故障的振动识别方法与实例下Word格式文档下载.docx
《设备故障的振动识别方法与实例下Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《设备故障的振动识别方法与实例下Word格式文档下载.docx(44页珍藏版)》请在冰豆网上搜索。
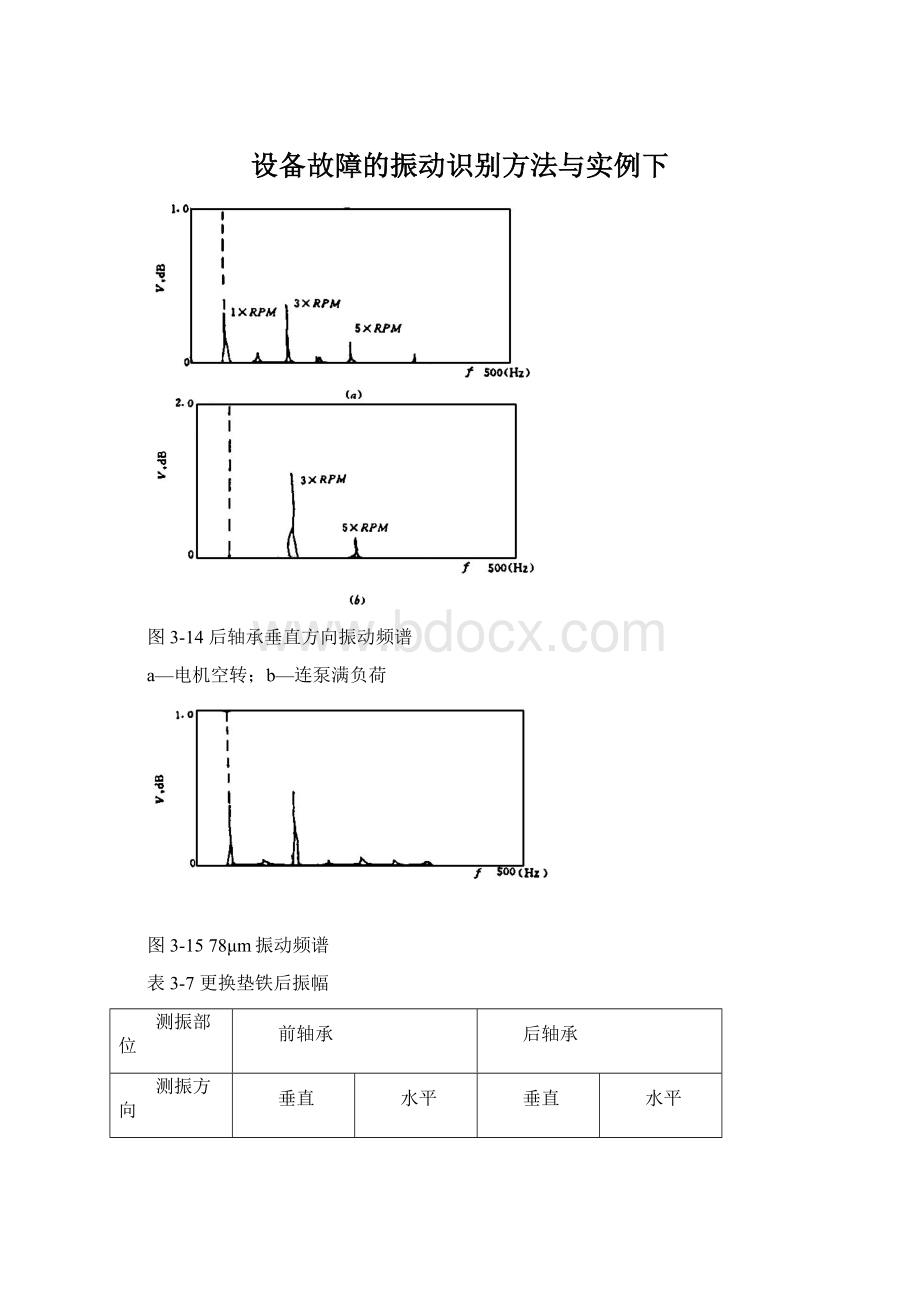
据此,诊断为支承部件松动。
(3)验证
经检查,发现后轴承座一侧的两个地脚螺栓螺母与轴承座无紧力,且有间隙,原因是预留膨胀间隙过大。
把两个螺母略带紧力后,振幅随即明显下降,由原来的85μm降为27μm,其余各点振幅也随着下降。
此时,机组平稳运行,并网发电。
图3-16汽轮机后轴承水平方向振动波形和频谱
3.4转子或轴裂纹
大功率发电机组超寿命运行,有时转子或轴上会出现裂纹,及时确定裂纹的存在,可防止突然断裂的灾难性事故。
3.4.1频谱和波形特征
(1)1×
RPM、2×
RPM分量随时间进展而逐渐增大,特别是2×
RPM分量,它随裂纹深度的增加而明显增大。
这是转子或轴存在裂纹的重要特征。
(2)在转速等于1/2倍或1/3倍一阶临界转速时,由于二次或三次谐波发生共振,频谱中2×
RPM或3×
RPM分量的幅值急剧增大。
这是转子或轴存在裂纹的又一特征。
3.4.2仪器设置
(1)最高分析频率:
低转速:
200Hz。
高转速:
400Hz;
(2)频谱,波形,速度或加速度显示。
3.4.3诊断
(1)转子或轴裂纹日渐扩展和加深,使1×
RPM分量的幅值随时间而稳定地增长,这是存在裂纹与其他产生1×
RPM分量的故障之间最大的区别。
应在对转子1×
RPM分量进行长期状态监测的基础上进行趋势分析,当确认上述二分量的幅值随时间呈稳定增长趋势时,可能存在转子或轴裂纹。
(2)在升速或降速过程中,当转速通过1/2倍一阶临界转速时,2×
RPM分量由于共振而对裂纹非常敏感,其幅值会发生显著变化。
同理,转速通过1/3倍一阶临界转速时,3×
RPM分量的幅值也会发生显著变化。
因此,应当监测2×
RPM和3×
RPM分量随转速的变化。
当确认转速等于1/2或1/3倍一阶临界转速而2×
RPM分量显著改变时,可能存在转子或轴裂纹。
实验裂纹转子的振动特性及诊断
(l)实验情况
实验装置如图3-17所示。
为了消除非振动因素影响,在测点1和测点2分别相对地安装两个电涡流位移传感器。
改变裂纹深度,测得1×
RPM分量的变化趋势如图3-18所示。
由图可知,1×
RPM和2×
RPM分量均随裂纹深度的增大而稳步增长,尤以2×
RPM分量变化为大。
改变裂纹深度和转速,使转速通过1/2倍一阶临界转速点,得到裂纹转子的三维谱图(图3-19)。
由图可知,当转速等于1/2倍一阶临界转速时,裂纹使2×
RPM分量出现共振,振幅在共振点增大。
当裂纹加深时,2×
RPM共振幅值显著增大,且与最大幅值对应的转速值下降。
图3-17裂纹转子试验装置
图3-18振动随裂纹深度的变化
a—1×
RPM分量;
b—2×
RPM分量
图3-19裂纹转子三维谱
(2)结论
实验证实,裂纹转子的振动特性与裂纹深度有密切关系,可据此进行监测和诊断。
实例合成气压缩机轴裂纹
澳大利亚一氨厂的关键设备合成气离心式压缩机,由13239kW反动式蒸汽透平驱动,增速箱增速。
机组上各测点装有BN7200系列电涡流轴位移传感器。
1991年10月在例行监测中发现,增速箱输入轴测点垂直和水平方向的1×
RPM振动幅值有一定程度增大,其中垂直方向的变化最明显。
因此,在停车前一周内密切注意监测,包括监测2×
RPM振动幅度。
停车前几个小时的1×
RPM振动幅值随时间的变化如图3-20所示。
由图可见,两个半小时内1×
RPM幅值由20.3μm增加到50.8μm。
这时,从图3-21上可以看到,2×
RPM振动幅值突然增大到25.4μm。
图3-20垂直方向1×
RPM振动幅值随时间的变化
图3-21垂直方向2×
根据上述情况,分析并排除了其他可能的因素,最终诊断为转轴出现裂纹,并且正在迅速扩展。
遂决定立即停车。
停车后,重点检查透平与增速箱之间的联轴器。
透平端半联轴器拆卸后,发现装配半联轴器的锥体轴段上有裂纹,从键槽开始沿轴段横向扩展,深约55mm,周向长约135mm,肉眼可见。
正是由于此裂纹的出现和逐渐扩展,才造成了1×
RPM和2×
RPM振动幅值的异常变化。
检修中更换了新的齿轮箱输入轴,避免了因裂纹进一步扩展而引起断轴的恶性事故。
由于缩小了检修范围,节省了维修时间,整个氨厂在不到四天的时间里就恢复了生产。
3.5滚动轴承
3.5.1故障原因
滚动轴承的早期故障是滚子和滚道剥落、凹痕、破裂、腐蚀和杂物嵌入。
产生原因包括搬运粗心、安装不当、不对中、轴承倾斜、轴承选用不正确、润滑不足或密封失效、负载不合适以及制造缺陷。
3.5.2频谱和波形特征(图3-22)
图3-22滚动轴承频谱
(1)径向振动在轴承故障特征频率(见下面说明部分)及其低倍频处有峰。
若有多个同类故障(内滚道、外滚道、滚子……),则在故障特征频率的低倍频处有较大的峰。
(2)内滚道故障特征频率处有边带,边带间隔为1×
RPM。
(3)滚动体故障特征频率处有边带,边带间隔为保持架故障特征频率。
(4)在加速度频谱的中高频区域若有峰群突然生出(图3-23),表明有疲劳故障。
(5)径向振动时域波形有重复冲击迹象(有轴向负载时,轴向振动波形与径向相同),或者其波峰系数(见说明部分)大于5,表明故障产生了高频冲击现象。
图3-23轴承疲劳时的加速度频谱
a—正常轴承;
b—外圈疲劳;
c—钢球疲劳;
d—内圈疲劳
3.5.3仪器设置
1000Hz
(2)频谱、波形、加速度显示。
在比较低频部分和高频部分的振动有效值时,分析频率应分别设置为1000Hz和10000Hz。
测量波峰系数时,分析频率应设置为10000Hz。
3.5.4诊断
(1)频域
①确认故障特征频率处有峰,表明存在该种故障,若还有明显的倍频成分,表明故障严重。
②确认内滚道特征频率处不但有峰,还有间隔为1×
RPM的边频,表明有内滚道故障。
③确认滚子特征频率处不但有峰,还有边频,表明有滚子故障。
④确认高频区域有峰群出现,表明轴承有疲劳故障。
⑤若轴向有负载,则可注意轴向滚动。
与径向振动有类似特征。
(2)时域
可能有重复冲击现象,但很小。
重复效率等于故障特征频率。
3.5.5说明
(1)轴承故障特征频率如下:
a.内环滚动,外环静止(最常见情形):
1RdR
保持架fc=--1--cosα≈0.4-;
260D60
NRdR
外滚道fo=--1--cosα≈0.4N-;
260D60
内滚道fi=--1--cosα≈0.6N-;
1RDd2
滚子fb=---1--cosα
260dD
R
≈0.23N-,(N<
10)
60
≈0.18N-,(N>
10)。
式中R——转速(RPM);
d——滚子直径;
D——节园直径;
α——接触角;
N——滚子数。
b.外环滚动,内环静止:
保持架fc=--1+-cosα≈0.6-;
(2)波峰系数Fc=峰值/有效值,轴承使用初期状态正常时,Fc≈5;
局部故障产生并逐步发展时,Fc>
5,此阶段有冲击现象,Fc最大可达到10。
此后故障达到严重程度,有效值增大而Fc减小,轴承到了应更换的时候。
实例1压缩机轴承损伤
某初轧厂有三台同样规格的螺杆式压缩机,转速1480r/min,其中,3号机噪音特别响(图3-4)。
用测振仪测得振动加速度值如表3-9。
表3-9三台压缩机振动加速度数据
参数
测点
设备
平均值(G)
峰值(G)
①H
②H
④H
1号机
1.3
1.9
1.8
5.1~8.8
12~18
7.3~13
2号机
0.58
1.0
0.67
3.3
2.7
3号机
超4.4
2.2
超40
16
8.7~13
图3-24压缩机及测点示意图
1—电机;
2—阴螺杆;
3—阳螺杆
(2)诊断:
由表3-9可知,3号机测点①处振动大,比1号机和2号机相同部位大得多,初步估计测点①处轴承有问题。
对测点①振动波形的包络信号作功率谱分析(图3-25),分析频率500Hz,400谱线,功率谱。
计算该测点轴承特征频率(R=1480r/min,D=122.5mm,d=22mm,N=11,α=10°
)为:
图3-253号机①H振动频谱
外滚道:
108.75Hz;
内滚道:
162.8Hz;
保持架:
9.9Hz;
滚子:
48.8Hz。
对照频谱可知,108.75Hz是轴承外滚道上有一点损伤时的振动频率,它的2、3、4倍频分别为217.5Hz、326Hz、435Hz。
另外,188.75Hz是内滚道有一点损伤时的振动频率与转轴频率之和(调制)。
作为对比,2号机①H处频谱(图3-26)上几乎没有较大峰值。
由此,诊断结论为:
3号机测点①处轴承有严重损伤,没尽快检修。
五天后拆开检修,发现该轴承外滚道、内滚道、钢球均已大面积剥落,损伤已达非常危险的程度。
本例证明,在同一轴承(齿轮也类似)上有多个同类故障(内滚道、外滚道、滚子、齿上……)时,除位于其特征频率处有峰外,还在特征频率的n倍频成分(n为正整数)处有较大峰值。
它表明损伤程度比只有一处损伤时严重得多。
图3-262号机①H振动频谱
实例2煤气排送机故障
某厂煤气排送机由电机带动(图3-27),监测中发现风机振动超标。
图3-27风机示意图
对风机两端振动进行频谱分析(图3-28),发现振动峰值频率为50.8Hz,停机两天后重新开动时,上述峰值更大。
其他峰值还有:
238.2Hz,1425Hz,2148Hz,2382Hz。
据此,分析
图3-28风机的振动频谱
如下:
①50.80Hz峰值产生原因
频谱分析仪的分析频率设置为0~1kHz,频率分辨率为3.9Hz,因此,中心频率50.8Hz的实际频率范围为48.8~52.7Hz。
根据计算,叶轮旋转频率fo=49.5Hz,故知50.8Hz正是叶轮旋转频。
此处峰值突出,可能因为转子不平衡或风机与电机的同轴度不好。
但因2×
49.5Hz峰值不大,又无较大的轴向振动,可排除不对中的可能。
所以诊断为风机转子不平衡。
停机两天后峰值加大可能由于无煤气通过时温度下降,煤焦油凝固在原本就不平衡的转子偏重一侧所致。
②238.2Hz等峰值产生原因
238.2Hz的实际频率范围是236.2~240.2Hz,根据计算,风机轴承外滚道特征频率为235.97Hz,由于轴承尺寸频率测算和振动测试都有一定误差,可以断定238.2Hz峰值表明轴承外滚道有缺陷。
又因238.2×
6=1429,238.2×
9=2143.8,238.2×
10=2382,表明外滚道损伤比较严重,同类缺陷增多。
①拆修时发现叶片上有煤焦油凝固,证实风机转子存在不平衡;
②发现风机轴承外滚道确实存在较严重缺陷,其中一个轴承一侧出现剥离,另一侧出现10个凹坑。
滚动体出现麻点,保持架已经断裂。
可以设想,外圈出现一个凹坑,产生238.2Hz峰值,随着时间延长,凹坑使滚动体产生点蚀(麻点),这又加剧了滚子与保持架摩擦,造成保持架断裂。
外滚道凹坑的增多,使出现了1425Hz、2148Hz及2382Hz等峰值。
实例3挖土机滚动轴承损坏
某矿业公司为了尽可能早期确认滚动轴承损坏,每隔几个月对所有轴承作一次频谱分析,并将实际频谱与初始频谱进行对比。
结果发现挖土机的一个滚动轴承的高频成分(约1000Hz)明显增大(图3-29)
图3-29某滚动轴承振动频谱
上:
现时频谱;
下:
初始频谱
对照现时频谱与初始频谱,并未发现在轴承故障特征频率处有显著增大,也就是说,实际频谱不象预期的那样。
高频成分是轴承谐振产生的,它表明有疲劳损伤。
在进行下一次维修时,对该轴承作了检查,发现润滑脂已结块,导致滚子与内滚道之间金属直接接触,造成内滚道和一些滚子损坏。
这些损坏并未在故障特征频率处清楚地显示出来,但却产生了高频成分明显增大。
其原因可理解为,滚子通过内滚道损伤部位时,产生明显的撞击,激发出轴承的谐振。
3.6滑动轴承
3.6.1故障原因
滑动轴承可能有多种故障,其中包括间隙过大,油膜涡动和油膜振荡以及摩擦。
造成这些故障的原因是装配不当,润滑不良,负荷欠妥,长久磨损及轴承设计不当。
3.6.2间隙过大(无涡动)
轴与轴承间隙过大,这种情况类似于不对中和机械松动,应注意其区别。
3.6.2.1频谱和波形特征(图3-30)
图3-30滑动轴承间隙过大振动频谱
(1)径向振动较大,特别是垂直方向:
①有稳定的l×
、2×
或3×
②可能有明显的高次谐波分量(4~10)×
(2)可能有较大的轴向振动,特别对于止推轴承:
②可能有较高次谐波分量。
(3)径向和轴向时域波形为稳定的周期波形占优势,每转一圈有1、2或3个峰值。
没有较大的加速度的冲击现象。
若轴向振动与径向振动大小相近,表明问题严重。
3.6.2.2仪器设置
1000Hz。
(2)波形,频谱,速度或加速度显示。
3.6.2.3诊断
(1)确认频谱中有稳定的1×
RPM分量并占优势。
垂直方向比水平方向振动更大。
相对较小的(4~10)倍频成分,但可能仍较显著。
(2)检查轴向振动,可能与径向频谱类似。
若与径向振动大小相近,表明问题严重。
(3)确认时域波形中稳定的周期波形占优势,每转一圈有1、2或3个峰值。
3.6.2.4说明
(l)间隙过大与不对中的区分可根据以下两点:
①间隙过大时垂直方向振动比水平方向更大;
而不对中时垂直与水平方向振动相同;
②间隙过大时(4~10)×
RPM分量较显著,类似于机械松动的现象;
而不对中时高次谐波小。
(2)间隙过大与机械松动的区分可根据以下两点:
①间隙过大时其时域波形为稳定的周期波形占优势,且没有大的冲击现象;
而机械松动时其时域波形较杂乱,有明显的非周期性信号使波形不稳定;
②间隙过大时轴向振动可能较大,特别是止推轴承;
而机械松动时轴向振动较小或正常。
一般应在排除了机械松动的可能性之后再确认间隙过大。
3.6.3油膜涡动和油膜振荡
在轴与轴承间隙太大或机组热态不对中等引起较大振动的情况下,若加之轴承设计不当、润滑不良或由于载荷、转速的突变破坏了正常润滑状态,可能产生油膜涡动。
在此情况下,如果转速高于轴系一阶临界转速的两倍,则涡动可能发展成更危险的油膜振荡。
3.6.3.1频谱、轴心轨迹和波形特征(图3-31,图2-10)
(l)较大的径向振动。
频谱中有明显而稳定的涡动频率分量——(42~48)%×
RPM分量。
可能有高次谐波分量。
(2)轴向振动在涡动频率处的分量较小。
(3)若在一阶临界转速频率处出现显著峰值,则表明已出现油膜振荡。
(4)轴心轨迹呈现双椭圆或紊乱不重合,模拟轴心轨迹呈现内“8”字形。
(5)时域波形中稳定的周期信号占优势,每转一周少于一个峰值,没有较大的加速度冲击。
3.6.3.2仪器设置
200Hz
(2)频谱、轴心轨迹、波形、位移显示。
(3)800谱线(频率分辨率达0.25Hz)。
图3-31滑动轴承油膜涡动或油膜振荡时的频谱、波形
a—频谱;
b—波形
3.6.3.3诊断
(1)确认径向振动频谱中有显著而稳定的(0.42~0.48)×
RPM分量(看起来象是1/2×
RPM分量,须仔细分辨)。
可能有较大的高次谐波分量。
(2)确认轴向振动的涡动频率处分量较小。
(3)观察轴心轨迹呈双椭圆或紊乱不重合,模拟轴心轨迹呈内“8”字形。
(4)确认时域以稳定的周期波形为主,每转一周少于一个峰值。
没有较大的加速度冲击。
3.6.3.4说明
(1)为了区分涡动频率(42%~48%)×
RPM分量与机械松动或轴承摩擦产生的1/2×
RPM分量,须使用高分辨率频谱和峰值标记。
为此,应设置足够大的谱线数、使频率分辨率达到转速的(2~5)%。
如机器转速为7500r/min,分析频率2000Hz,要求分辨率达到2%RPM=7500/60×
2%=2.5Hz,则谱线数N=2000/2.5=800(条)。
若分析分析频率改为1000Hz,则谱线数N=1000/2.5=400(条)。
(2)机器起动过程中,如果达到临界转速时油膜涡动开始出现,则当转速超过临界转速后涡动仍会存在,当转速超过临界转速的两倍时,油膜振荡有可能出现。
一旦出现油膜振荡,振幅急剧增大,即使再提高转速,振幅也不会减小。
(3)涡动频率与轴和轴承间隙有关,间隙增大时涡动频率减小。
摩擦有可能激发涡动。
(4)具有导向轴承的长垂直轴容易发生涡动,部分原因是由于轴上静载小。
由其他液体润滑轴承时也容易出现涡动,例如,具有水润滑导向轴承的垂直提升泵。
3.6.4摩擦
轴颈与轴承表面直接接触就发生磨擦,摩擦可以是间断的或连续的。
引起摩擦的原因是润滑不足,间隙不适当,载荷不正确或其他故障造成的较大振动。
摩擦往往造成轴的反向涡动。
3.6.4.1频谱和波形特征
(1)对于间断性摩擦:
①径向振动较大,有不稳定的1/2、1/3或1/4×
RPM分量,类似于机械松动引起的1/2×
②时域波形中有不稳定的冲击信号占优势,轴每转一圈只有少于一个的峰值;
③轴向振动小。
(2)对于连续摩擦:
①径向振动大(止推轴承除外),高频部分能量较大;
②时域波形中有不稳定的“噪声”信号;
③轴向振动小(对于止推轴承,有摩擦时其轴向振动大于径向振动)。
3.6.4.2仪器设置
①最高分析频率:
200Hz;
②频谱,波形,800谱线。
1000Hz或10000Hz。
3.6.4.3诊断
(l)确认径向振动大(止推轴承除外):
①若频谱中有不稳定的1/2、1/3或1/4×
RPM分量,则可能是间断性摩擦;
②若频谱中高频部分能量大,则可能是连续性摩擦。
(2)若时域波形有不稳定的冲击信号占优势,轴每一转只有少于一个的峰值,则可能是间断性摩擦;
若时域波形中有不稳定的“噪声”信号,则可能是连续性摩擦。
(3)确认轴向振动小(止推轴承的轴向振动大于径向振动)。
3.6.4.4说明
(1)摩擦可激发结构共振,共振频率在高频范围。
由于连续摩擦造成的共振较大,所以其高频能量大。
(2)为了确认连续摩擦时的高频振动能量大,也可在低频10~1000Hz和高频100~10000Hz范围内分别测量其振动有效值并进行比较。
实例1离心压缩机油膜振荡
某炼油厂一台石油气离心压缩机,额定转速7500r/min,1986年7月发现振动突然增大,将转子作低速动平衡后振动仍不减,轴振幅超过180μm。
振动测试框图如图3-32所示。
1#至4#为前后轴承处互成
图3-32离心压缩机测试框图
1—后轴承;
2—压缩机;
3—前轴承;
4—放大器;
5—磁带记录仪;
6—频谱分析仪;
7—示波器
90°
的涡流位移传感器。
由轴振动频谱(图3-33)可知,47Hz分量幅值最大,特别前轴承处,上述分量幅值达174.2μm。
根据压缩机计算出提供的数据,转子一阶临界转速为2964r/min(49.4Hz),与47Hz较接近,而47Hz为转速125Hz(7500r/min)的38%,显示出油膜振荡的迹象。
图3-33轴振动频谱
a—前轴承处,b—后轴承处
为进一步获取确凿依据,作了升降速过程测试,1987年3月9日测得的升速过程三维谱如图3-34所示。
当转速达到额定
图3-34前轴承升速过程三维谱
转速时的振动频谱与图3-31相同,前后轴承振动主峰仍为47Hz分量,说明机组的原有故障在近五个月中基本未变。
由三维谱可知,整个升速过程中转频振幅较小。
当转速升到4260r/min时,开始出现低频分量,此时示波器上轴心轨迹不稳定,转子有失稳现象,低频涡动转速为2160r/min。
此后,随着转速升高,涡动分量不断增大,涡动转速也不断增加。
当转速升至6540r/min时,涡动转速为2760r/min。
上述过程中涡动转速与工作转速之比保持在0.42~0.50之间。
当转速升到7080r/min时,涡动转速升至2820r/min(47Hz)。
工作转速升至7500r/min时,涡动转速仍为2820r/min。
在这一升速过程中,较清楚地看到了故障特征很象油膜振荡,而且在起初阶段出现了半速涡动。
但是,详细计算出的转子一阶临界转速为3500r/min而不是2820r/min。
另一方面,压缩机自1978年投产以来,转子——轴承系统一直工作正常,未发生油膜振荡,为何现在系统稳定性降低了呢?
为了解决这些疑问,又作了进一步的分析和诊断。
首先,停机后的测量数据表明,冷态机组齿轮箱与压缩机相联轴的中心比压缩机前轴承处转子中心高0.025mm,而从热态对中要求考虑,该齿轮箱轴中心应比压缩机转子中心低0.06~0.08mm。
因此,存在热态不对中。
其结果是,压缩机运行
 升级会员
升级会员 