氧化铝厂蒸发器发生应力腐蚀的原因分析与防治中铝长城建设有限文档格式.docx
《氧化铝厂蒸发器发生应力腐蚀的原因分析与防治中铝长城建设有限文档格式.docx》由会员分享,可在线阅读,更多相关《氧化铝厂蒸发器发生应力腐蚀的原因分析与防治中铝长城建设有限文档格式.docx(6页珍藏版)》请在冰豆网上搜索。
有的还引起爆炸、出现灾难性的事故。
可见,对蒸发器发生应力腐蚀断裂的研究和控制是一个十分迫切的问题。
现以长铝公司氧化铝厂1100m2蒸发器发生应力腐蚀现象的原因进行分析、作以说明。
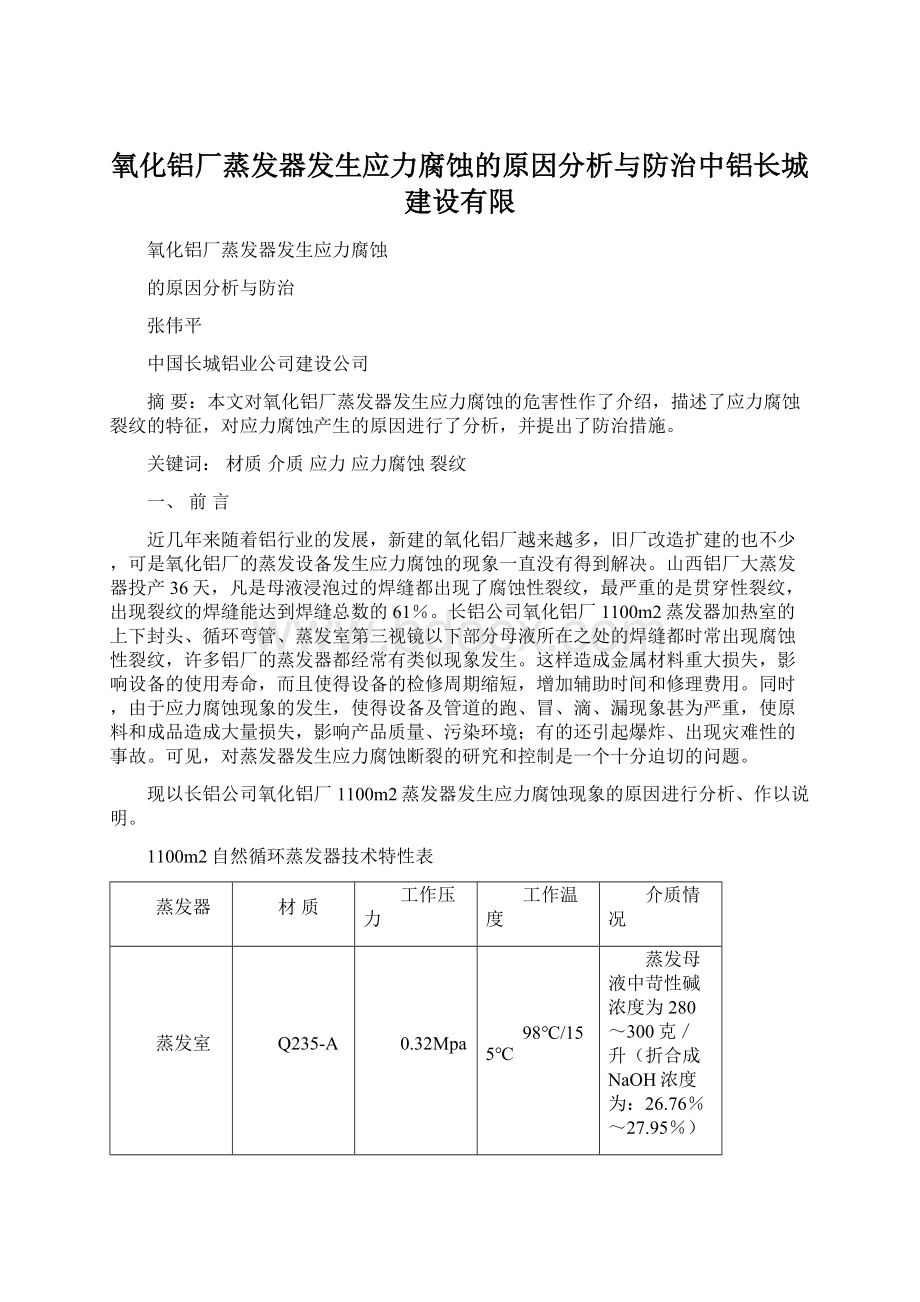
1100m2自然循环蒸发器技术特性表
蒸发器
材质
工作压力
工作温度
介质情况
蒸发室
Q235-A
0.32Mpa
98℃/155℃
蒸发母液中苛性碱浓度为280~300克/升(折合成NaOH浓度为:
26.76%~27.95%)
加热室
20R
0.65Mpa
142℃/250℃
过热蒸汽
二、应力腐蚀裂纹的特征
1、应力腐蚀的基本概念
应力腐蚀是指金属材料在拉应力和腐蚀性介质联合作用下产生的一种腐蚀破坏,其结果使金属材料产生腐蚀裂纹,甚至突然破裂。
化工设备在焊接加工过程中和工作承载过程中都会产生应力,这些应力作用结果引起设备金属材料内部晶格的扭曲,或产生微裂纹,从而降低了这些部位的电极电位,当它们和电解液接触时,这些部位就形成腐蚀微电池的阳极、造成腐蚀,随着腐蚀的进行,裂纹很快扩展,以致产生破裂。
这种由于应力和腐蚀性介质联合作用下产生的腐蚀叫应力破坏腐蚀。
2、应力腐蚀裂纹的特征
应力腐蚀的裂纹有沿晶发展和穿晶发展两种基本途径,宏观上应力腐蚀裂纹基本上垂直于拉伸应力。
氧化铝厂蒸发器的应力腐蚀裂纹在环焊缝的地方呈辐射状;
在直焊缝的地方呈蜈蚣状,均沿垂直于焊缝的方向上连续扩展;
详细情况请看附图(长铝公司氧化铝厂1100m2蒸发器焊缝裂纹的现场拍照)。
深入到金属内部的应力腐蚀裂纹,就如植物根须一样由表面向纵深发展。
应力腐蚀的断口是典型的脆性断口。
一般情况下,低碳钢、低合金高强度钢等大多属沿晶断裂,裂纹大致垂直于拉应力方向,由晶间向纵深发展,这类沿晶断裂在电子显微镜下观察为冰糖状花样。
三、应力腐蚀裂纹产生的原因
1、产生应力腐蚀裂纹的匹配性
金属材料在腐蚀介质与拉应力同时作用下不一定都会发生应力腐蚀,例如碳钢在稀硫酸中即使在拉应力作用下也不会产生应力腐蚀,只会产生极快的均匀腐蚀。
这说明金属在某种介质中是否会产生应力腐蚀具有明显的选择性。
即材质与介质有一定的匹配性,也就是某种材料只在某些介质环境中才产生应力腐蚀裂纹。
氧化铝厂1100m2蒸发器易损部位蒸发室就属于低碳钢,蒸发母液中的苛性碱就是使低碳钢产生应力腐蚀开裂的介质之一。
现将一
些易使常用金属材料产生应力腐蚀开裂的介质列于下表:
金属材料
腐蚀介质
低碳钢
苛性碱溶液、NaOH+Na2SiO3水溶液、硝酸盐水溶液、海水等
低合金钢
NaOH+Na2SiO3水溶液(沸腾)、HNO3水溶液(沸腾)、H2S水溶液、H2SO4+HNO3水溶液、HCN水溶液、NH4CI水溶液、海洋气氛、海水、液氨等
2、蒸发器发生应力腐蚀的机理
应力腐蚀裂纹的产生受材质、腐蚀介质和临界拉应力三个因素制约。
目前,从电化学方面考虑,把应力腐蚀裂纹大体分为两类,即阳极溶解腐蚀(简称APC)和阴极氢脆开裂(简称HEC),多数情况下是两者共存。
它们的腐蚀过程如图
(1)所示。
(a)(b)
图
(1)应力腐蚀裂纹的类型及其形成原理
(a)阳极溶解腐蚀(b)氢脆断裂
在应力作用下,阳极发生金属溶解:
M→M++e
阴极则是氢粒子吸收电子形成氢原子:
H++e→H
从图
(1)可见,在应力σ的作用下,阳极可以发生M+溶解,阳极电流密度I0越大,表明M+的溶解越强烈,则腐蚀开裂的时间也越短,这就是应力阳极溶解开裂(APC)。
而在应力作用时,阴极也会发生吸氢致脆的过程,并且阴极电流密度I0越大,表明吸氢过程越强烈,越容易产生应力阴极氢脆开裂。
1100m2蒸发器的蒸发室材质为Q235-A属于低碳钢在浓度不超过30%的碱溶液中是稳定的,这是由于在金属表面生成了一层由氢氧化铁和氢氧化亚铁组成的不溶性的腐蚀产物,它与金属表面结合紧密,故起保护作用。
如果没有应力作用,就不会发生腐蚀破坏,如图
(2)(a)所示。
但是如果有应力作用,特别是残余应力叠加或存在应力集中部位,就会产生局部滑移,形成滑移台阶面,破坏保护膜,漏出新的金属表面,如图
(2)(b)所示。
由于滑移台阶附近的滑移带中堆积了大量位错,甚至伴随着空洞、少量合金元素原子和杂质原子在滑移带上析出等,而使滑移台阶处金属活化,加速化学溶解,并形成电化学腐蚀的阳极,保护膜未破坏区则称为阴极。
在发生表面滑移的阳极溶解时放出的电子直接流入阴极,被电解质中的H+所吸收而成为H,这样促使电子不断流动,加快腐蚀速度,就造成析氢腐蚀。
(a)(b)(c)
图
(2)“滑移阶梯“示意
(a)金属表面生成一层保护膜;
(b)金属在拉应力的作用下产生“滑移”变形;
(c)金属产生较大的“滑移阶梯”附近保护膜拉破
3、影响应力腐蚀开裂的因素
影响应力腐蚀开裂的因素有金属材质、腐蚀介质、温度、浓度以及应力状态等。
1)材质因素:
主要是材料的化学成分和组织性能的不均匀性,由于其电极电位不同,易形成微电池,故与一定介质(电解质)匹配时就会产生电化学腐蚀。
2)应力因素:
主要是工作应力和残余应力(包括焊接、加工及安装残余应力),由于它们的叠加,产生局部滑移,从而破坏钝化膜,使金属发生应力腐蚀。
在由应力腐蚀造成的断裂中,残余应力造成的危害比较明显。
一些调查发现,因焊接和加工的残余应力所引起的事故,占应力腐蚀断裂事故的80%以上。
由于许多应力腐蚀是在无外加载荷的情况下发生的,实际上是由焊接残余应力中的拉应力在起作用。
有时焊接残余应力最大值可能达到材料屈服点σs的程度。
因此焊后热处理消除残余应力是防止应力腐蚀破坏的有效措施。
另外裂纹内的腐蚀产物有时也会产生巨大的应力,促使裂纹胀开,加速裂纹扩展过程。
3)温度和浓度的影响:
例如,对碳钢和低合金钢焊制的化工容器在不进行消除应力热处理时,则在NaOH溶液中的使用温度越高、浓度在一定范围内越高的情况下焊缝的应力腐蚀就越严重。
总之,蒸发器在焊接过程中不可避免的会产生残余应力,所以对于焊接构件蒸发器来讲,即使在无载情况下放置,只要存在适当的腐蚀介质,就有可能产生应力腐蚀裂纹,而且焊接接头属非均质材料,又是各种应力叠加的集中处,其表面催化层易剥落称为微缺陷区,是应力腐蚀的微裂纹源。
所以其耐应力腐蚀开裂的能力远比相对均质的母材金属差得多,这就是氧化铝厂1100m2蒸发器发生应力腐蚀都是在有焊缝地方的重要原因。
这一点必须引起足够的重视。
四、控制产生应力腐蚀的措施
在生产条件下如何控制蒸发器的应力腐蚀是一个较难的课题。
由于影响应力腐蚀开裂的因素是多方面的,所以控制途径也是多方面的,可以从设计、制造和管理方面同时进行。
1、设计方面
1)选材应根据应力腐蚀介质和材料的组合,考虑腐蚀介质的特征、浓度、腐蚀机理、温度和压力来选材。
随着金属材料强度级别的提高,发生应力腐蚀开裂的危险性也增加了,所以对于有应力腐蚀危险的氧化铝蒸发器,要限制其基本材料的强度水平。
但同一强度级别不同合金系列的钢材,抗应力腐蚀开裂的倾向也可能相差很大,在选材时应充分注意,要对具体情况分析后确定选材。
工程上常使用的材料和容易使之发生应力腐蚀开裂的介质如上表所示。
2)避免应力集中要求有正确的结构设计,使结构的应力均匀分布,没有应力集中源,同时将结构上的一切拐角、死角、缝隙等容易使附着介质发生浓缩的部位加以改进。
设计焊缝要注意不留缝隙,例如断续焊宜改为连续焊,单面焊宜改为双面焊,以防止应力腐蚀事故。
2、生产制造方面
1)冷作变形的控制在制造中通常要进行冲剪、弯曲等冷作工艺,焊后要进行冷校正。
因为冷变形会产生大的残余应力和硬化,都增加应力腐蚀倾向,所以必须尽可能的减少冷作变形。
2)焊接材料的选择尽管母材的耐应力腐蚀能力很强,但若焊接材料选用不当,同样会使设备发生早期失效,因此焊接材料对母材的匹配是很重要的。
要通过了解结构的工作条件,熟悉介质的腐蚀特性,认真分析合金系统各金属元素的特性来选择焊条。
一般来讲,根据腐蚀介质的不同,焊缝金属的化学成分和金相组织应尽可能与母材相一致,否则就会带来不良的后果。
3)焊接工艺控制为防止应力腐蚀开裂,在焊接工艺方面要制定合适的焊接规范和焊接顺序,过大的线能量会使晶粒粗化,也会大大增加应力腐蚀倾向。
要求不发生严重的热影响区硬化、晶粒长大和各种脆化,同时降低构件的残余拉应力。
实践证明,热影响区硬度越高,产生应力腐蚀开裂的临界应力越要降低,热影响区组织对应力腐蚀开裂倾向有相当大的影响。
从低合金钢热影响区的组织看,大体按下列次序而增大应力腐蚀开裂倾向:
球状珠光体→层状珠光体→500℃回火马氏体→马氏体
4)焊接残余应力及应力集中源的控制焊接残余应力是产生应力腐蚀的主要原因之一,焊接时强制组装所引起的装配应力也会促进应力腐蚀开裂,因此合理施工,用各种方法尽量减少或消除结构中的残余应力,对控制应力腐蚀开裂有重要作用。
重要的焊接结构一般都要经过消除应力处理,还要特别注意消除工艺过程中的各种伤痕,如拉筋伤痕、锤击伤痕、非焊接区的引弧疤痕等,这些伤痕都会成为应力腐蚀的裂源,必须加以避免。
所有这些措施的实施将同时提高结构的疲劳强度。
5)焊后热处理为了减小、消除焊接接头应力集中处的残余拉应力,应对蒸发器的蒸发母液所到之处的焊缝全部进行热处理。
从而,减少应力腐蚀的危害。
3、管理方面
在生产中要严格管理,特别要注意钢材和焊接材料的管理,还要进行定期的、有效的防蚀处理、监控分析和检查修补,以防止事故的发生。
(1)质隔离结构制成以后,采取适当的表面处理是防止应力腐蚀的有效方法。
除表面喷丸,还可以采用表面喷涂塑料或金属、镀层和堆焊等方法。
表面喷涂耐蚀材料对防止应力腐蚀是很有效的,目前广泛应用的是等离子火焰热喷涂工艺,在许多场合已经代替了堆焊。
(2)打磨焊缝对结构表面焊缝区打磨,可消除表面硬化、催化层,去掉粗糙部分,避免发生微区电化学反应,还可以使焊缝熔合线部位圆滑过渡,有利于消除应力集中,这也是改善氧化铝厂蒸发器应力腐蚀开裂的一项重要措施,
五、结束语
氧化铝厂蒸发器在焊缝地方发生应力腐蚀裂纹的主要原因有两方面,一是蒸发器的材质与易产生应力腐蚀裂纹的工作介质环境相匹配,二是在焊缝的地方存在焊接残余拉应力。
由此看来,为了既经济又安全的情况下,只有控制焊缝的残余应力,现在减小、消除焊缝残余应力的唯一办法就是对蒸发器母液所到之处的焊缝全部进行热处理。
这种方法才是防止氧化铝厂蒸发器发生应力腐蚀裂纹的途径之一。
参考文献:
[1]王志文等编写的《压力容器安全技术及事故分析》劳动出版社1993年版;
[2]王宽福编著的《压力容器焊接结构工程分析》化学工业出版社1998年版;
[3]余国琮主编的《化工容器及设备》化学工业出版社1980年版;
[4]唐尔钧、詹长福合编《化工设备机械基础》中央广播电视大学出版社1985年版;
[5]清华大学陈伯蠡编《金属焊接性基础》机械工业出版社1982年版;
[6]石智豪等编写《压力容器事故案例》劳动部锅炉压力容器安全杂志社。
长铝建设公司
张伟平于2002年12月25日
蒸发室筒体环缝裂纹情况蒸发室筒体环缝裂纹情况
下锥体焊缝的裂纹下锥体焊缝的裂纹
循环管内有焊接件腐蚀状况循环管内有焊接件腐蚀状况
筒体外部有焊接部件的腐蚀情况筒体外部有焊接部件的腐蚀情况
退火不彻底的情况退火不彻底的情况
未退火的情况未退火的情况
该照片拍摄于大蒸发
组
2#效整体更换期间(2001年
6.22~7.7)。
截至目前共整体
更换1100M2蒸发器16台
 升级会员
升级会员 