提高刨花板压机生产能力的探究Word格式文档下载.docx
《提高刨花板压机生产能力的探究Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《提高刨花板压机生产能力的探究Word格式文档下载.docx(50页珍藏版)》请在冰豆网上搜索。
3.余热利用与换热装置的设计及计算25
3.1方案设计25
3.2换热装置设计及计算25
3.2.1预热所需热介质情况计算25
3.2.2热交换器面积计算28
3.2.3可使刨花提高的温度计算29
4.刨花预热工艺对热压影响的分析与预测31
4.1对不同厚度板坯热压周期的影响31
4.2可提高压机生产能力计算31
4.3可减少压机热能消耗计算32
4.4产生的经济效益计算35
5.结论与建议41
5.1结论41
5.2存在问题及建议41
参考文献43
致谢45
附录46
1.绪论
研究背景
1.1.1我国人造板工业现状
人造板是以木材或者其他植物纤维为原料,通过专门的工艺过程加工、施加胶黏剂或者不加胶黏剂,在一定条件下压制而成的板材或型材。
建国55年来,尤其是进入20世纪90年代以来,我国人造板工业取得了长足的发展。
在满足国家经济建设和环境保护的需要、实现我国木材和木材制品生产从主要依靠天然林到主要依靠人工林的重大转折、促进木材资源的高效利用等方面都发挥了重要作用。
进入新世纪以来,由于国家经济和社会发展需求、政府资源综合利用政策和企业家卓越努力,以综合利用林区“三剩”物、人工林木材和次小薪材为原料的人造板制造业得到了超常规的快速发展。
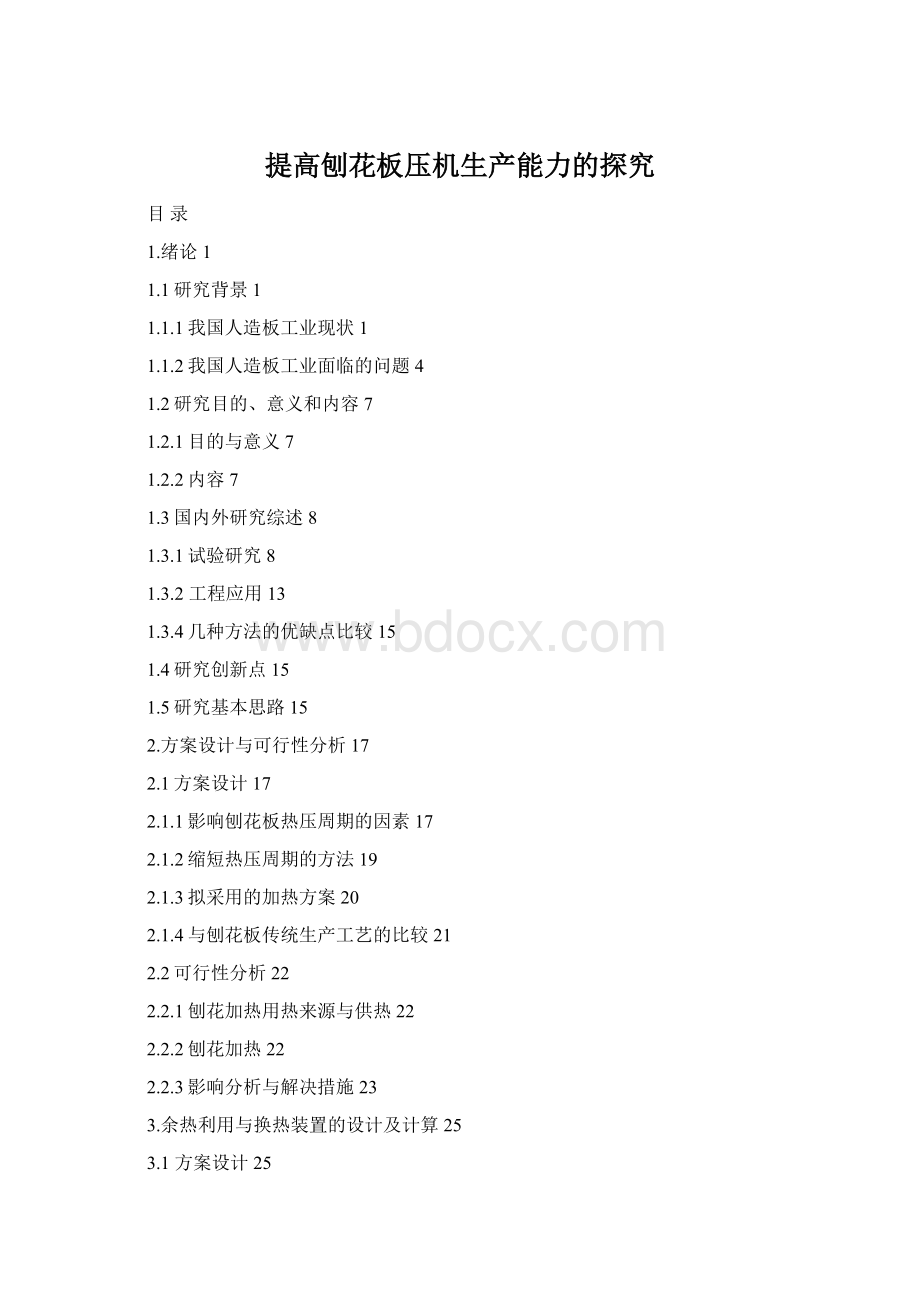
“十五”期间,人造板生产规模年均增长22%,累计产量达到21004.30万m3,是“九五”时期的2.8倍[1],图1-1为2000—2004年我国主要人造板的总产量。
图1-12000—2004年我国人造板产量
至2005年底,我国共有人造板生产企业6000多家,生产规模6000多万m3,成为世界人造板生产第一大国。
人造板生产的快速增长,推动了我国木材制品出口贸易的高速发展,2004年我国木制品出口总额达58.14亿美元,折合原木材积1958m3[1]。
随着我国经济建设和住房改革的快速发展、西部大开发的进展以及2008年北京奥运会和2010年上海世博会的召开,我国对人造板的需求将不断增加,可以说我国已经成为无可争议人造板生产和消费大国。
作为人造板三大主体产品之一的刨花板,无论在企业数量、生产产量、产品质量以及市场容量等方面,都取得了令人瞩目的进步,我国已经成为一个刨花板生产和消费的大国。
刨花板很早就在世界以及我国发展起来,刨花板幅面大、尺寸稳定性好、吸水率较低、表面细致平滑、静曲强度和平面抗拉强度较高,并且具有良好的机械加工和表面装饰性能,因而广泛应用于建筑结构、包装箱、家具壁板、构件等。
随着刨花板生产工艺技术的改进与提高,使得刨花板具有独特的优良性能,所以其自问世以来得到迅速发展,现己遍及世界各大洲,并一直具有很好的市场。
我国刨花板生产起始于建国初期,直到引进德国年产3万m3成套刨花板技术后得到迅速发展,生产技术日趋完善,产品质量不断提高;
品种日益增多,用途不断扩大。
与此同时,生产规模也逐渐增大,经济效益逐渐提高。
通过对引进国外先进技术和设备的消化吸收,已经成为一个产业。
到1994年,我国刨花板年产量已达到169万m3,这几乎是1980年年产量(7.8万m3)的21倍。
进入21世纪以后,随着我国消费市场的升温以及刨花板的用途逐步被市场接受,我国的刨花板产量逐年上升(见图1-2)。
2004年,我国刨花板生产量达到创记录的643万m3。
2005年我国刨花板产量为576万m3,比2004年有所降低,但仍比1999年增长了13.9%。
[2-3]
图1-21990-2005年我国刨花板产量
但为了满足国内市场需求,我国每年还要从国外进口大量的刨花板(见图1-3)。
2005年我国进口刨花板63.40万m3,比2004年略有降低;
而同期出口刨花板仅为9.50万m3。
[2]刨花板进出口量的差距说明我国刨花板消费市场需求旺盛。
图1-31994-2005年我国刨花板进出口量
目前,刨花板生产线的建设正朝着大规模、高质量、高档次、大幅面及产品厚度范围大、适应性广的方向发展。
我国的刨花板生产线和生产企业组成比较复杂,既有大型的现代化生产线,也存在着大量手工作坊式的工厂;
既有从国外全线引进、代表世界先进水平的连续平压生产线,也有大量的半机械化、半自动化的生产线存在。
复杂的生产状况使得我国刨花板生产能力一直没有较权威的统计资料,各种机构的统计数据也不尽相同,但比较一致的看法是:
我国现有刨花板生产企业600多家,生产线超过800条,我国的刨花板生产已经达到相当的规模总量。
[4]在我国的刨花板生产线中,有相当一部分是作坊式的小型生产线,其产品质量不高,环保性能不合格,据不完全统计,截止到2006年,我国已投产规模以上的刨花板生产线有93条,生产能力为375.4万m3(见表1-1)。
表1-1我国刨花板生产能力发展概况
虽然国内刨花板的生产能力正在逐年增加,但是与世界相比较而言,刨花板的发展就没有纤维板的发展快(见表1-2、表1-3)。
我们可以看出我国纤维板的生产已经领先与世界,但是刨花板的生产与世界工业强国相比还是有一定的差距。
表1-2 世界MDF生产能力
表1-3世界刨花板生产能力
1.1.2我国人造板工业面临的问题
总体上看,我国木材类产品供需矛盾尖锐,行业整体素质不高、企业规模偏小、产品质量和效益较差、宏观调控薄弱等问题十分突出。
特别是一些地方家庭作坊式木材加工企业遍地开花,盲目无序发展,造成加工能力与当地可供木材原料资源严重失衡,诱发了森林资源的超限额采伐,甚至滥砍滥伐。
现将我国人造板工业面临的问题总结如下[5]:
(1)木材消耗结构不合理,综合利用率低。
人造板工业消耗天然林多、人工林少;
消耗原木产品多、综合利用产品少。
以人工林、林区剩余物为原料的人造板占木材原料消耗结构的比率不足40%,而以大径级天然林资源为主要原料的木材加工产品占60%以上。
同时,我国木材综合利用率仅有40%,而国外林产工业发达国家一般达到了80%以上。
按现有生产规模和加工能力推算,木材综合利用率每提高一个百分点,相当于增加木材供给40万m3。
(2)人造板企业数量多、规模小。
我国人造板企业平均规模较小,个别地区一个县胶合板企业达千家,很多都是家庭作坊式的小厂,生产规模平均仅有几百立方米,不仅产品多数不合格,而且环境污染较严重。
(3)竞争无序,假冒伪劣产品充斥市场。
从整体而言,大部分企业产品质量仍处在较低水平,大量不合格产品充斥市场,影响了优质产品的销售,甚至严重危害人民生命健康。
(4)企业技术装备和管理水平低,技术开发慢。
由于企业技术装备水平低,致使企业原材料及能源消耗量大,造成资源浪费,同时导致产品质量较差。
(5)国外企业在国内办厂,国内企业的优势荡然无存,再加上中国加入世贸组织之后产生的贸易壁垒导致了国内产品缺乏国际竞争能力。
(6)人造板产量结构极不合理。
近年来我国近年来刨花板的发展速度远低于中密度纤维板,刨花板的产量和产能都不足中密度纤维板的1/2(见图1-4)。
图1-4我国和欧洲中密度纤维板与刨花板生产能力比较[6-7]
我国刨花板发展的低迷,除了刨花板工业进入门槛低、规模小、管理差、劣质产品鱼目混珠扰乱市场的因素外,还与我国刨花板成套设备水平不高、规模偏小有关。
产能规模越小,单位产品综合能耗越高。
单线产能规模小是我国人造板工业最突出的问题之一。
以中密度纤维板为例,2000年前的全部国产设备平均单线设计产能不足3万m3/a,至今国产成套设备平均单线设计产能仅在4万m3/a左右。
刨花板单线产能更低,据不完全统计,我国的刨花板生产线超过600条(也有人声称总数超过800条),但2005年我国刨花板总产能仅1100万m3左右(含进口设备生产线),平均单线产能不足2万m3/a[8]。
这也是我国刨花板工业效益低下、产品质量混杂的一个重要原因。
图1-5世界刨花板生产线平均单线产能比较
制约刨花板生产能力发展的主要因素有:
一、大型刨花板生产线投资大。
刨花板生产发展的滞后,直接导致刨花板生产线设备开发和研究的落后。
目前,国内机械制造业还没有掌握大规模刨花板生产所需要的刨片技术、刨花干燥技术、精确施胶技术、新型的机械式铺装技术、连续式热压技术以及高度自动化的生产控制技术等。
年产8万m3以上的刨花板生产线的主要设备还需要进口,导致新建刨花板生产线投资成本的上升。
以新建一条年产8万~10万m3规模的生产企业为例,刨花板生产企业的总投资需要1.5亿~2.0亿人民币,而采用国产设备的中密度纤维板生产企业仅需要0.8亿~1.0亿元。
[9]基建投资的增加,必然导致经济效益的下降,使得许多投资者望而却步。
二、能源问题。
据文献报道,我国单位产值的综合能耗是世界平均水平的4.8倍[10]。
就我国的人造板产品而言,其能耗同样也高于世界同行业的平均水平值圈。
众所周知,在人造板生产中,刨花板的能耗量是比较高的。
据统计[附录]刨花板生产线中平均消耗总热量为240千克标准煤/m3;
实际最大用热量为900千克标准煤/m3,其中热压所需的最大用热量约为77千克标准煤/m3。
按照这样的平均能耗水平估算,一个年产10万m3的刨花板厂,年耗煤大约3万t,热能消耗成本约占生产成本的15%。
能源价格上涨以后,能源成本所占比例逐步增加。
基建投资的增加,能源成本的增加必然导致经济效益的下降,使得许多投资者望而却步。
1.2研究目的、意义和内容
1.2.1目的与意义
我国“十一五”经济社会发展规划纲要为实现“资源利用效率显著提高”的发展目标,提出了单位国内生产总值能源消耗比“十五”期末降低20%左右的要求。
人造板工业是一个资源依赖型工业,为实现“十一五”时期国家经济社会发展目标,有效地降低人造板生产能源消耗是我国人造板工业的重要课题。
节能降耗也是国内外人造板工业孜孜以求的目标,自1960年到2000年间,欧洲生产1m3人造板所耗用的可再生能源、石化类能源和电能都在持续下降,石化类能源下降到不足原来的1/3,电能约为原来的1/3。
由美国能源部、林产品工业和科研机构在10年前发起的“2020议程”(Agenda2020)旨在提高工业生产力、减少能耗、降低对环境的影响。
其确定的长期研究规划和关键优先技术领域中,首要问题就是降低能耗,通过技术创新,到2020年使能耗减少50%。
[11]
面对世界经济全球化,人造板工业也存在着如何应对国际市场的竞争,作为国民经济发展中支柱产业的木材工业是一资源依赖型的工业,是资源和能源消耗的大户。
企业在管理和技术措施上稍有不慎,就会给企业带来巨大的经济损失,同时也会造成能源的极大浪费,因此,能源的节约既关系到企业的发展,也关系到国家资源的有效利用。
以节约能源求效益,以降低能耗求发展的节能降耗已成为木材工业探讨的重要课题
在刨花板的产量不断增加的情况下,开发新产品、增加产品品种、提高产品质量、降低成本将是今后企业发展的主攻方向。
因此,在保证产品质量的前提下,通过节能降耗、降低成本来提高产品竞争力这一有效措施,已得到企业的重视。
在生产或工艺设计中有意识的进行节能设计是降低产品成本,提高经济效益的有效途径,也是响应国家节能降耗的号召。
本课题在尽量不改变现有刨花板生产工艺以及设备的条件下的探究通过预热刨花来提高压机生产能力的方法,以求达到节能降耗的效果。
该研究不仅为刨花板生产工艺方法的进一步研究提供了思路,而且提出了热能再利用的方法,为能源再利用拓宽了思路。
1.2.2内容
首先对刨花板生产工艺进行研究,尤其是热压工序的影响因素,找出影响热压时间的几个主要因素说明预热干刨花对板坯内部水分、温度分布规律的影响,从理论上论述预热干刨花应用到生产来缩短热压周期、提高产能的方法的可行性。
设计余热利用方案,计算热交换过程中所需热介质情况以及热交换器的面积。
计算生产不同厚度的刨花板在预热达到不同的温度后分别能缩短的热压时间,从而得出能够节约的能源及所带来的经济效益。
1.3国内外研究综述
热压时间取决与板坯芯层的升温速度及胶黏剂的固化速度。
传统的热压方法靠热压板(或垫板)向板坯的接触传热,芯层升温慢,尤其是生产厚板的情况下,单纯依靠提高热压温度来缩短热压时间是很有限的,而容易引起板坯表层胶的过早固化,影响产品质量,因此研究提高热压效率的方法就有着重要意义,缩短热压周期、寻找最佳热压工艺条件也成为大家深入探讨的课题。
目前,关于刨花板热压工艺的研究主要有以下几种:
1.3.1试验研究
喷蒸热压
Klauditz,W(1959)以当刨花板坯达到所定厚度时喷射过热水蒸汽来制板的方法在德国取得了专利。
专利中详细说明了把由于水蒸汽的喷射而升高了的板坯含水率降低到适当含水率所必需的干燥时间。
用100℃以下固化的热固性酚醛树脂胶粘剂,采用此法制造出了比重低于0.35的刨花板。
[12]
Okhot-skii,Y.V.和Thoman,B.(1973)在法国取得了不用胶粘剂通过向板坯内喷射过热水蒸汽来制造刨花板的专利。
此方法是在长时间(5~10min)喷射蒸汽后继续进行热压。
他们对在蒸汽压力7、8kgf/cm2,热压时间1、2、3min的条件下制造出来的刨花板进行了比较:
蒸汽压力较低的其抗弯强度较高,热压时间为2min时其材质为最好,并指出向板坯内喷射的水蒸汽的冷凝是抗弯强度和剥离强度降低的原因。
[12]
Shen,K.C.(1973)提出了在侧面封闭的状态下把板坯加压到所定厚度后喷射饱和水蒸汽的方法。
他用酚醛树脂胶粘剂、向板坯喷射压力21kgf/cm2(221℃)水蒸汽、热压时间1min,制造出了密度0.76g/cm3、厚25mm的刨花板。
1974年Alenius,N.R.提出了在热压中的封闭了的板坯内喷射气体或液体的装置。
[13]
Geimer,R.L.(1983)提出了不封闭侧面对板坯喷射饱和水蒸汽来缩短热压时间的方法,并进行了制板实验。
他采用此法用1min30s的热压时间制造出了密度0.64g/cm3、厚13mm的酚醛树脂刨花板。
他还以白杨为原料,用聚氨基甲酸脂树脂胶粘剂制造出了密度0.48~0.80g/cm3、厚12.5~50.8mm的刨花板,并进行了材质调查。
[14]
佐佐木光等(1988)进行了一系列用蒸汽喷射式半连续压机制造低密度厚刨花板的实验)。
他们使用这种压机,用热压周期90s、喷蒸时间8~15s制造出了厚60~100mm的低密度(最小0.4)刨花板,并发现在距长1200mm的压机的两端300mm处,不进行水蒸汽的直射可以改善刨花板长度方向的剥离强度和刨花板的厚度变动。
另外还探讨了使用连续式蒸汽喷射热压机时的板坯内的温度分布及其随时间的变化。
[15]
史强(1991)介绍了蒸汽注入式热压技术原理:
蒸汽注入式热压是在热压机的压板扳面上开许多个一定规格按一定密度分布的小孔,热压中,压力蒸汽被送入压板,由板面小孔注入扳坯,对板坯直接加热。
他还分别介绍了开式和自闭式蒸汽注入式热压技术研究概况,最后得出结论:
蒸汽注入式热压技术处于发展完善之中。
从结构形式来讲,开式的对缩短热压时间很有效.但不能提高板子的稳定性,有蒸汽损失,对胶种要求有局限性;
自闭式优点多一些,对缩短热压时问,提高稳定性很有作用。
[16]
Hata等人(1993)通过实验得出,在传统热压的情况下,要使成板厚为20mm和40mm的板坯芯层升温到100℃各需3分钟和11分钟;
而应用喷燕热压在可比条件下,板坯芯层几乎在瞬间便升温到100℃。
正因如此,这一新技术可望显著降低热压时间。
[17]
李凯夫(1994)翻译了年日本的《木材工业》一文,介绍了喷蒸热压法原理和研究,展示了此技术现状与前景。
喷蒸热压法是将高温水蒸汽靠外部压力射入板坯内部,板坯整体均一而迅速加热,可在短时间内制板,由于作为移动水蒸汽的空隙在板坯内大量存在,所以此技术较为适用,特别适合制造厚板。
[18]
冈本广志等(1994)进行了蒸汽喷射热压法对刨花板性能改善的实验。
即制造各种蒸汽处理条件下的刨花板,然后调查高压蒸汽对板的力学性能、尺寸稳定性的影响。
结果发现蒸汽压力越高、喷蒸时间越长,板的尺寸稳定性就越好,但其力学性能就越低;
反之,力学性能就越高、尺寸稳定性就越差。
蒸汽喷射热压法制造刨花板的最佳条件是;
蒸汽压力6kgf/cm2时,喷蒸时间60~90s;
蒸汽压力5kgf/cm2时,喷蒸时间90~180s。
在这样的条件下能够制造出力学性能好、尺寸稳定性极高的中密度纤维板。
[19]
孙光瑞(1995)做了在刨花板热压过程中表面增湿处理的试验,发现采用板坯表面增湿热压工艺,可以缩短刨花板的热压周期,提高生产率,热压周期可以缩短2-3分钟;
板坯表面增湿可以提高板的表面质量,在一定程度上改善了刨花板的物理、力学性能,特别是减小刨花板的厚度偏差,而不会改变刨花板的平衡含水率;
板坯增湿较好范围为0.10-0.20g/cm2,增湿层厚度比以1/5-1/10,热压温度以200左右为宜。
[20]
王洁瑛,刘正添(1995)研究了刨花板喷烝热压的参数、热压基本规律及成板性能。
其中热压参数有板坯渗透性、蒸汽、喷气板、喷气量;
热压基本规律有温度、压力、气压、含水率;
成板在密度梯度、尺寸稳定性、内结合强度上都有了一定的提高。
他们还列举了Geimer曾作过的工业化试验。
最终得到结论喷烝热压技术要广泛应用于工业,以生产性能负荷要求的成本,还存在着一些理论和实践上的困难,如设计合理的喷气装置,确定蒸汽的最佳参数,喷气工艺等,但Geimer等人的时间已充分证明,这一技术的工业化是完全可行的。
提高热压效率,降低能源消耗,生产高尺寸稳定性的刨花板(或纤维板),喷蒸热压必将发挥其应有的作用。
[21]
徐咏兰、周梅剑、华毓坤(1997)指出刨花板热压加热方式目前国内外广泛使用热压板接触加热,国外也有部分使用高频—热压板联合加热;
此外,欧美一些国家研究开发且已投入工业化生产的有蒸汽注入板坯—热压板加热,简称喷蒸热压法。
他们为改进上述各种加热方法,采用喷蒸—真空热压法制备刨花板工艺进行初步试验。
得出结论为
(1)喷蒸热压使板坯中心温度快速提高,有利于板坯中胶料充分固化,因而板的IB、TS、尺寸稳定性及游离醛释放量等指标优于普通热压的制品。
(2)喷蒸热压由于加速板坯中心温度的提高,所以大大缩短热压周期,提高生产率,降低能耗。
(3)在本次试验条件下,喷蒸热压最优工艺为:
热压温度165℃,热压时间10s/mm,喷蒸时间16s,真空处理时间12s,压制的刨花板可达A类二级品要求。
(4)采用喷蒸热压工艺,真空处理是必不可少的。
[22]
王洁瑛、刘正添、崔文彬(1997)研究以杂种毛白杨无性系(PopulustomentosaBL)4年生幼龄格为原料,应用喷蒸坟和传统热压两种方法来生产杨木刨花板.刨花板内施胶量为10%的脲醛树脂胶(UF),目标厚度分别取10,15,20,25mm,热压温度固定在180℃.喷蒸热压时所用饱和蒸汽的压力为013~015MPa,每种厚度下喷时间一定,取两个压时间;
传统热压时每种厚度下各取4个热压时间.然后测定刨花板试件的力学强度和物理性能、吸水厚度膨胀率、吸水率、密度、含水率及力学性能,重点探索喷蒸热压对杨木刨花板热压法生产的刨花板的静曲强度和内结合强度及尺寸稳定性的影响.结论为:
相对于传统热压法,喷蒸热压可以明显缩短杨木刨花板生产所需的热压时间,而且使刨花板具有优异的内结合强度;
但是,它对饱花板的静曲强度并没有显著影响;
在保证刨花板的强度,缩短热压时间的条件下,改善了杨木刨花板的尺寸稳定性。
[23]
徐咏兰、周梅剑、华毓坤(1998)喷蒸热压与常规热压刨花板的试验和所得制品断面密度分布的差别,以及喷蒸热压不同密度刨花板断面密度分布的差别,并通过分析刨花板断面密度分布与物理力学性能之间的关系,验证了喷蒸热压工艺的优点。
得出结论:
1)喷蒸热压与常规热压刨花板,在同样的公称密度下,两者的断面密度分布是不同的,前者明显比较均匀,且其芯层密度高于后者,因而前者的内部结合强度、侧面握钉力均高于后者。
2)喷蒸和热压板联合加热方式适合不同厚度刨花板的制造,对厚板制造更显出优越性—热压周期短,品质均匀。
3)在喷蒸热压工艺下,刨花板公称密度不同,断面密度分布不同,板的性能也不同,因此,可通过调节刨花板的密度和密度分布,获得所需性能的刨花板。
[24]
徐长妍、华毓坤、练友胜(1999)采用喷蒸真空热压工艺,观测不同聚合度的水溶性PF树脂胶在杨木大片刨花板中的分布及其对板性能的影响,为确定合理的喷蒸热压工艺参数提供依据。
得出结论为:
1)用荧光反射显微技术观察水溶性PF树脂胶在刨花中的渗透情况是可行的。
经365nm紫外光照射后,刨花组合体中的木材组织呈黄色,PF胶呈棕褐色,因而可清晰区分开来。
2)采用合适喷蒸真空热压技术压制水溶性PF树脂胶大片刨花板,可有效地缩短热压时间。
3)采用喷蒸真空热压技术压板时,喷蒸引入的水分对水溶性PF树脂胶具有稀释作用,会增加胶的流动及对木材的渗透,不利于水分的排除。
4)喷蒸真空热压杨木刨花板时,有必要采用聚合度比传统热压工艺要大的PF胶。
5)喷蒸时机、喷蒸时间和喷蒸保持时间是重要的热压参数,其取值会影响PF胶在刨花板中的分布及板的内结合强度。
[25]
杜官本、杨忠、黄伟(2000)研究通过对中纤板和刨花板板坯表面增湿处理试验,即在成型线上向板坯的上下表面定量喷洒冷水,使表层含水率高于芯层,产生“蒸汽冲击”效应,以此获得与蒸汽注入热压相似的效果,旨在探索板坯表面增湿处理对中纤板性能的影响趋势,在结果分析的基础上,发现存在问题并提出改进方案。
板坯增湿处理可使板材密度明显增加,毛板厚度减小约3%,但厚度偏差平均减少40%以上;
静曲强度平均增加28.8%,最高可达46.5%,弹性模量平均增加25.9%,最高可达31.6%,内结合强度的增加幅度较小;
增湿处理过的板材预固化层可减少30%左右,同时板面更加光滑密实,有利于提高砂光质量。
理论上分析,增湿处理可缩短热压周期,但受实际条件限制,尚未进行相关试验。
因此,增湿处理后热压工艺的调整、处理工艺条件的确定,如增湿量大小、原材料的影响、板坯厚度的影响以及各种因素的交互作用等还有待进一步明确。
一旦在生产线上实施增湿,还需将控制部分与主线融合,以确保增湿过程与生产同步。
提高增湿的均匀性、解决增湿过程中容易发生的粘运输带等问题也有待于进一步深入研究。
[26]
冯长富、王守祥(2001)介绍了人造板喷蒸试验压机,指出喷蒸热压工艺是:
在压机闭合后,具有一定压力的饱和蒸汽从上下两面(也可单面)注入板坯内,使板坯中心温度快速提高,板坯中表芯层胶黏剂基本达到同时固化,这不仅使所得制品质量均好,而且大大缩短热压时间,提高生产率。
人造板生产采用喷蒸热压工艺的优点是:
生产的人造板如中密度纤维板、刨花板等产品,剖面密度分布均匀、内部结合强度和侧面握钉力较高;
喷蒸热压时间较常规接触加热时间缩短了因此比同样规模产量的设备投资少、能耗低,可降低产品的生产成本;
制品板面的预固化层薄,砂削量
 升级会员
升级会员 