课程设计课题.docx
《课程设计课题.docx》由会员分享,可在线阅读,更多相关《课程设计课题.docx(25页珍藏版)》请在冰豆网上搜索。
课程设计课题
课程设计课题
课题一所设计的专用镗孔机床的概述及有关要求
1、机床概况
该设计备用于大批量生产某零件的镗孔与铰孔加工中。
其中加工精度与加工效率的要求均较高,宜采用专用设备。
机床主运动采用动力头,由Y100L-6型(1.5kw•4A)三相异步电动机拖动,单向运转。
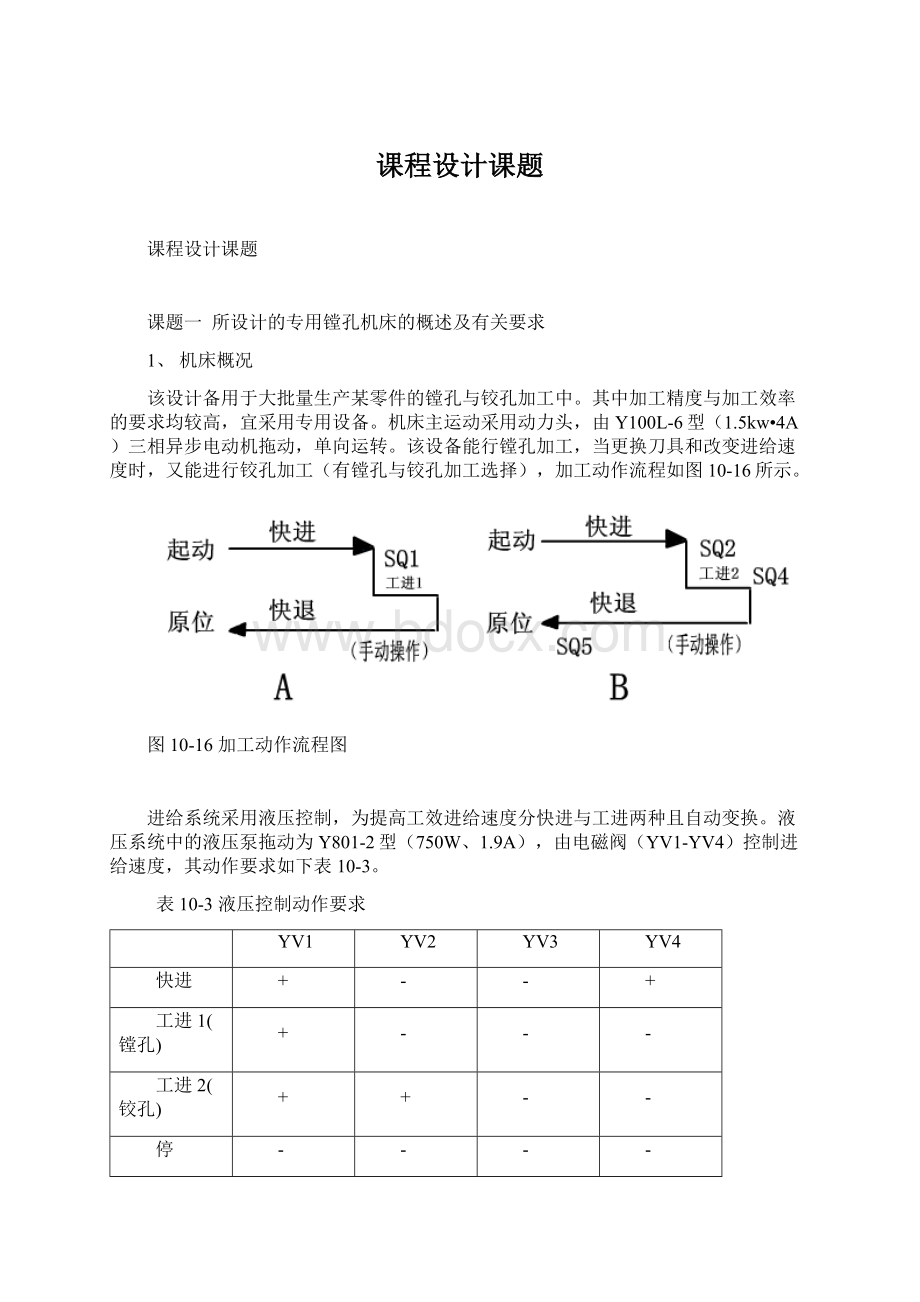
该设备能行镗孔加工,当更换刀具和改变进给速度时,又能进行铰孔加工(有镗孔与铰孔加工选择),加工动作流程如图10-16所示。
图10-16加工动作流程图
进给系统采用液压控制,为提高工效进给速度分快进与工进两种且自动变换。
液压系统中的液压泵拖动为Y801-2型(750W、1.9A),由电磁阀(YV1-YV4)控制进给速度,其动作要求如下表10-3。
表10-3液压控制动作要求
YV1
YV2
YV3
YV4
快进
+
-
-
+
工进1(镗孔)
+
-
-
-
工进2(铰孔)
+
+
-
-
停
-
-
-
-
快退
+
-
+
-
为提高加工精度主轴,主轴采用静压轴承,由Y801-2型电动机拖动液压泵产生静压油膜。
2.设计要求
(1)主轴为单向运转,停车要求制动(采用能耗制动)。
(2)主轴电动机与静压电动机的连锁要求是:
先开静压电动机,静压建立后(由油压继电器控制)才能启动主轴电动机,而停机时,要求先停主轴电动机,后停静压电动机。
(3)主轴加工操作,采用两地控制。
加工结束自动停止,手动快退至原位。
(4)根据加工动作流程要求,设置镗孔加工及铰孔加工选择。
(5)应有照明及工作状态显示。
(6)有必要的电气保护和连锁。
3.设计任务
(1)设计与绘制电气控制原理图,选择电器元件,制订元件目录表.
(2)根据原理线路进行组件划分,设计并绘制工艺图,在下列项目中任选一项:
电器板元件布置图;电器板零件加工图;控制面板元件布置图;接线图及面板加工图;电气箱图样及总装接线图.
(3)编制设计说明,使用说明书与设计小结.
(4)列出设计参考资料目录.
课题二气流除尘机电气控制系统设计
1气流除尘机基本情况介绍
(1)用途及工作原理气流除尘机是制革业中专用于皮革除尘的先进设备。
皮革经过磨革工序后,要清除附着在皮革表面的皮屑微粒,除尘原理如图10-17所示,当皮革经过该机时,利用高速气流和吸尘装置即可清除附着在皮革两面的皮屑微粒,以满足下道喷浆工序的工艺要求。
这种先进的除尘工艺,取代了老式毛刷辊除尘的弊病,即由于静电附着效应,灰尘除不干净,使下道工序涂层质量难以保证。
本机适用于牛、猪、羊等皮革加工,输送速度为30m/min,46m/min两种,每小时能经过500张皮革,生产效率很高。
本机还配有布袋滤尘器,体积小,除尘效率高,并有电动抖灰尘机构,能确保操作工人身体健康和防止环境污染。
气流除尘机设有三组气室2(见图10-17),两组气室喷气口向下,一组向上。
由鼓风机产生的低压清洁空气,以15m/min的排气量,经三根直径为51cm的管道3,经过机内空气过滤器,进入气室,再从狭窄的喷气口(长1850cm,宽0.1mm)喷出,形成高压气幕,将附在皮革表面的灰屑吹扬起来,然后经过吸尘系统(三根直径为150mm的吸尘管1)经离心风机,进入布从袋滤尘器,滤尘后排出清洁气流。
(2)气流除尘机的电力拖动方式
皮革传送带有两种传动方式:
一种是采用双速异步电动机JD02-32-6/4(1/1.3KW、2.84/3.4A)拖动,以便根据不同类型皮革(例如猪皮、牛皮、羊皮等),选择不同的进料速度;另一种是根据需要采用直流电动机无级调速控制。
两种拖动方式均采用单向起停控制。
高压气流由LG15/02-08-1罗茨泵产生,其拖动电机为Y160L-4型(15KW、30.3A、1450r/min)三相异步电动机单独起停控制。
同时由4-62-1/4离心风机拖动电动机为Y132S2-2(7.5KW,15A、2900r/min)。
布袋滤尘器抖尘电动机,采用A06324(250W、0.806A、1400r/min)拖动。
按需要,每隔一定时间手动控制抖动一次(短时工作),大批量生产中也能够用自动定时抖尘控制。
2设计要求
1)设备投入使用时,必须先起动罗茨泵产生高压气流,然后起动送料、吸尘抖尘电动机。
由于罗茨泵拖动电动机容量较大,要求采用Y/△减压起动。
能自由选择两种送料速度或无级变速并能自动记录显示皮件数。
2)能根据需要起动抖尘电动机或自动定时抖尘,抖尘电动机每次起动工作1min后即自动停止。
3)根据需要设置电气保护。
4)根据需要设置电气保护
3.设计任务
1)设计并绘制电气原理图,选择电器元件,编制元件目录表
2)设计并绘制工艺图,在下列项目中任选一项:
电气板元件布置图;接线图及电器板零件加工图;电气箱控制面板元件布置图;接线图及面板加工图;电子计数器印板元件及印制电路板;电气箱及总装接线图。
3)编制设计说明书、使用说明书及设计小结。
4)列出设计参考资料目录。
课题三千斤顶液压缸加工专用机床电气控制系统设计
1、专用机床概况介绍本机为专用千斤顶液压缸两端面的加工,采用装在动力滑台上的左、右两个动力头同时进行切削。
动力头的快进、工进及快退由液压缸驱动。
液压系统采用两位四通电磁阀控制,并用调整死挡铁方法实现位置控制,液压泵电动机型号为Y801—4(0.55KW、1.6A)
机床的工作程序是:
1)零件定位。
人工将零件装入夹具后,定位液压缸动作工件定位。
2)零件夹紧。
零件定位后,延时15S,夹紧液压缸动作使零件固定在夹具内。
同时定位液压缸退出以保证滑台入位。
3)滑台入位。
滑台带动动力头一起快速进入加工位置。
4)加工零件。
左右动力头进行两端面切削加工,动力头到达加工终点,即停止工进,延时30S后动力头停转,快速退回原位。
5)滑台复位,左右动力头退回原位后,滑台复位。
6)夹具松压。
当滑台复位后夹具松开,取出零件。
以上液压缸各动作由电磁阀控制,电磁阀动作要求下表:
YV1
YV2
YV3
YV4
YV5
YV6
定位
+
夹紧
+
+
入位
+
+
工进
+
+
+
+
退位
+
+
复位
+
放松
+
2.设计要求
1)专用机床能半自动循环工作,又能对各个动作单独进行调整。
2)只有在液压泵工作,油压达到一定压力(由压力继电器控制)后才能进行其它控制。
3)各程序应有显示并有照明要求。
4)必要的电气联锁与保护。
3.设计任务
1)设计并绘制电气图样原理图,选择电器元件,制订元件目录表。
2)设计并绘制工艺图样,在下列各项中任选一项:
电器板元件布置图及电器底板零件图;电器板接线图;控制面板元件排列图;接线图及面板加工零件图;电器箱图及总装接线图。
3)编制设计、使用说明书及设计小结。
4)列出设计参考资料目录。
课题四机械手电气控制系统设计
1、机械手结构、动作与控制要求
机械手在专用机床扩自动生产线上应用十分广泛,主要用于搬动或装卸零件的重复动作,以实现生产自动化。
本设计中的机械手采用关节式结构。
各动作由液压驱动,并由电磁控制。
动作顺序及各动作时间的间隔采用按时间原则控制的电气控制系统,各动作时间示需要可调。
机械手的结构如图10-18所示,主要由手指1、手腕2、小臂3和大臂5等几部分组成。
料架6为旋转式,由料盘和棘轮机构组成。
每次转动一定角度(由工件数决定)以保证待加工零件4对准机械手。
图10—18机械手的外形及其与料架的配角
机械手各动作与相应电磁动作关系如表10—5所示。
以镗孔专用机床加工零件的上料、下料为例,机械手的动作顺序是:
由原始位置将已加工好的工件卸下,放回料架,等料架转过一定角度后,再将未加工零件拿起,送到加工位置,等待镗孔加工结束,再将加工完毕工件放回料架,如些重复循环。
具体动作顺序是:
原始位置(装好工件等待加工位置,其状态是大臂5竖立,小手臂3伸出并处于水平位置,手腕2横移向右,手指1松开)→手指1夹紧(抓住卡盘上的工件)→松卡盘→手腕2左移
(从卡盘上卸下已加工好的工件)→小手臂3上摆→大手臂5下摆→手指1松开(工件放回料架)→小手臂3收缩→料架转位→小手臂3伸出→手指1夹紧(抓住未加工零件)→大手臂5上摆(取送零件)→小手臂3下摆→手腕2右移(将工件装到机床的主轴卡盘中)→卡盘收紧→手指1松开,等待加工.
根据表10—5及各动作中机械的状态,便可自行列出各动作对YV1`~YV11线圈的通电要求.
表10-5阀状态表
YV1
YV2
YV3
YV4
YV5
YV6
YV7
YV8
YV9
YV10
YV11
手指1夹紧与放松
夹紧
+
放松
+
手腕2左右横向移动
左移
+
右移
+
小臂3伸缩
伸
+
缩
+
小臂3上下摆动
上摆
+
下摆
+
大手臂5上下摆动
上摆
+
下摆
+
料架转动
+
2、设计要求
1)加工中上料、下料各动作采用自动循环。
2)各动作之间应有一定的延时(由时间继电器调定)。
3)机械手各部分应能单独动作,以便于调整形及维修。
4)液压泵电动机(采用Y100L2—4。
3KW)及各电磁阀运行状应有指示。
5)应有心要的电气保护与联锁节。
3、设计任务
1)绘制电气控制原理线路图,选用电器元件,制订元件目录表。
2)设计并绘制以下工艺图样中的一种:
电器板元件布置图与底板加工零件图;电器板接线图;控制面板元件布置图、接线图及面板加工图;电气箱及系统总接线图。
3)编制设计、使用说明书、设计小结、列出设计参考资料目录。
课题五深孔钻电气控制系统设计
1设备的工作过程简介:
深孔钻是加工深孔的专用设备。
在钻孔是,为了保证加工质量,提高功效,加工中钻头冷却和定时排屑是需要解决的主要问题。
本设备经过液压、电气控制的密切配合,实施定时自动排屑。
为提高加工效率液压系统经过电磁阀控制,使主轴有快进、慢进和工进等几种运动速度。
如下图是它的工作循环图。
液压泵电动机选用Y100L2-4,容量为3KW,主轴电动机主Y100L-6,容量为1.5KW。
电磁阀采用直流24V电源。
表10-6列出了电磁阀动作节拍表。
电磁阀状态表
快进
慢进
一工进
快退
快进
二工进
快退
快进
慢进钻出
快退复位
YV1
+
+
+
+
+
+
+
YV2
+
+
YV3
+
+
+
+
YV4
+
+
+
深孔钻结构示意图
1---拉杆2---原位挡铁3---向前挡铁4---慢进给挡铁5---工
 升级会员
升级会员 