机械工装夹具设计资料Word文档格式.docx
《机械工装夹具设计资料Word文档格式.docx》由会员分享,可在线阅读,更多相关《机械工装夹具设计资料Word文档格式.docx(23页珍藏版)》请在冰豆网上搜索。
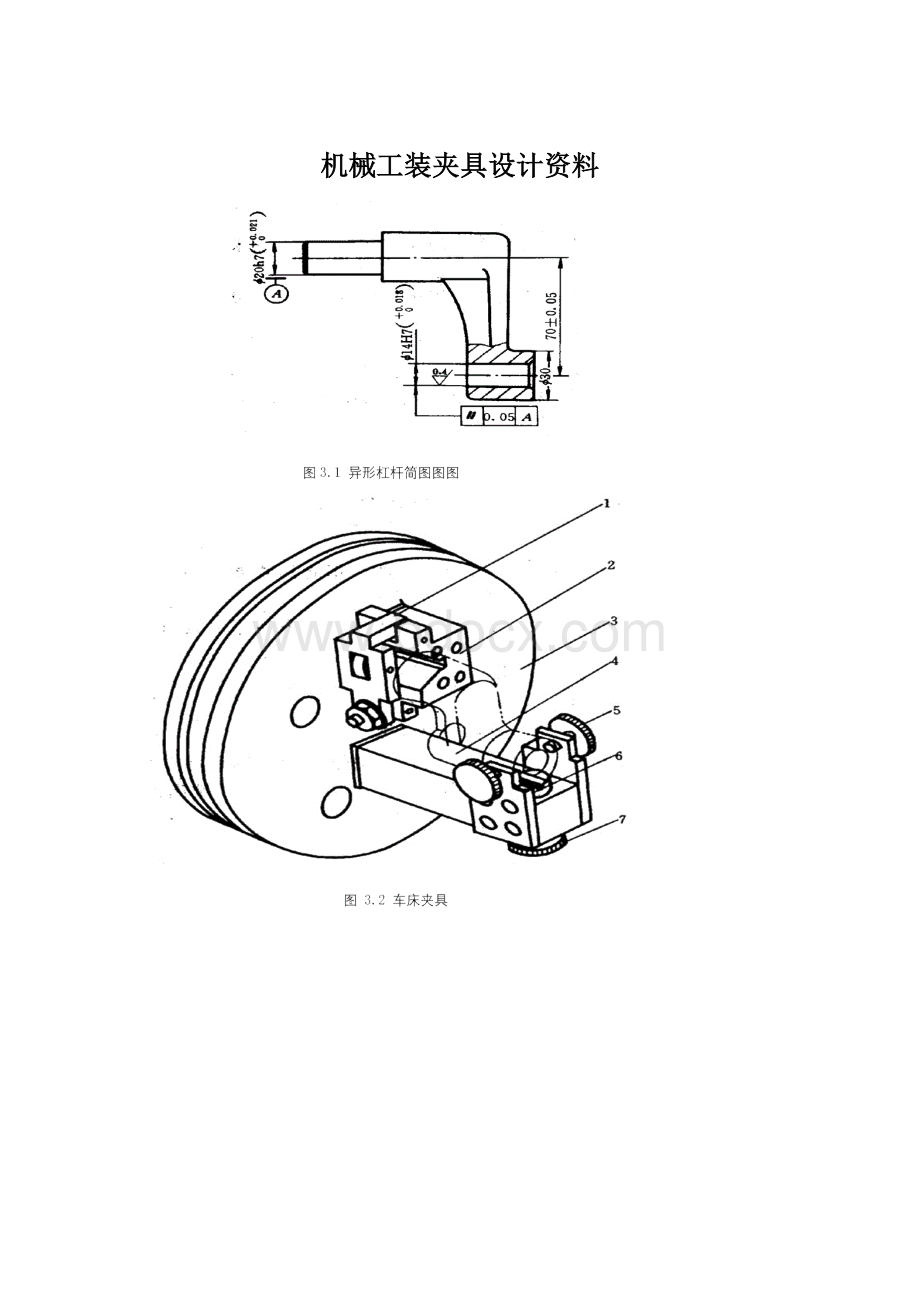
图3.68杠杆零件的料仓式铣床夹具
图3.71靠模铣床夹具
图3.77车床尾座孔镗模
1-支架;
2-镗套;
3、4-定位板;
5、8-压板;
6-夹紧螺钉;
7-可调支承钉;
9-镗模底座;
10-镗刀杆;
11浮动接头
图3.78镗曲轴轴承孔金刚镗床夹具
1、3-V形块;
2-浮动压块;
4-弹簧;
5-活塞;
6-活塞杆;
7-转动叉形块;
8、9-浮动压板
图3.81内滚式滚动镗套
图3.82回转镗套的引刀槽及尖头键
图3.88飞球保持架工序图及心轴夹具
图3.90阀体四孔偏心回转分度车床夹具
图3.92十字槽轮零件精车圆弧工序简图
图3.95加工偏心件的通用可调夹具
图3.96铣两端面成组夹具
1-组合气缸;
2-双向压板;
3-基体;
4-快卸垫板;
5-可换V形块;
6-传动杆;
7-压板;
8-螺钉
3.5.2专用夹具的设计示例
拨杆零件如图3.102,其加工过程为:
同时铣一面及另一面大小端面,钻铰φ12H9、φ8H9孔并倒角,钻φ7孔和螺纹底孔φ5,铣2mm槽,攻螺纹M6。
生产批量N=500件,设计钻阶梯孔φ7和φ5的钻床夹具。
(1)分析本工序加工要求
在拨杆大头平台上加工φ7、φ5孔,孔与R6同心,距离大孔12H9的位置尺寸是12,垂直平台端面。
(2)确定定位方案
图3.104拨杆的对刀导向方案
图3.105拨杆的夹紧方案
由加工要求可知位置尺寸12的工序基准为12H9孔心,考虑工件结构,取大孔12H9、端面及小孔8H9为定位基准面,采用一面两销限位,取定位元件φ12f8心轴并带定位台肩面,φ8e8的削边销具体结构见图3.103。
(3)确定对刀导向方案
由于加工孔是阶梯孔,所以采用快换式钻套引导刀具、固定式钻模板确定夹具与刀具的相对位置,并注意在夹具体上留有“排屑空间”,详细结构见图3.104。
(4)确定夹紧方案
由于产量N=500不太大,所以采用简单手动快速螺旋夹紧机构,通过拉杆、开口垫圈、弹簧和星形手轮螺母,在轴向方便、迅速、可靠地实现夹紧,见图3.105。
(5)确定夹具体并绘制夹具装配总图
夹具体要将定位、夹紧、对刀导向等装置连为一体,并能很好地安装在机床上,考虑工件本工序要求和定位、夹紧、对刀导向等装置,可采用铸造半开式框架夹具体,这样夹具体的结构简单、刚度好、重量适中,且制造较方便,成本相对较低。
图3.106拨杆阶梯孔夹具结构总图
如图3.106所示,先绘出工件双点划线三视图,依次实线绘出定位装置、导向装置、螺旋夹紧装置,通过绘制夹具体,把各装置零件之间的连接、配合表达清楚,最后标注必要的装配尺寸、配合及技术要求。
3.5.3夹具总图尺寸及技术要求的制订
1、夹具总图上应标注的尺寸和公差
(1)最大轮廓尺寸
一般指夹具长、宽、高三个方向的轮廓尺寸。
如图3.107中φ70×
84×
60。
如果夹具有活动部分,则应用双点划线画出其最大活动范围。
(2)影响定位精度的尺寸及公差
主要指“工件定位基面-定位元件”或“定位元件之间”的相互位置尺寸及公差。
例如图3.107中φ20H7/g6,台肩与心轴间垂直度“⊥/0.01/A”等。
(3)影响对刀精度的尺寸及公差
主要指“刀具-对刀导向元件”本身及相互之间尺寸公差。
如图3.107例中:
钻套导引孔的公差φ5F7。
(4)影响夹具在机床上安装精度的尺寸及公差
主要指“夹具安装基面-联接元件与机床相应配合表面”间尺寸、公差。
如图3.107中钻模的安装基面是平面,要求底平面的平面度为0.05。
又如图3.93车床夹具中“⊥/0.005/A,φ120H7/n6”及其沉台面的垂直度“⊥/0.05/A”。
(5)影响夹具制造及装配精度的尺寸及公差
指“定位元件-对刀元件-安装基面”三者之间的位置尺寸及公差。
1盘;
2-套;
3-定位心轴;
4-开口垫圈;
5夹紧螺母;
6-固定钻套;
7-螺钉;
8-垫圈;
9-锁紧螺母;
10-防转销钉;
11-调整垫片
图3.107钢套钻孔型材夹具体钻模标注及精度分析示例
例如图3.107中对刀导向元件钻套与定位端面距离20±
0.03,安装基面、定位心轴及刀具导套之间位置要求“∥/0.05/B、⊥/60:
0.03/B、÷
(对称度)/0.03/A”。
(6)其它重要尺寸及配合
主要指夹具内部各连接副的配合、各组成元件之间的位置关系。
这类尺寸的配合及形状位置公差,设计时可查阅夹具设计手册。
如图3.107中夹具体盘1、套2间的配合φ40H7/n6,夹具体与定位元件间配合φ14H7/n6,衬套与钻模板间、钻套与衬套间配合10H7/n6等。
2、夹具总图上应标注的其它技术要求
夹具总图上无法用符号标注说明而又必须说明的问题,就用文字形式写出技术要求,包括夹具装配调整方法、配作加工要求、夹具操作顺序等。
例如本例中,应标出“20±
0.03尺寸由装配时修磨垫片11来保证”的技术要求。
3、夹具总图上公差值的确定
夹具总图上取公差值大小的原则是满足加工零件要求的前提下,尽量降低夹具的制造精度和成本。
(1)直接影响工件加工精度的误差
夹具总图上应标注的第
(2)~(5)类尺寸的公差属于此类公差。
夹具公差TJ取工件对应尺寸公差和位置公差Tk的(1/2~1/5)即有:
TJ=(1/2~1/5)Tk
工件加工批量大、精度低时TJ取小值,反之TJ取大值,这样可延长夹具寿命,降低制造难度。
例图3.107中“20±
0.03,垂直度⊥、对称度÷
”的取值均属于此类。
(2)夹具上与工件未注公差对应的尺寸及位置公差
工件上尺寸公差Tk是末注公差时,视为IT12~14级,则夹具上相应公差TJ按IT9~11级取并标注;
工件上位置要求Tk为未注公差时,视为9~11级,夹具上相应位置公差TJ按7~9级取并标注;
工件未注角度公差视为±
10′~30′,夹具上相应角度公差则标注为±
3′~10′。
4、工件加工时夹具精度分析
由前可知,在夹具中加工工件时,总加工误差∑△是各项误差之和,按概率法叠加保证工件加工精度的条件:
为保证夹具使用寿命,防止因磨损导致的过早报废,在分析工件加工精度时,一般会留出一定的精度储备量JC,上式改写为∑△≤Tk-JC或JC=Tk-∑△≥0.
图3.108钢套加工径向孔工序图
当JC≥0时,夹具能满足工件的加工要求,JC值的大小还表示夹具使用寿命和夹具总图上各项公差TJ的取值是否合理。
如图3.107及钢套钻孔工序图3.108,分析钢套钻模加工精度如下:
1)定位误差△D:
计算得出△D(20±
0.1)=0,△D(÷
)=Xmax=0.041
2)对刀误差:
∵钻套φ5F7(+0.022+0.010)、钻头φ5(0-0.03)
∴△T=0.022+0.03=Xmax=0.052
3)夹具安装误差△A:
夹具底平面放在机床工作台上,所以有△A=0
4)夹具制造误差△Z:
因为夹具自身的制造及装配调整,因此有以下三项
△Z(⊥/0.03/B)=0.03,△Z(÷
/0.03/A)=0.03,△Z(20±
0.03)=0.06
5)过程误差△G:
△G(÷
)=1/3×
Tk=1/3×
0.1=0.033
△G(20)=0.2×
1/3=0.067
∵∑△(20)=
=0.108
∴JC=Tk-∑△=0.2-0.108=0.092>0
∵∑△(÷
)=
=0.087
∴JC=Tk-∑△=0.1-0.087=0.013>0
所以此方案可使用。
值得注意的是夹具一般是单件生产,且精度要求高,多采用“修配法”装配,有“配作”及“精作”要求时,须要在总图技术要求中标明;
有时也可能采用“调整法”装配保证夹具使用精度,此时要合理选择调整件。
 升级会员
升级会员 