穿孔机调整参数与常见缺陷Word文件下载.docx
《穿孔机调整参数与常见缺陷Word文件下载.docx》由会员分享,可在线阅读,更多相关《穿孔机调整参数与常见缺陷Word文件下载.docx(54页珍藏版)》请在冰豆网上搜索。
3.管坯直径、长度和断面积,延伸系数大则穿出的管子壁薄,但受到毛管内外表面质量咬入条件,轧卡等限制也不能太薄,一般小型穿孔机穿出毛管的壁厚为4.5~5毫米.穿碳素钢管坯的延伸系数为3~4.5,穿合金钢管2.5~4延伸系数的下限受到顶杆强度和稳定性的限制,最小的延伸系数为1.2。
什么是扩展值?
影响它的因素有那些?
毛管内径与顶头直径之差叫做扩展值,由于在斜轧穿孔过程中管坯在变形区中呈椭圆形,因此毛管的内径始终会大于顶头直径。
影响扩展值的因素有变形区椭圆度、毛管壁厚、管坯直径、顶头直径、穿孔温度、钢种等。
在实际生产中可通过轧机调整对扩展值进行适当的控制。
毛管的壁厚和外径是由什么决定的?
怎样计算?
毛管的壁厚由轧辊与顶头之间的距离所决定,而这种距离是用辊间距、顶头直径和顶头延伸入量进行调整的。
毛管外径取决于导板间距、轧辊间距和顶头伸出量(顶头位置),导板间距大轧辊间距小既变形区椭圆度大的情况下毛观的外径将增大,顶杆位置前入口方向伸入量小则毛观外径大。
影响外径的这三种主要因素又有一种互相综合的影响,关系较复杂应在实践中摸索掌握。
什么是孔腔?
形成孔腔的原因?
斜轧实心管坯时在管坯内部产生的撕裂叫孔腔。
产生于管坯中心区域的称为中心孔腔。
产生于管坯表皮层下的叫环形孔腔。
中心孔腔在二辊式斜轧穿孔过程中发生,环形孔腔在三辊式斜轧穿孔过程中发生。
过早形成孔腔是指管坯未遇顶头时中心已开始撕裂,孔腔是由中心疏松发展的撕裂而形成的,斜轧穿孔时在顶头前中疏松是必要的,而孔腔是要避免的,在高温下孔腔孔壁被严重氧化,在穿孔过程中不能被焊合而形成不规则的折叠而造成的内折缺陷,产生孔腔的原因一般认为是管坯中心受到复杂的拉应力(二辊穿孔)和切应力,在拉应力和切应力的交变作用下有可能导致管坯中心金属的撕裂,拉应力越大越容易形成孔腔。
影响孔腔形成的主要因素是什么?
主要因素为以下几个方面
1.顶头前压下量越大越容易形成孔腔。
2.变形区中椭圆度越大越容易形成孔腔,其椭圆度为导板间距与轧辊间距之比。
3.在顶头前管坯被反复压缩的次数越多越容易形成孔腔。
4.钢自然塑性的影响,其中包括钢的化学成分,治炼质量组织状态,而钢的组织状态又受管坯加热温度时间所影响。
斜轧穿孔变形区
一区称为穿孔准备区,既轧制实心管坯区,它的作用是为穿孔做准备实现一、二次咬入,其变形特点一是由于轧辊入口锥表面有锥度,所以当管坯被咬入并旋转着前进时管坯在直径上逐渐被压下。
二是被压下的金属一部分横向(导板方向)流动使管坯横断面变成椭圆,另一部分金属则沿纵横向流动(延伸)。
三是由于主要是管坯表层金属变形伸长,因此变形后就会在管坯头部形成一个“喇叭口”形的凹坑,此凹坑有利于顶头鼻部对准管坯中心,以减小毛管头部壁厚不均。
2区叫做穿孔区,该区的作用是将管坯穿出一个内孔由于轧辊的顶头之间的间隙是逐渐缩小的,这将使管壁逐渐受到压下,被压下的金属同样也产生横向及纵向的流动金属,流动在横向的受到导板限制因此纵向伸长是主要的,穿孔变形主要在2区完成。
3区为碾轧区,它的作用是碾轧(均正)管壁,以改善管壁尺寸精度和内外表面光洁度,此区的变形量较小。
4区为规园区,其作用是将椭圆度的毛管在几乎无变形量的条件下进行规园,此区很短。
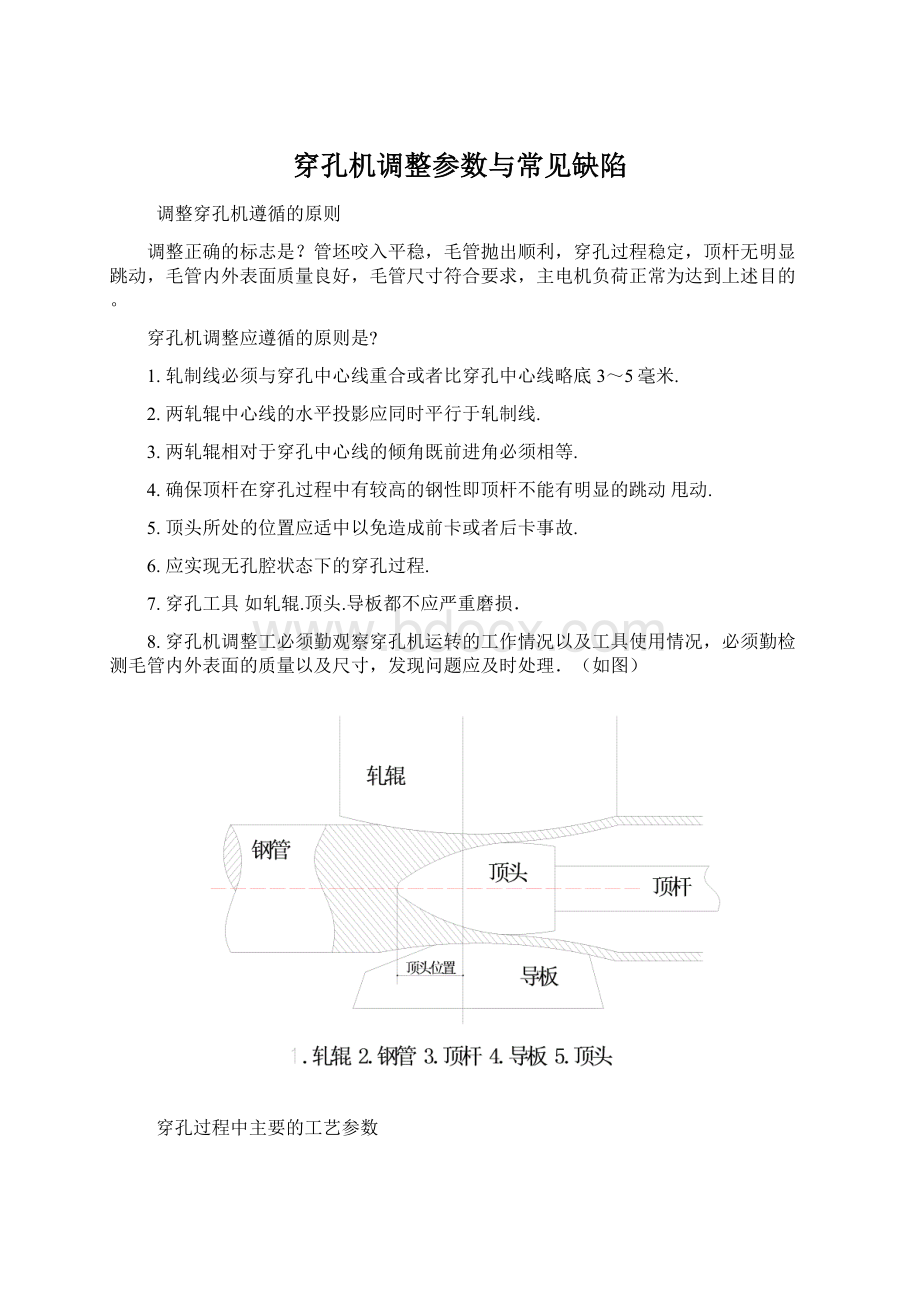
(如图)
上钢一厂导板最高点超轧辊轧制带前26毫米轧制线131。
φ50穿孔超前15毫米,
φ76穿孔超前21毫米,机架中心线—135mm,轧制中心线131导板50导板距一半44。
131-50-44=37(导板垫)。
管坯裂缝深度不能超过0.7管坯直径不超过5%(小于)。
毛管外径D±
2壁厚S±
10。
轧制表
管坯直径
毛管规格
毛管外径
毛管内径
毛管壁厚
延伸系数
压下量%
绝对压下量
轧辊距
导板距
顶头直径
顶头位置
顶前压下量%
50
53*2.8
53
47.4
2.8
4.313
15
7.5
42.5
48
44
45
6.48
53*3
47
3
4.083
43
53*3.3
46.4
3.3
3.734
49
42
53*3.5
46
3.5
3.535
53*4
4
3.125
41
53*4.5
4.5
2.806
40
53*5
5
2.526
39
54*5.5
54
5.5
2.272
52
54*6
6
2.105
38
60
63*3.5
63
56
4.235
9
51
58
6.677
63*4
55
3.737
63*4.5
3.350
63*5
3.041
63*5.5
2.788
59
63*6
63*6.5
6.5
2.377
63*7
7
2.277
63*7.5
2.097
63*8
8
1.984
63*9
1.796
61
68*6
68
2.346
67*9
67
1.672
62
1.导板垫根据穿孔机轧制中心线确定厚度。
2.轧辊进口变形角3度。
3.管坯热状态直径增加0.5毫米。
4.计算顶头前压下量%
轧制表
65
68*4
4.043
10
60.5
7.21
68*4.5
3.622
68*5
3.286
68*5.5
57
3.011
2.782
68*6.5
2.589
68*7
2.424
68*7.5
2.281
68*8
2.147
68*8.5
8.5
2.046
68*9
1.949
68*10
1.766
70*6
70
2.668
14.5
9.5
64
6.45
70*7
2.323
73*4
73
4.349
10.5
59.5
6.96
73*4.5
3.894
73*5
3.494
73*5.5
3.200
73*6
2.955
 升级会员
升级会员 