复合玻纤风管的制作施工工艺标准Word文件下载.docx
《复合玻纤风管的制作施工工艺标准Word文件下载.docx》由会员分享,可在线阅读,更多相关《复合玻纤风管的制作施工工艺标准Word文件下载.docx(27页珍藏版)》请在冰豆网上搜索。
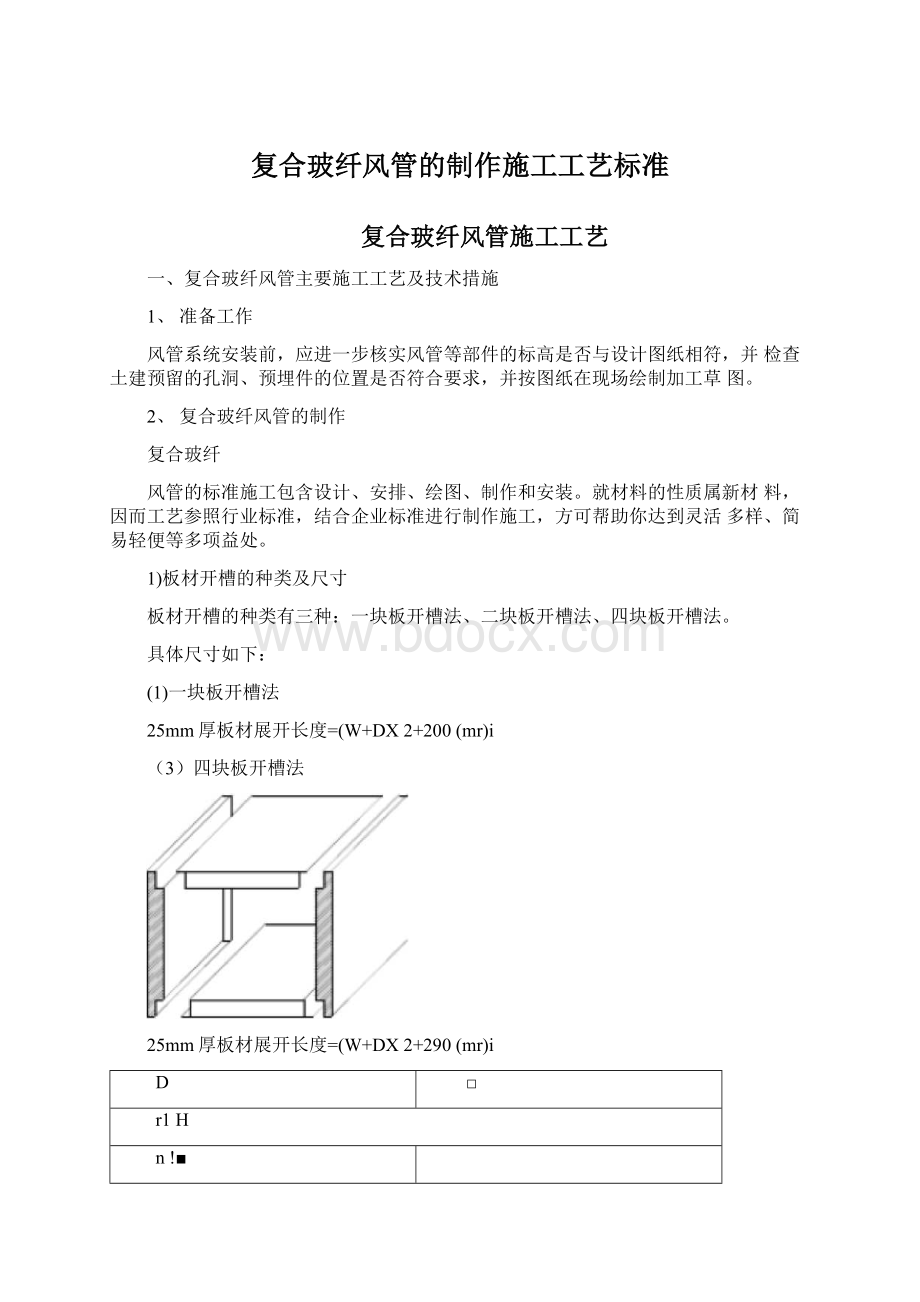
W风管径宽度尺寸(mm
D风管径高度尺寸(mr)i
2)板材开槽的方法:
手工开槽
应使用专用的手工开槽刀具进行开槽,开槽尺寸应根据风管径尺寸再加上展开的搭接长度尺寸;
开槽完成后的板材将形成可搭接的折边及供密封时用的密封盖舌
手工开槽刀具及开槽形状:
3#开槽刀
1#开槽刀2/4#开槽刀
3)直接管道的制作
(1)将已开好槽的板材槽口刷上专用粘接胶,然后折起以形成管道,注意应使管道两端的雌雄口端缘平齐。
(2)将管道倾斜约30°
用装订针将密封盖舌固定,装订针应与接口平行或略带角度,装订针间距为50mm
(3)用专用的密圭寸胶带根据工艺规进行密圭寸
X
5)90°
弯管的制作
(1)在开好槽的板的雌口处划出放置导流片的位置尺寸线及支管分接口(A
板)的尺寸线=(A板的尺寸=风管径+35mn或55mm
(2)根据划线用导流片切割刀开孔,并将A板割下。
导流片间距为150mm
(3)插入玻璃纤维导流片或镀锌钢板导流片(导流片长度为风管径加上
35mn或60mrh
(4)使A板的雌口端位于弯管的下游开口处,根据工艺规贴上胶带接片,并密封。
注:
玻纤导流片的使用长度不得超过750mm金属导流片可替代玻纤导流片
导流片非加固的替代品,应根据管径和压力进行正确的加固
*连接弯管的支管管道的长度不得小于其管道的宽度的1/6长。
5)三通(T形管道)的制作
(1)在开好槽的板的雌口处划好放置导流片的位置尺寸及支管分接口(A板、B板)的尺寸线,(A板、B板的尺寸=风管径+35伽或55伽)。
(2)其他详细工艺参见900弯管的制作方法。
6)迂回管道的制作
(1)用直角刀沿管道外表四周切割,作侧板切割时要注意保持角度的一致性。
(2)切割的角度是所需迂回的角度的一半
(3)将一端管道旋转180°
(4)在管道的平接口上打上粘胶剂
(5)根据工艺规贴上胶带接片,进行密封
*通常小于90°
的迂回管道无需导流片。
*根据规作为直管无需加固,但某些迂回管道可能仍需加固,需根据现场情况而定。
7)高度变径管道的制作
(1)变径管尺寸变化=上下游末端高度之差
(2)延虚线用直角刀切割,如图。
尺寸改变+13t
(3)休整二边,留下50伽盖舌
倾斜板端面短10以上
(4)若变径板端面短10mm以上时,在变径管上游处可插入一块有雌雄口的
填板(长度大于150伽)。
(5)根据工艺规进行密圭寸。
*变径时所需的长度围为变化值的2〜6倍。
*根据规作为直管无需加固,但某些变径管道可能仍需加固,需根据现场情况确定。
8)宽度变径管道的制作
(1)变径管尺寸变化=上下游末端宽度之差
(2)
沿虚线用雌雄切割刀切割,如图所示保持其雌雄搭接口。
(3)休整二边,留下50伽盖舌。
将玻纤保温层从盖舌上除去
(4)其他详细工艺参见高度变径管的制作方法。
*变径时所需长度围为变化值的2-6倍。
*根据规作为直管无需加固,但某些变径管道可能仍需加固,需根据现场情况而定。
9)高度、宽度均有变化的大小头管道的制作
(1)可以由平板作起,如图所示:
(2)如上图做出四块管板后,将A和B、C和DAB和CD十上针,根据工艺规进行密圭寸。
10)靴子形支管道的制作
(1)如图所示,对一已成型的直管用直角刀沿虚线进行切割,作侧面切割时应保持角度的一致性。
(2)将A管道如图旋转
(3)根据工艺规进行密圭寸
11)系统末端闷头管道的制作
(1)闷盖尺寸:
风管径加上板材厚度
(2)根据规贴上胶带接片,并进行密封
~n
□
n
*根据规作为直管无需加固,但某些变径管道可能仍需加固,需根据现场情况而
^定。
12)与设备、阀门部件的连接
(1)金属法兰连接法:
先根据风管的径尺寸用镀锌钢板作一个长约60伽的管道,用铆钉将此管道与金属法兰连接;
再用专用垫片、螺丝将镀锌管道与玻纤风管的一头相连接;
安装时,金属法兰与设备或阀门法兰用螺栓连接紧固;
安装完毕后再对阀门进行
保温。
此法建议使用于设备或需单独支吊的阀门部件。
(2)套作法:
此种方法适用于小型的、无法兰的、无需单独支吊的阀门。
在玻纤风管成型时,将阀门植入风管,用刀具在风管壁上开出一个阀门操作手柄的小孔,并将阀门的操作手柄安装在风管外,便于阀门开启。
13)与散流器、格栅的连接
(1)连接风口的支管与主干管道密封,立管与风口需单独支吊。
金属角托架
金属垫片
+*■
直攻螺丝
散流器
(2)当风口的面积不大于0.09川无需单独支吊,可直接用轻钢龙骨固定在
风管上
14)风管管道之间的连接
(1)将两块组装好标准风管管四个边角打好密封胶,密封胶应涂刷均匀。
(2)将准备对接的雌雄口刷上专用粘胶剂,立即组对,应确保雌雄承接口组合紧密。
(3)根据工艺规对接口进行密圭寸。
建议:
*在吊装前应尽可能多组装风管。
为了保证接口处接缝的密封性,应将管道的雄接口四周切割休整好,并雌口朝下摆放整齐。
*吊装时,如施工间隙过小,难以确保密封效果时,可在雌雄搭接口处涂上粘胶剂后再密封。
3、密圭寸
密封材料的选用及其工艺规在确保安装出合格、高效的玻纤风管系统工程中起着至关重要的作用。
使用不合格的材料或不规的操作,会影响系统使用效果或缩短系统寿命。
ISOVER消音风管系统建议使用的密封胶带有:
热敏胶带、压敏胶带二种。
1)密封材料种类、性能及应用
胶带名称
热敏胶带
压敏胶带
规格
76mmX107m
63mmX54m
压力限制
无
500Pa以下
温度限制
10°
C以上
密封表面要求
对风管表面无特殊要求
待密封表面应清洁干躁,无污染
宝诵〒曰需要工具
使用咼温电熨斗
使用刮刀
密封要点
熨烫时,当熨斗温度达到200r左右,将热敏胶带熨烫平整无气鼓时,表示密圭寸完成。
密封时,用刮刀在胶带表面用力檫,直到胶带与板材铝箔表面完全粘牢。
注意要点
密圭寸完成后,应待胶带冷却到手可触摸时,才表明接口以粘牢。
1.压紧胶带时不要让胶带产生皱。
2.不要刺破胶带。
3.如胶带存放在低于10C以下的环境中,使用时,应预热胶带,恢复其密封效果。
2)管道密封前的固定装订
在管道未用胶带密封前,应先使用专用的扒形装订针,对管道的搭接口进行固定,装订针的间距为50伽一个;
装订时,装订针应与接缝呈角度。
注意:
此针仅用于有盖舌的搭接口固定。
若无盖舌或平接口时,应用胶带接片进行固定。
3)胶带接片工艺规及应用
胶带接片工艺规:
胶带接片的长度应不小于100伽,间距最大为300伽,每边至少一个。
(1)应用于搭接口时,当搭接口无盖舌时可使用胶带接片工艺
(2)应用于平接口时在平接口处涂上专用的粘接胶,再应用胶带接片工艺进行密圭寸。
(3)应用于管道安装时,水平安装风管时,让管道向一边斜,以便在一侧粘贴胶带接片进行固定,然后完成密封。
4、加固
1)加固的方法、种类
当风管系统部的静压负载使玻纤风管管道出现1%勺饶度时,就需要对风管管
道进行加固。
因此,根据系统的压力及管道尺寸,选用正确的加固方法,对风管系统的使用寿命是至关重要的。
ISVOER节能消音风管系统的管道可采用以下方法来进行加固:
一是使用钢丝、套管的拉杆加固法;
二是使用轻钢龙骨的框架加固法;
三是使用轻钢龙骨的抱合加固法。
拉杆加固通常使用在500Pa以下的正压加固中。
框架加固可用在正压及500Pa以下的负压加固。
而抱合加固仅仅是前二者加固的补充加固法,使用在拉杆加固和框架加固无法应用的某些特殊管道上,如90°
弯省、三通、闷头管等。
(1)拉杆加固采用的材料
©
2mm镀锌钢丝64X64X0.8(mm)垫片
13X1.5mPVC
管拉杆长度=风管径+90m
V严,.匕
Z—乞
(2)框架加固法采用的材料38#轻钢龙骨
4X10mm铁铆钉
4X40m自攻螺钉
正压时轻钢龙骨长度=风管外径周长+100伽
负压时轻钢龙骨长度=风管径周长+100m
(3)抱合加固法采用的材料
所用的材料与框架加固法一样
2)拉杆加固法加固表
静压
Pa
风管径
宽度或高度
横向拉杆数
根
纵向最大间距
每节管道拉杆总数
0〜150
0〜900
925〜1195
1
600
2
1200〜1600
4
1625〜2000
3
6
2025〜2400
8
150〜250
0〜600
625〜800
825〜1195
250〜500
0〜395
400〜600
400
*当正压超过500Pa以上时,应采用框架加固法。
*风管宽度超过1000mm时,应在雄接口处使用防下垂加固装置
更详细的加固明细请参加见ISOVER部使用的加固图表册
3)框架加固法加固表
负静压
横向
拉杆数
纵向
最大间距
mm
每节管道
拉杆总数
框架总数
个
0〜750
775〜1200
1255〜2400
625〜1200
1225〜2400
60
 升级会员
升级会员 