卧式包装机的操作图Word文档下载推荐.docx
《卧式包装机的操作图Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《卧式包装机的操作图Word文档下载推荐.docx(9页珍藏版)》请在冰豆网上搜索。
送纸结构是由包材托辊、包材驱动滚筒、导辊、压纸辊、刹车轮、刹车皮带、角度调整辊及齿轮组组成。
包材托辊用于托架包材,通过托辊的内外、锥套固定包材。
压纸辊用来夹压包材,防止包材与包材驱动滚筒之间的相对滑动。
刹车轮及刹车皮带轮用来调节包材的张力,使包材张力均衡。
角度调节辊用来调节包材成型的平整度及包材进入制袋器的角度。
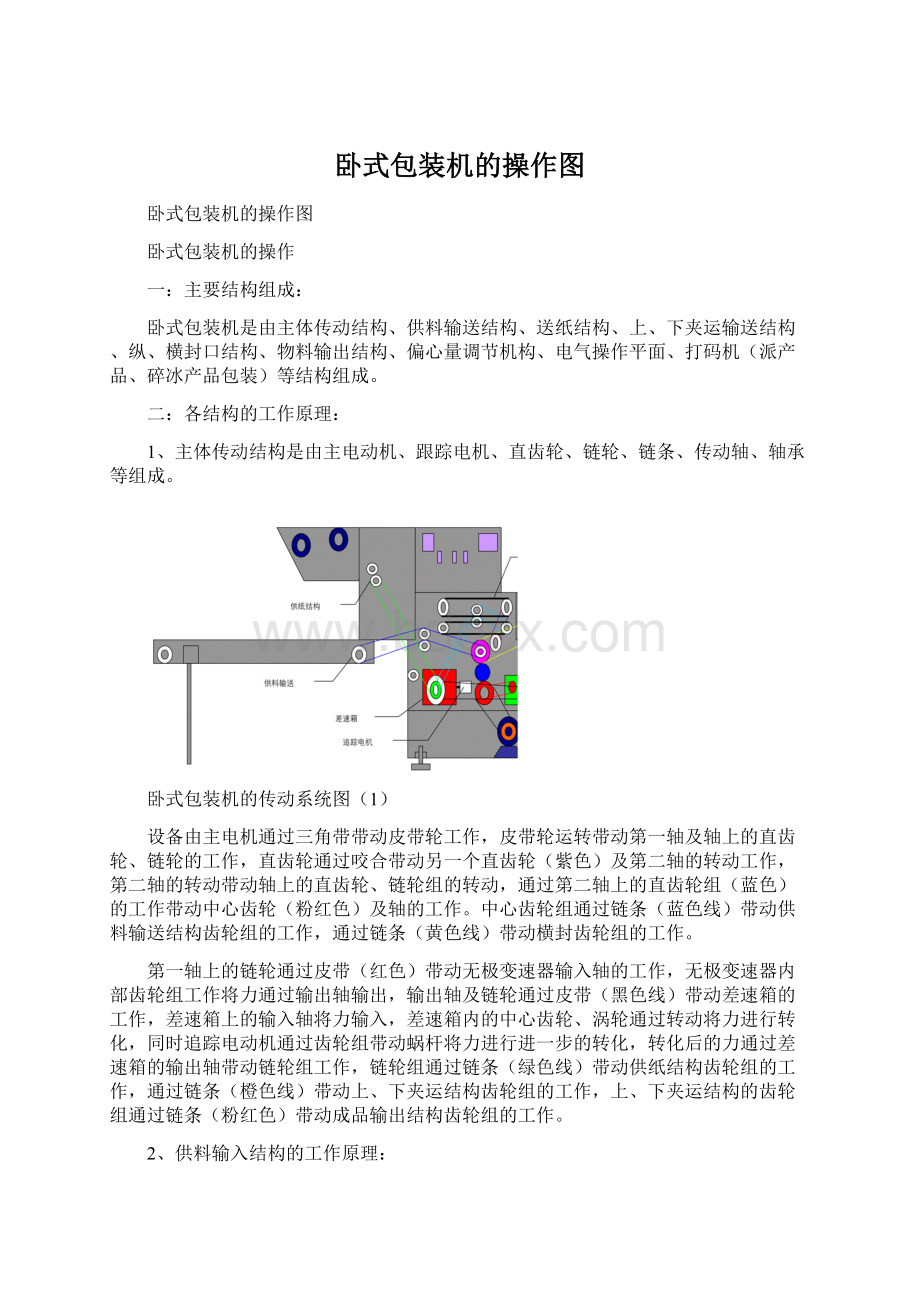
设备主传动结构带动供纸结构齿轮组的工作,齿轮组引起包材驱动滚筒及导辊等部件的工作,托架在托辊的包材通过导辊进入包材驱动滚筒,经压纸轮夹压后进入角度调整辊,包材经角度调整辊后进入制袋器。
(参考图2)
供纸结构及输入情况图
(2)
4、上、下输送结构工作原理:
上、下输送结构是由压运带、皮带辊、支架、拖板、万向节、齿轮组组成。
设备主传动结构通过链条带动上、下输送结构齿轮组的工作,齿轮组通过万向节带动下夹运带皮带辊的转动,从而使下夹运带工作。
齿轮组通过另一条链条带动上夹运带皮带辊的转动,从而使上夹运带工作。
物料被包材包裹后,通过上、下夹运带的同步夹压转动,使物料平稳的送入横封切刀部位,生产过程中可根据物料的规格,通过上夹运带的调节手轮调整上、下夹运带之间的空隙,以满足包装的需求。
5、纵、横封口结构工作原理:
5.1、纵封口结构是由纵封轮、纵封座、加热块、纵封手柄等部分组成。
包材通过制袋器将物料进行包裹,包裹后的物料通过纵封轮之间的间隙,这时合上纵封手柄,纵封轮内的加热块加热使纵封轮产生温度,两个纵封轮同步反方向转动,利用纵封轮产生的热量及纵封轮相互积压产生的力,实现包材的封口工作。
5.2、横封口结构是由齿轮组、轴、刀座、刀片、加热片、毛刷及横封支架等部分组成。
设备的主传动结构带动横封结构齿轮组的工作,齿轮通过带动上、下横封轴转动使横封刀座反复同步工作,同时,通过刀座上的的加热片加热,使刀片及上、下横封器产生热量,从而使包裹物料的包材被积压和切断。
并通过毛刷将物料排出。
6、物料输出结构工作原理:
物料输出结构是由支架、皮带、轴及轴承组成。
由下压运带的齿轮组通过链条带动物料输出齿轮的工作,物料输出结构的齿轮带动输出皮带的轴,从而使皮带工作,将封口完毕的产品输出。
7、偏心量调节机构的工作原理:
偏心量调节机构是用来调节横封切刀在封口时的瞬间速度的,通过调节偏心量可以实现封口时横封切刀的线速度同包材的运行速度一致。
根据生产的实际控制要求,通过调节偏心量的调节手轮来调节横封齿轮组的锥齿轮,调节的量通过偏心量显示表显示出来,调试结果作为调节时的数据参考。
8、电气操作平面:
电气操作平面表面是由电源开关、温控开关、温控显示仪表、启动开关、工作指示灯、及袋长、计数仪表等部分组成,(派包装机还包括人机操作平面)电气操作箱内部是由电气元件及PLC控制系统组成。
PLC作为电气的中央控制系统,通过内部程序的控制,将信息不断的输出,从而实现整个设备运行工作。
9、打码机的工作原理:
打码机是由打码机头、电控箱、信号传感器等部分组成。
设备运行过程中,打码机同机体同步工作,由打码机头传动字轮及油墨轮的工作,同时由加热器对字轮及油墨轮进行加热,由信号传感器传输工作信息,通过电控箱控制打码的温度及打码的位置,从而实现对包材的打码工作。
三:
设备基本操作方法
1、打开设备总电源。
2、打开电气操作平面上的加热、温控开关,根据当班生产包材的情况,设定密封器的加热温度。
(人机画面的设备,可通过人机画面进行直接的设定及调节)
3、检查设备各运转部位情况,确保设备各工作部位无杂物。
4、通过转动手动车轮,观察设备转动有无异常,如设备存在异常,则不得开机。
5、将包材安装在包材托棍上,根据包材的尺寸确定包材内侧锥套的位置,并对内、外锥套进行固定。
6、按照机器上的包材传绕示意图对包材进行传绕,将包材引入包材驱动滚筒与压纸辊之间,拨动压纸辊控制手柄,压紧包材,同时点动追踪开关,将包材经角度调节辊送入制袋器直至横封切刀处。
7、根据当班生产的要求,确定生产产品袋长,打开启动开关,包装4-5袋空包进行观察,根据封口的成形情况同生产控制要求进行对比,进行以下各项目的调整。
7.1、调整产品的包装成形:
调节方法:
调节包材角度调节辊同制袋器的相对位置。
7.2、调整产品的袋长:
启动设备,通过调节无极变速器前方的袋长调节手柄进行调节,调节手柄顺时针旋转,则增加产品袋长,反之,则减少产品袋长。
7.3、调整产品的光标:
一对横封切口位置,二对光电色标,三调追踪凸轮。
(1、启动设备,将横封切刀点动到即将闭合的位置,关闭启动开关,通过手动旋转设备前置盘车手轮,将包材的色标点对准横封切刀的中心位置。
2、将检测光电开关对准包材的色标点。
3、打开机箱,将追踪凸轮位置的接近开关对准凸轮的凹口处。
)
7.4、调整需包装产品的位置:
打开供料输送结构同设备主体的离合器,通过用手调节输送链条的方向,确定包装产品的位置,调节完毕后,关闭离合器。
7.5、调整横封偏心量:
根据包装产品的要求,确定偏心量的的大小,通过偏心调节手柄进行调节,保证横封切刀的封合速度(V1)同包材的运行速度(V2)基本相同,如VI小于V2,包材就会堆积,如V1大于V2,就会出现拉膜现象。
7.6、调整上、下夹运带:
调整方法:
通过调节夹运带上的张力调整螺栓,调整夹运皮带的松紧。
通过调节升降手柄,调整上、下夹运带的空间,将产品及包材适当夹压。
7.7、调整纵封轮的封口:
通过调节纵封结构上的螺钉调整纵封轮的高度、纵封轮之间的间隙及封轮齿的咬合情况。
7.8、调整横封封口:
1、如横封效果两边不一致,一边封口强度高,一边封口强度低,可通过校正上横封轴、横封器同下横封轴、横封器的位置,使两者轴的中心线重合、一致。
2、如横封切不断及生产过程中横封切刀位置响声过大,可通过调整横封刀片的高度实现调节。
3、如成品的横封压纹存在裂痕及压纹不清晰现象,可通过调整横封上、下刀座的牙纹咬合情况进行解决。
4、在以上情况都调整适当的前提下,如出现横封起皱及封口不牢的现象,可通过调节横封温度设置进行解决。
8、生产结束后,清理设备各部位的卫生,关闭设备电源。
四:
注意事项:
1、设备启动时,设备转速应遵循由慢到快的工作原则。
2、开机前,应仔细检查设备的各运转部位的工作情况。
3、生产过程中,不得向纵封、横封横封部位伸手,以免手指被挤伤、烫伤。
4、操作工工作时,必须带工作帽,头发不得外露,以防被设备缠绕。
5、生产结束后,应及时对设备的各部位进行卫生清理及简单的保养。
6、设备运行3个月后,应对设备的各传动链条、皮带进行涨紧。
7、定期对电气操作箱的线路进行检查,看线头有无松动。
8、每班对光电检测器的探头进行卫生清理,保证其工作的灵敏性。
9、根据生产的实际情况,定期更换横封供电滑环上的碳刷。
10、各传动链条、齿轮每工作1000小时,进行润滑一次。
(N32、40#机械油)
11、每6个月更换无极变速箱的润滑油(N320工业齿轮油),每4个月更换差速箱的润滑油(N32机械油)。
五:
常见故障分析及解决措施
序号
故障情况
原因分析
解决措施
1、
电源指示灯不亮
1、无电源。
2、电源指示灯损坏。
1、检查电源线路。
2、更换电源指示灯。
2、
设备生产过程中跳闸
1、设备加热管漏电。
2、横封供电滑环上碳刷粉末过多使碳刷太脏导致漏电。
3、电气机箱内的电气元件损坏。
4、线路存在短路情况。
1、检查设备各加热管的使用情况,进行修复和更换。
2、关闭设备电源,用布清理碳刷的粉末。
3、利用电气测量仪表,检查电气元件的工作情况,对损坏的元件进行更换。
4、检查设备内的线路接头是否送动。
3、
设备主机无法启动
1、电机损坏。
2、变频器故障或损坏。
3、PLC不输出工作信号。
4、急停开关关闭。
5、主机过载。
1、更换设备电机。
2、检查变频器的工作情况。
3、检查PLC有无信号输出。
4、将急停开关复位。
5、检查设备机械传动部分及安全开关是否复位。
4、
主机开动后,机械不能正常运转。
1、主电机传动皮带松弛或老化。
2、设备各传动部分链条过松或过紧。
1、涨紧皮带或更换皮带。
2、将传动链条调整至合适程度。
5、
产品纵封未封合或封口效果不理想,
1、纵封轮不加热。
2、纵封轮控制温度调节不当。
3、两纵封轮滚压接触不良、或两轮之间的压力太小。
4、包材质量不符合要求。
1、检查纵封轮的加热盘、热电偶、温控表是工作正常,有损坏情况进行更换。
2、将温控表的设定温度进行调整,同时检查热电偶是否在纵封轮内。
3、调整纵封轮的位置,调整其间的压紧力。
同时检查滚轮的轴承是否损坏。
4、更换理想包材。
6、
纵封封口余量一边大,一边小,且包材进入制袋器后纵封不稳。
1、包材太窄。
2、角度调节辊同制袋器的位置调整不当。
3、制袋器调整尺寸不合适。
4、上夹运输送带压力过大。
5、下夹运带与纵封轮、制袋器三者间不水平。
6、托架滚筒的包材微调旋钮调整不当。
1、更换理想的包材。
2、参考调节包材成形操作,调节两者之间的位置。
3、对可变的制袋器进行调整,对不可变的制袋器进行更换。
4、调整上、下夹运带之间的空间,满足实际包装产品的要求。
5、重新调整三者之间的位置。
6、调整微调旋钮进行调节。
(顺时针调节,包材中心向设备内移动,反之,向设备外移动。
7、
横封封口未封合或封口不良。
1、横封切刀不加热。
2、横封切刀封口温度调节不当。
3、横封器调节不当,一是刀座牙纹咬合不良,二是切刀刀片磨损,三是横封切刀弹簧压力不足。
4、横封偏心量调节不合适。
5、包材质量不符合要求。
1、检查更换加热管、热电偶及横封温控表。
2、根据包材材质,调节封口温度。
3、重新校正刀座,研磨或更换刀片,调节横封切刀的压力。
4、参照偏心量的调节方法进行调整。
5、更换理想的包材。
8、
包材横封切不断。
1、横封切刀的刀片一
 升级会员
升级会员 