参考刀具参考层参考3D的使用以及区别Word下载.docx
《参考刀具参考层参考3D的使用以及区别Word下载.docx》由会员分享,可在线阅读,更多相关《参考刀具参考层参考3D的使用以及区别Word下载.docx(12页珍藏版)》请在冰豆网上搜索。
二、操作方法及注意事项
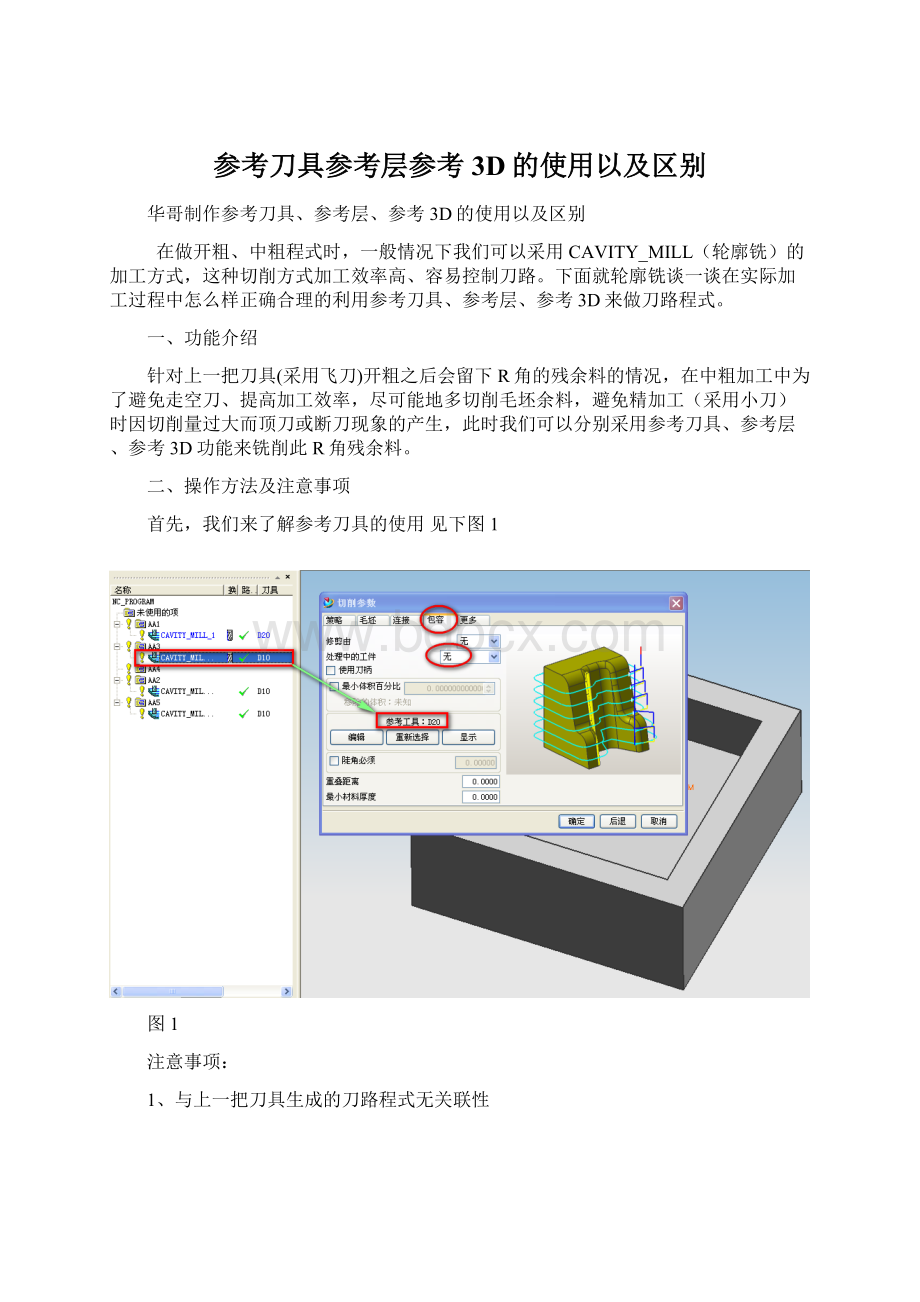
首先,我们来了解参考刀具的使用见下图1
图1
注意事项:
1、与上一把刀具生成的刀路程式无关联性
不存在开粗的刀路程式,也可以直接生成一条利用参考刀具的程式来。
因为它会视部件已被上一把刀具(比如采用¢20)开粗过,直接产生清(R)角的刀路。
见下图2
图2
2、参考刀具比上一把刀具直径要略大些
如果采用¢20的刀具开粗,接着采用¢10的刀具来中粗,那么此时我们所要参考的刀具直径为¢22。
因为当采用¢20开粗时,在拐角处会给R=0.5
的圆弧过渡
那么现在的R=10.5,所以我们只有参考R11的刀具才能清掉三角余料。
见下图3、4
图3
图4
3、底部余量可与上一把刀相同,但是部件侧面余量一定要大于或等于上一把刀具所留余量值。
A、当部件侧面余量小于开粗时所留的余量会导致过切,见下图5、6、7
图5
图6
图7
B、正确的处理方法:
中粗清角时,部件侧面余量应该大于或等于开粗时所留部件侧面余量,底部余量可与开粗时相同见下图8、9
图8
图9
其次,参考层的使用见下图10、11
图10
图11
1、与上一把刀具生成的刀路程式有关联性
必须具备3个条件:
A、必须在WORKPIECE下才能生成
B、必须在首选项——>
加工——>
配置——>
勾选启用基于层的IPW
C、当中粗程式做好之后,在生成刀路时产生报警或无法生成,应先把开粗的程式再生成一次,然后就可以生成中粗程式了
2、与参考刀具的区别
A、当部件(侧壁)余量大于上一把刀所留余量,此时只清(R)角
B、当部件(侧壁)余量小于上一把刀所留余量,此时不仅清(R)角,同时清部件周边轮廓
3、最后,参考3D的使用
从模具加工的范畴来说,一般情况下我们视模具的大小来选择加工方式。
例如加工手机模、玩具塑胶模、鼠标模等等这样的小模,通常情况下我们多数采取选择参考刀具的方式,而加工液晶显示器后壳、打印机壳、空调壳、汽车模这样的大模时,我们多采用参考3D的方式。
参考3D:
视上一把刀具未加工到的地方(开粗所留下的残余料)作为新的毛坯体来进行清(R)角,与参考刀具、参考层相比它计算刀路的时间会更长。
1、用大刀开粗之后会留下很多残余料,特别在那些死角处同时有拔模角的斜面,比较狭小很深的位置,此时最好采用参考3D,防止夹刀、顶刀,甚至断刀。
特别是在加工大模时千万要注意这一点。
2、如果在加工大模时遇到上图这样死角处,用飞刀进行中粗(R)清角时,无论是采用参考刀具还是参考层都很容易顶刀
正确的处理方法:
利用参考3D,同时在切削参数“自动进刀/退刀”里,把“最小斜面长度—直径%”设置在:
50%以上,但最大不超过90%,一般情况下设置为60%。
三、总结
无论是采用参考刀具、参考层、参考3D哪一种切削功能,它们在中粗过程中都起到“清角”的作用,但是我们要分析加工材料的特性,刀具材料的切削特性,粗加工所留余量的大小来做出正确的选择。
 升级会员
升级会员 