27GZR控制电缆Word格式.docx
《27GZR控制电缆Word格式.docx》由会员分享,可在线阅读,更多相关《27GZR控制电缆Word格式.docx(72页珍藏版)》请在冰豆网上搜索。
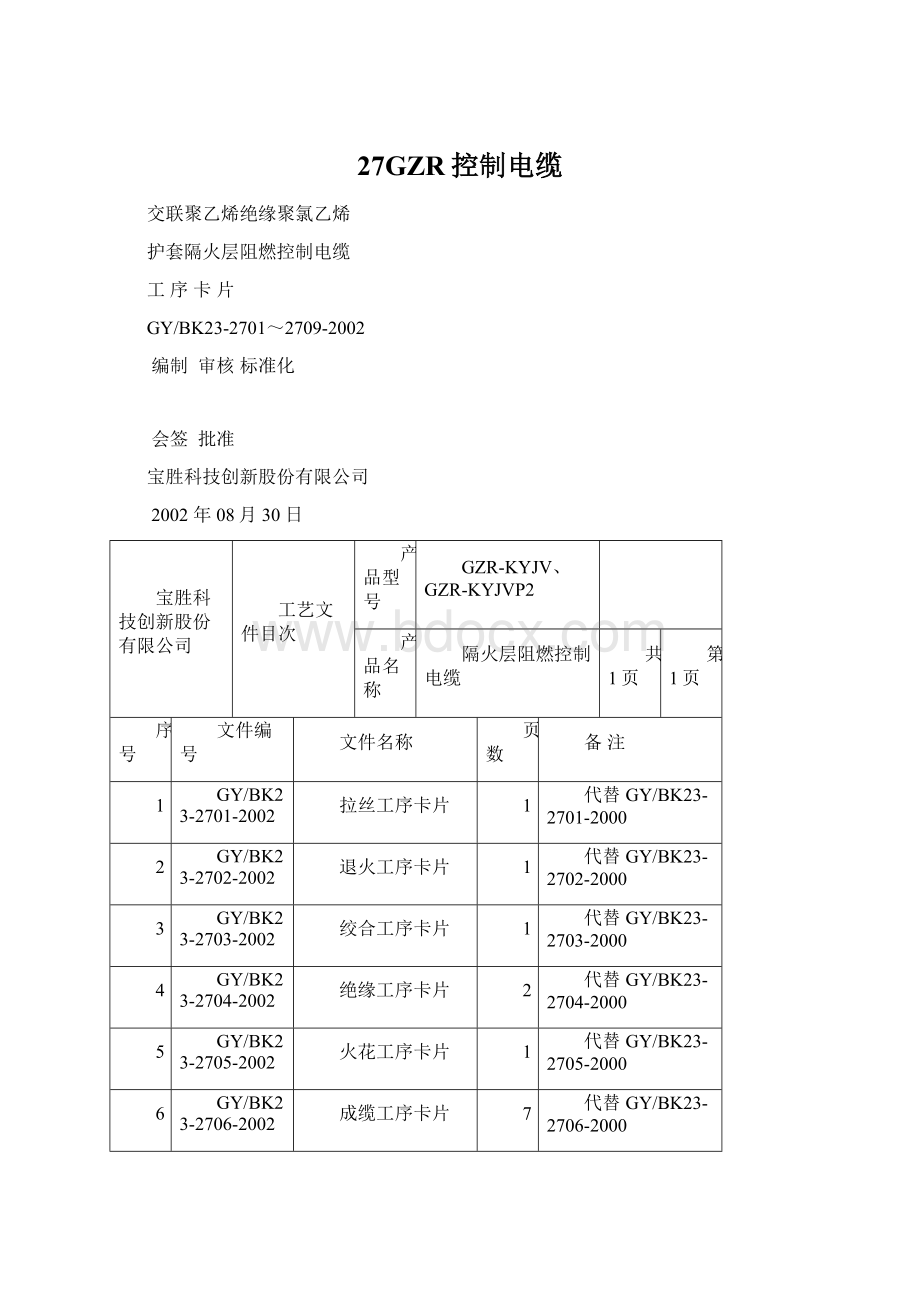
序号
文件编号
文件名称
页数
备注
1
GY/BK23-2701-2002
拉丝工序卡片
代替GY/BK23-2701-2000
2
GY/BK23-2702-2002
退火工序卡片
代替GY/BK23-2702-2000
3
GY/BK23-2703-2002
绞合工序卡片
代替GY/BK23-2703-2000
4
GY/BK23-2704-2002
绝缘工序卡片
代替GY/BK23-2704-2000
5
GY/BK23-2705-2002
火花工序卡片
代替GY/BK23-2705-2000
6
GY/BK23-2706-2002
成缆工序卡片
7
代替GY/BK23-2706-2000
GY/BK23-2707-2002
隔火层工序卡片
代替GY/BK23-2707-2000
8
GY/BK23-2708-2002
屏蔽工序卡片
代替GY/BK23-2708-2000
9
外护套工序卡片
13
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
共1页
第1页
1编制依据及适用范围
1.1本工序卡片依据企业标准Q/321023KLA38-2000《交联聚乙烯绝缘聚氯乙烯护套隔火层阻燃控制电缆》编制。
1.2本工序卡片适用于额定电压0.6/1kV及以下GZR-KYJV、GZR-KYJVP2型电缆导体单线的生产。
2工艺流程
3工艺要求
3.1本卡片与GY/BK29-01-2001《拉丝工艺守则》一同使用。
3.2导体材料应符合QJ/BK06.1-2002《电工用铜线坯》的规定。
3.3铜杆及铜单线表面应圆整,尺寸均匀,不应有皱边、错圆、裂纹、毛刺、扭结和夹杂物及其它对使用有害的缺陷。
3.4拉制后的铜单线表面应光洁,无油污、水分、毛刺、竹节、失圆等现象,且铜单线表面无氧化现象。
3.5拉制后的铜单线标称直径及公差应符合表1的规定。
表1铜单线标称直径及公差单位:
mm
标称直径
公差
0.97
-0.010~+0.010
2.25
-0.020~+0.010
1.13
2.76
1.35
-0.010~+0.005
-
1.38
1.78
3.6产品加工结束后,应挂上制造卡,注明型号、规格、制造重量、制造日期、制造人。
。
编制(日期)
处数
更改文件号
日期
成缆
拉丝
VV、VLV
隔火层
外护
屏蔽
火花
绝缘
绞合
退火
GY/BK23-4802-2001
1.2本工序卡片适用于额定电压0.6/1kV及以下GZR-KYJV、GZR-KYJVP2型电缆导体单线退火的生产。
3.1本卡片与GY/BK29-02-2001《退火工艺守则》一同使用。
3.2导体材料应符合QJ/BK06.4-2002《电工圆铜线》的规定。
3.2退火后单线表面应光洁,不得氧化、偏硬、过软、发粘、碰伤或撞伤;
铜单线表面不允许有发黑、发兰的严重氧化现象,且单线与单线之间不得粘接在一起。
3.3退火后单线其伸长率和抗拉强度应不得超过工艺规定的范围,其工艺参数见表2。
3.4产品加工结束后,应挂上制造卡,注明型号、规格、制造重量、制造日期、制造人。
表2铜单线工艺参数
标称直径mm
伸长率不小于%
电阻率ρ20不大于Ω·
mm2/m
Ф0.10及以下
10
0.017241
Ф0.10~Ф0.50
15
Ф0.50~Ф1.00
Ф1.00~Ф2.00
25
Ф2.00~Ф3.00
30
GY/BK23-4803-2001
1.2本工序卡片适用于额定电压0.6/1kV及以下GZR-KYJV、GZR-KYJVP2型电缆导体绞合的生产。
3.1本卡片与GY/BK29-03-2001《绞合工艺守则》一同使用。
3.2材料采用的退火圆铜线,其性能符合QJ/BK06.4-2002《电工圆铜线》的要求。
3.3圆铜单线表面不应有皱纹、裂纹、毛刺、夹杂物及其它对使用有害的缺陷。
3.4单线允许焊接,但相邻两焊点的距离应不小于300mm,焊接要牢固,接头处要修光修圆。
各种经过绞合的线芯不允许整根焊接。
3.5绞合导体的工艺参数见表1。
表1绞合导体的工艺参数
标称截面
mm2
导体结构
根数/直径mm
导体直径
mm
公差
节距不大于
绞合方向
7/1.35
4.05
±
0.1
81.0
左
3.6产品加工结束后,应挂上制造卡,注明型号、规格、制造长度、制造日期、制造人。
GY/BK23-4804-2001
共2页
共3页
1.2本工序卡片适用于额定电压0.6/1kV及以下GZR-KYJV、GZR-KYJVP2型电缆的绝缘工序生产。
3.1本卡片与GY/BK29-06-2001《挤塑工艺守则》一同使用。
3.2绝缘材料采用XLPE绝缘电缆料,其性能符合QJ/BK06.14-2002《电缆硅烷用可交联聚乙烯绝缘料》的要求。
3.3绝缘厚度的平均值应不小于标称值,其最薄处的厚度应不小于标称值的90%-0.1mm,具体参数见表1。
3.4绝缘层应光滑平整,色泽均匀,横断面上应无目力可见的气泡和砂眼等缺陷。
3.5识别标志应符合GY/BK29-28-2001《印字工艺守则》的规定。
采用数字编序识别时,其绝缘颜色应与标志颜色有明显不同,印字应清晰可见、耐擦。
3.6采用颜色识别时,交联料、催化剂和色母料的配比为20∶1∶0.15,在使用前应分别干燥处理,温度为40℃~60℃,时间为2.5h~4h。
3.7XLPE材料在挤出前、中途因故停机或结束后,应采用低密度聚乙烯清洗螺杆或排尽交联料,绝缘线芯挤出后应进入40℃~60℃的温水槽中冷却。
挤出好的绝缘线芯经火花试验合格后,应浸在85℃~95℃温水中交联6h~10h。
3.8产品加工结束后,应挂上制造卡,注明型号、规格、制造长度、制造日期、制造人。
 升级会员
升级会员 