工序卡Word文档格式.docx
《工序卡Word文档格式.docx》由会员分享,可在线阅读,更多相关《工序卡Word文档格式.docx(42页珍藏版)》请在冰豆网上搜索。
1
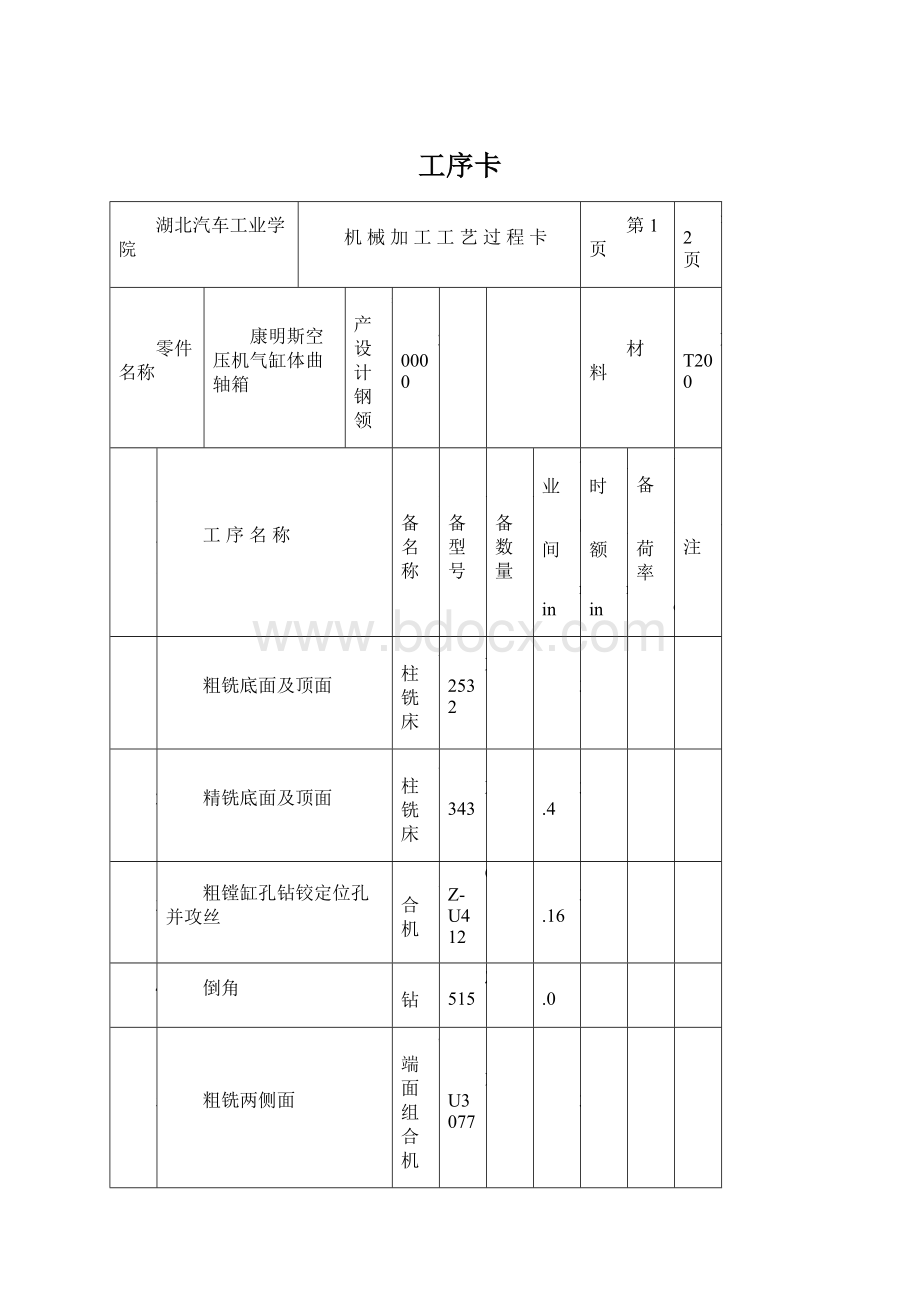
粗铣底面及顶面
双柱铣床
X2532
3
2
精铣底面及顶面
X343
3.4
粗镗缸孔钻铰定位孔并攻丝
组合机
CZ-U412
3.16
4
倒角
台钻
Z515
1.0
5
粗铣两侧面
铣端面组合机
DU3077
6
镗两侧孔钻孔并攻丝
CZ-U413
2.8
7
粗精镗铜套底孔
端面金刚镗床
T740KA
1.5
8
钻铆钉孔
Z4116
1.8
9
钻φ4斜孔
ZQ4116
10
钻孔攻螺纹
立钻
Z5125A
3.2
11
压衬套
压床
TJ-42
12
精镗轴承孔、镗缸孔、铣大端面
加工中心
XH754/754-1/RFMH50
6.0
13
钻螺纹底孔
Z525
14
攻螺纹
Z5125/1
15
精铣小端面
立式铣床
X5032B
2.5
16
锪止口去毛刺
经济数控钻
ZKJ5140B
17
锪止口
18
镗止口、倒角
金刚镗床
T760
第2页
共2页
19
珩磨缸孔
珩磨机
Y-250-75
21
钻孔攻丝
22
清洗
清洗机
QXLT40-1
23
检查
24
入库,转入装配线
班级
姓名
成绩
日期
机械加工工序卡
切削液
共1页
工序名称
粗铣顶面及底面
工序号
设计
校对
修改
审核
机床夹具名称
铣床夹具
序号
工序内容
刀辅具名称
量检具名称
主轴
转速
r/min
切削
速度
m/min
进给量
mm/min
深度
mm
长度
基本
粗铣顶面及底面,保证尺寸:
顶面到底面距离【1】195,
顶面到基准孔参考尺寸【2】136.5
两面表面粗糙度:
【3】Ra6.3,【4】Ra6.3
去尖角毛刺
双柱铣床X2532
φ160×
75°
端铣刀
卡尺
(0—125;
0.02)
630
315
200
300
精铣顶面及底面
20
第1页
精铣顶面及底面,保证尺寸:
顶面到底面距离【1】192.5-191.7,
顶面到基准孔距离【2】135.2-134.8
【3】Ra3.2,【4】Ra3.2
两面平面度:
【5】0.05,【6】0.05
双柱铣床X343
卡规
塞尺(0.05)
500(底面)
251
160
630(顶面)
水质切削液
30
mm/r
粗镗缸孔,保证尺寸
孔径【Ⅱ-1】φ72.8-73,
孔深【Ⅱ-2】95
表面粗糙度【Ⅱ-3】Ra12.5
组合机CZ-U412
YG8L=70镗刀
190
43.9
0.11
100
1.85
30续
钻四个阶梯孔,保证尺寸
【Ⅲ-1】4-φ6.75通,【Ⅲ-6】位置度φ0.25
【Ⅲ-2】沉孔2-φ8.2深10【Ⅲ-3】沉孔2-φ8.5深6
表面粗糙度【Ⅲ-7】Ra6.3
工艺保证四孔位置尺寸:
【Ⅲ-5】75,【Ⅲ-4】75【Ⅲ-5】75,【Ⅲ-4】75
45BD1-8/24阶梯钻
45BD1-8/25阶梯钻
520
13.9
铰两定位孔至尺寸【Ⅳ-1】φ8.5-φ8.525深【Ⅳ-2】9
表面粗糙度【Ⅳ-3】Ra1.6
45D1-413硬质合金铰刀
塞规
220
5.9
0.15
4孔攻螺纹:
【Ⅴ-1】M8-6H,通孔
M8-H2丝锥
螺纹塞规
1.25
机械工程系
40
第1页
倒四角,保证尺寸:
【1】1.5×
45°
台钻Z515
D20×
90°
锥面锪钻
480
0.6
50
粗铣两侧面,保证尺寸:
【1】115.8-116.1,
大端面到中心线距离尺寸:
【2】54.4-54.2
【3】、【4】Ra6.3
铣端面组合机DU3077
φ125精切密齿铣刀
工艺附图
零件号
共3页
60
镗两侧孔钻孔攻丝
设计
核对
标准化
审核
朱桂芳
标记
处数
更改文件号
签字
机械加工工艺卡
负荷%
第2页
设备型号
Ⅰ
左动力头钻螺纹底孔保证尺寸
[Ⅱ-1]4-φ6.75,[Ⅱ-8]深21.7,倒角120°
[Ⅱ-10]深3.2,粗糙度Ra12.5位置度[Ⅱ-9]φ0.25;
位置尺寸[Ⅱ-2]69,[Ⅱ-3]83
右动力头扩孔[Ⅱ-6]φ32,[Ⅱ-4]φ50,
[Ⅱ-5]9.6-9.8,[Ⅱ-8]Ra12.5;
[Ⅱ-7]135.5-134.95
组合机CZ-U413
6.75×
18.5阶梯钻
45D1-370
扩孔复合钻
万能检测
500
11
0.104
1.2
180
 升级会员
升级会员 