一套冷连轧仿真Word格式文档下载.docx
《一套冷连轧仿真Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《一套冷连轧仿真Word格式文档下载.docx(6页珍藏版)》请在冰豆网上搜索。
“冷连轧全过程仿真”项目以此为基础在宝钢产生并实现,其目的是:
(1)为工艺工程师提供新产品开发和故障诊断平台;
(2)为控制工程师提供新算法并开发研究平台;
(3)为设备工程师提供设备选型平台;
(4)为操作工提供培训平台。
本文介绍了冷连轧仿真系统的概况,特别对仿真结构、模型库、人机界面做了详细的介绍。
最后本文还介绍了本仿真系统在宝钢的二个应用,以显示本仿真系统的初步应用结果。
2.冷连轧过程介绍
本仿真系统的仿真对象为宝钢2030五机架冷连轧过程。
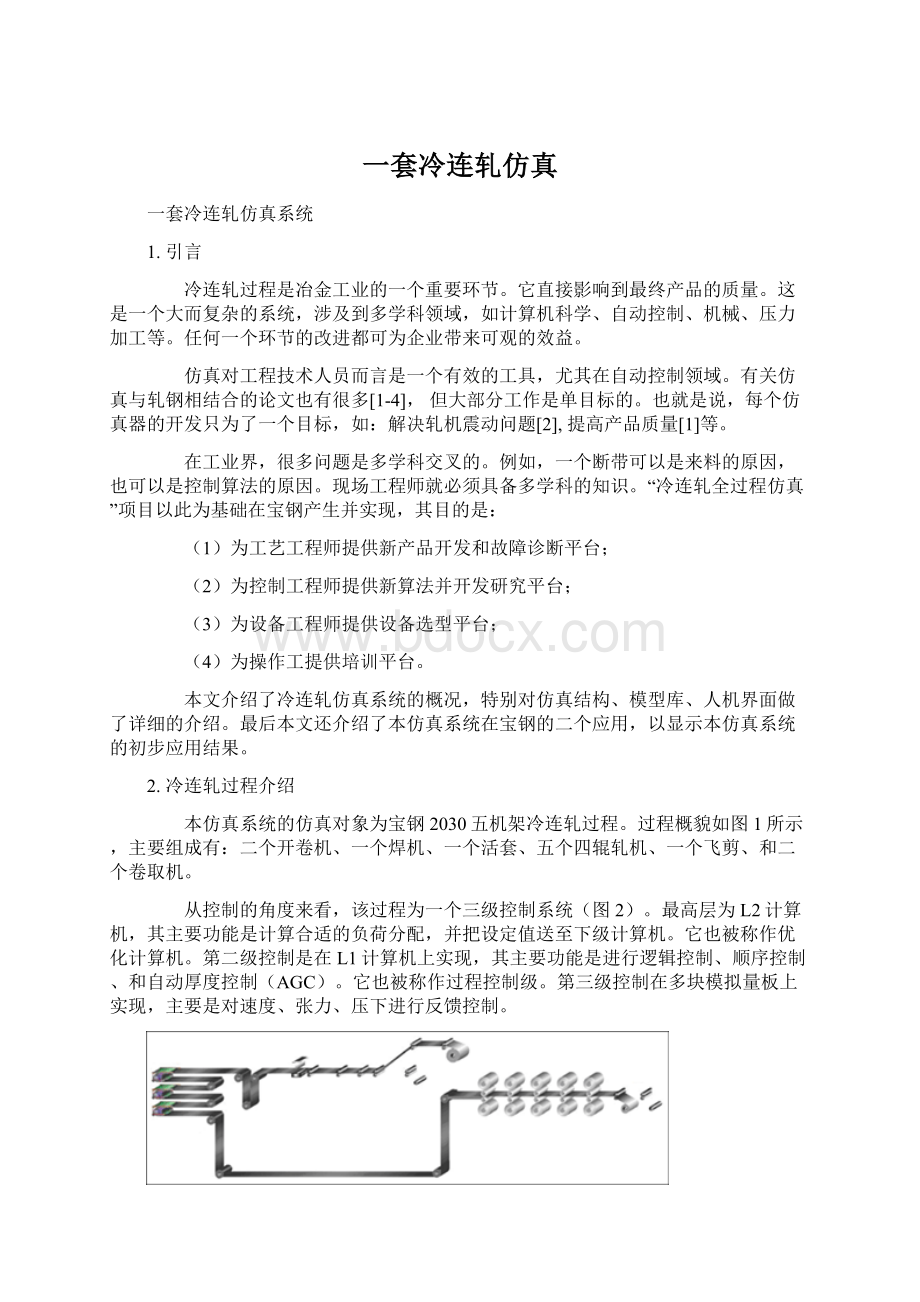
过程概貌如图1所示,主要组成有:
二个开卷机、一个焊机、一个活套、五个四辊轧机、一个飞剪、和二个卷取机。
从控制的角度来看,该过程为一个三级控制系统(图2)。
最高层为L2计算机,其主要功能是计算合适的负荷分配,并把设定值送至下级计算机。
它也被称作优化计算机。
第二级控制是在L1计算机上实现,其主要功能是进行逻辑控制、顺序控制、和自动厚度控制(AGC)。
它也被称作过程控制级。
第三级控制在多块模拟量板上实现,主要是对速度、张力、压下进行反馈控制。
图1宝钢2030mm冷连轧过程
图2控制系统框图
驱动设备有两种:
电机和液压系统。
电机用来驱动轧辊的转动,液压系统用来执行轧辊的压下。
工作辊作用在板材上,使其变形,从而达到生产的目的。
3.仿真结构
冷连轧仿真是一个大型复杂系统。
它涉及到计算机领域(L2),自动控制领域(L1和L0),机械领域(驱动器、轧辊),和材料加工领域(带钢的形变)。
仿真系统的设计好坏对延长仿真系统的生命周期至关重要。
图3为冷连轧仿真的分布式仿真结构,每台计算机对应现场的每个设备组。
这是现场工程师所熟悉的构架。
每台计算机都连到企业网上,用户可以在厂里的任何地方上网仿真。
图3仿真结构
主要的仿真模块为:
L2计算机,L1计算机,模拟量控制,和虚拟轧机。
这也是现场四个主要设备。
这些子系统分别独立在MATRIXx
平台上运行,并通过Plug&
Sim
进行协同仿真。
L2计算机主要有下列模块:
材料跟踪,预设定,参数自学习,和报表。
L1计算机的主要功能有:
带钢跟踪,轧线速度控制,厚度自动控制和数据采集。
模拟量控制是一系列PID调节器,用来实现带钢张力、电机速度、和轧制压力的控制。
虚拟轧机包括两部分:
机械系统和材料形变系统。
机械系统又包括机架、轧辊、电机、液压系统等。
电机和液压系统的特性用动态模型来描述。
材料形变系统用非线性模型来描述压力、张力、速度与带钢厚度间的关系。
在上述四个主要系统之外,还引入了三个子系统:
数据库计算机系统、虚拟操作台、和动画显示。
数据库计算机中有一个基于Sybase的数据库,用来存取现场过程纪录和仿真结果。
用户可以用现场数据进行模型研究,或比较仿真结果。
虚拟操作台和动画显示出于虚拟现实的理念,下文将做详细描述。
4.模型库
L2计算机的主要功能基于模型的预设定。
在设定计算中要用到多个模型,如:
轧制压力模型、轧制力矩模型、电机电流模型等。
而每个模型又有不同的计算方程可选择。
因此有必要收集常用的模型,建立一个模型库,为将来的模型研究提供平台。
模型库的内容包括:
(1)轧制压力模型
Bland-Ford模型
Stone模型
Hill模型
Siemens模型
(2)轧制力矩模型
Forcearm模型
Friction模型
Forcedstrip模型
Energybalancing模型
Cut-surface模型
模型库建立在MATRIXx
的SystemBuild
之上,如图4所示。
用户可以方便地用鼠标的简单操作更换模型,进行仿真。
也可以对已有的模型进行修改和删除,或增加新的模型。
图4模型库样式
5.人机界面
人机界面(MMI)是整个系统的窗口。
现场工程师是本系统的主要用户,它们对现场的一切都非常熟悉,如开关、按钮、仪表等。
多亏了计算机技术的快速发展,人机界面可以方便地做成与现场相像。
人机界面包括:
(1)输入界面
虚拟操作台
钢卷数据输入
轧辊数据输入
(2)输出界面
动画显示
过程报表
过程数据显示
除了动画界面,其它界面都是用ALTIA
软件开发的。
图5是一个虚拟操作台的样子,它收集了现场操作台上的主要功能,如开关、按钮、指示灯等。
动画显示界面主要目的是给用户一个轧线的虚拟实境。
它用Flash技术开发,包括:
带钢的移动,过焊缝,卷取等一系列动作。
图1是一个总视图,它可以无限制地被放大或缩小。
图6是一个机架间的放大图,可用来观看带钢变规格过程。
图5虚拟操作台
图6动态变规格过程
6.应用
本系统的两个应用已在宝钢实现,其中一个是负荷优化分配技术。
在L2计算机中,一个主要任务是根据带钢的特性和设备能力,计算五个机架的负荷分配。
通常的方法是依靠计算机中的原有规则,加上操作工的选择来进行计算。
储存在计算机中的规则通常并不是最优的,规则的优化需要工艺工程师的经验和多次试验。
所以,轧机经常在非优化状态下工作。
根据工艺工程师的经验,一个新的方法已被研究成功。
它能根据带钢的特性和设备能力自动而又快速地进行机架负荷的分配。
从而大大提高了轧机的加工速度,产生了一定的经济效益。
这项技术是在本仿真系统上进行研制的,曾进行了大量的仿真试验制后才到现场进行试轧,从而使试轧一次通过。
另一项应用是一个新的动态变规格控制技术。
在带钢尺寸变化时,经常会发生断带,它困扰了现场工程师很长时间。
通过在仿真系统上进行的大量仿真研究,找到了原L1控制算法中的不足之处,从而解决了这个现场问题。
这是仿真系统应用的又一实例。
7.总结
上文介绍了冷连轧仿真系统的构成,以及初期的应用成果。
下一步准备在“宝钢2030冷连轧控制系统改造”项目上应用。
本系统的主要不足在于仿真速度有些慢。
其中一个原因是虚拟轧机中模型过于复杂,另一个原因是网上通讯较慢。
参考文献
1BruneE.,F.Koller,M.Kruseetal.Computersimulationoftherollingprocessforqualityoptimization.MPTInternational,1995;
(2):
74~83
2Jepson,O.N,G.Kneppe.Systemsimulationandmillmodelingillustratedbytheexampleofchatterintandemcoldrollingmills.MPTInternational,1996;
(6):
80~86
3Leroy,F.,C.Counhaye,P.Aubryetal.Simulationdynamiquedesstructuresdecontroledel'
epaisseurenlaminageafroid.LaRevuedeMetallurgie-CIT,2000;
Juin:
789~798
4McDonald,I.R.,P.D.Spooner,R.Cockerelletal.Dynamicmillsimulator,IronmakingandSteelmaking,1993;
20(4):
286~290
 升级会员
升级会员 