1高调门检修作业指导书4份docWord格式文档下载.docx
《1高调门检修作业指导书4份docWord格式文档下载.docx》由会员分享,可在线阅读,更多相关《1高调门检修作业指导书4份docWord格式文档下载.docx(10页珍藏版)》请在冰豆网上搜索。
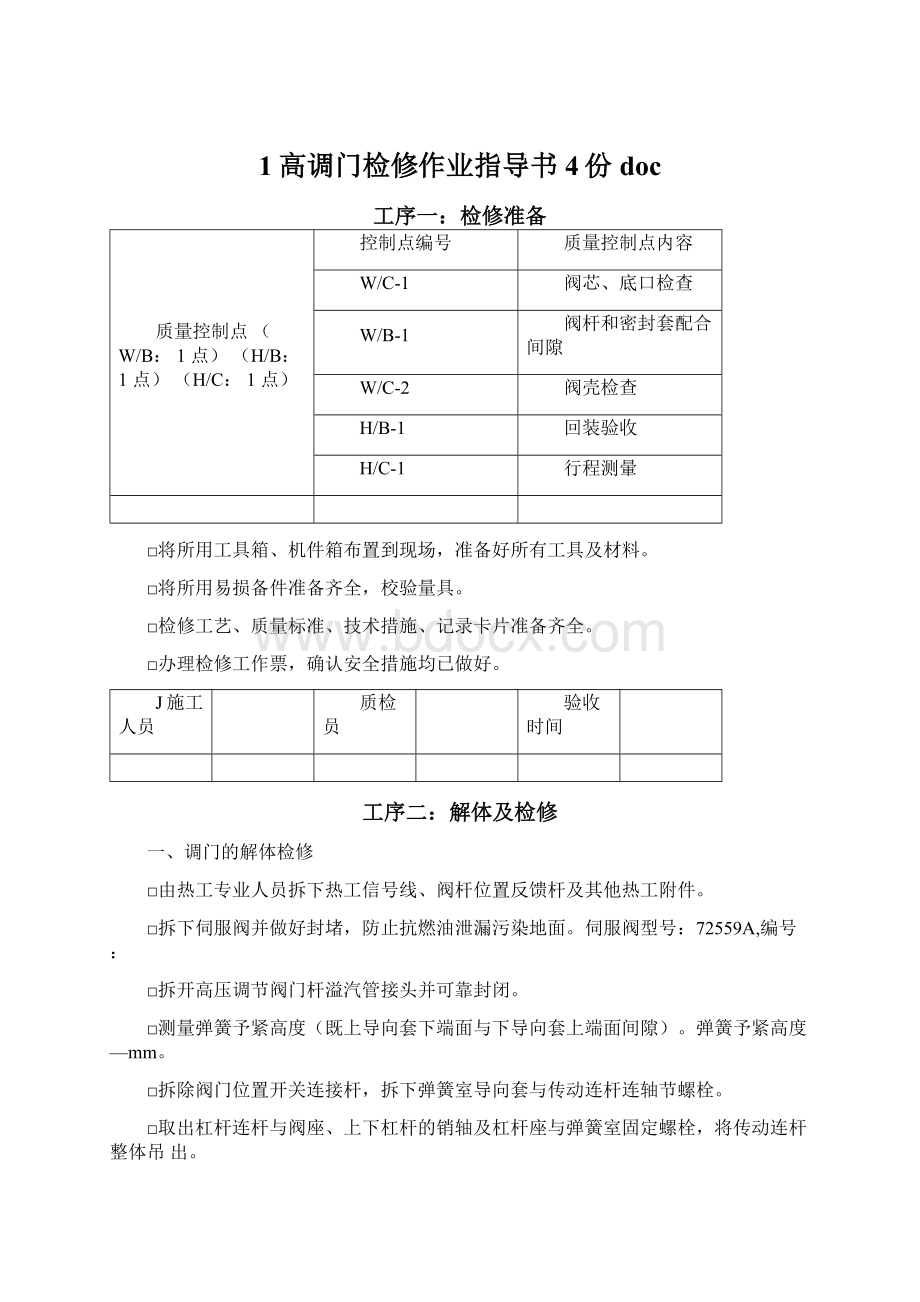
工序二:
解体及检修
一、调门的解体检修
□由热工专业人员拆下热工信号线、阀杆位置反馈杆及其他热工附件。
□拆下伺服阀并做好封堵,防止抗燃油泄漏污染地面。
伺服阀型号:
72559A,编号:
□拆开高压调节阀门杆溢汽管接头并可靠封闭。
□测量弹簧予紧高度(既上导向套下端面与下导向套上端面间隙)。
弹簧予紧高度—mm。
□拆除阀门位置开关连接杆,拆下弹簧室导向套与传动连杆连轴节螺栓。
□取出杠杆连杆与阀座、上下杠杆的销轴及杠杆座与弹簧室固定螺栓,将传动连杆整体吊出。
□拆除辅助弹簧室固定螺栓及其下端盖螺栓,将弹簧室外壳、弹簧、弹簧座依次吊出。
□拆除辅助弹簧座定位套,取下辅助弹簧室支架下部固定螺栓,吊出支架。
□重新测量十字头上端面高出导套的距离mm。
测量十字头与弹簧座间隙:
mm。
□拆下高调门阀杆与十字头月牙板,做好阀杆与十字头的相对位置的记号。
检查月牙板内壁是否变形,凹坑,必要时予以修补或更换新备件。
月牙板检查记录:
0
□用专用扳手固定阀杆,旋下十字头。
取出阀杆头部的垫块。
做好标记,防止回装时弄错。
□活动阀杆,检査测量高压调节阀修前行程。
预启行程:
mm总行程:
□拆卸阀杆汽封套上部法兰,测量法兰下端面与汽封套上端面距离。
端面距离:
—mmo
□拆除阀盖螺栓,旋出锥销(2个),取下阀盖,取出齿形密封垫。
□拆除压盖螺栓,取出压盖。
工序三:
压紧环及密封环,将销紧套同阀杆、阀芯一并吊出,用专用盖板将阀口盖好。
□固定销紧套,抽出调门门芯。
□旋出调门预起门芯压紧螺母,取下阀芯。
□退出阀套销子,取下调节阀套,取出汽封套、隔离套检査。
施工人员
□检修人员检查调门阀室及弹簧有无裂纹,如发现界常通知金相人员进一步检查。
如发现裂纹应修补,必要时更换备件。
阀室检查重点部位为焊缝、变径等。
□检查底口有无松动或下沉,底口上端面到阀壳上端面距离为:
东mm
北mm西mm南mm。
东
工序四:
清理与检修
□将拆下的高压调节阀各部件作好标记,用煤油或金属清洗剂清洗干净,用纱砂布沾透平油去除毛刺、锈蚀。
一、阀芯和底口的清理检修:
□检查阀芯和底口表面有无锈蚀、机械损伤,用着色渗透法或磁粉探伤法检查表面有无裂纹,重点检查阀芯和底口的接触部位表面有无裂纹。
着色检查或磁粉予启阀阀芯表而及底口表面有无裂纹和机械损伤;
检查阀芯与底口接触情况,如未达到360°
全周接触,应进行研磨。
□检查了启阀芯与底口接触情况及接触面角度,必要时上车床改变角度并了以研磨。
检查
阀芯与底口接触是否光滑、严密。
修前记录(包括预启阀和主阀芯):
质量控制点
班组负责人
W/C-I
阀芯与底口接触
修后记录(包括预启阀和主阀芯):
部门专业
W/B-I
□检查底座销子是否完好,阀座有无松动。
如果封口损坏或底座松动,应予以更换。
记录:
□检查阀芯防转槽、销孔有无机械损伤及裂纹情况,并修复。
检修记录:
□测量防转槽与阀芯防转耳的配合间隙,(2.8〜3・lmm)必要时调整。
修前间隙:
修后间隙0
□测量阀芯与阀套配合间隙(0.50〜0.64mm),必要时研磨阀套内表面。
修前(单位mm)
修后(单位mm)
阀芯外径
阀套内径
间隙
二、阀杆和密封套的清理检修:
□清理阀杆表面锈垢,用着色渗透法进行检查,确认有无裂纹、磨损。
如果发现裂纹及磨
损严重吋,应予以更换。
检修记录:
□测量检查阀杆弯曲应>0.05mmo
YAVB!
CJD
壬三^二二二二
二
弯曲检查记录:
晃度
位
A
B
C
D
修前
修后
0°
90°
180°
270°
360°
□检查密封套内密封表面有无蒸汽冲刷、磨损、锈蚀痕迹,通常密封套无须拆下,如表而
损伤严重,应予以更换。
检查隔离套是否破损或存在裂纹,如有,应予以更换。
1■己:
O
□用内径百分表精确测量密封套内径,与相应部位阀杆外径比较,得出配合间隙。
间隙小于规定值,应对内套筒进行研磨。
阀杆和密封套筒间隙:
(标准0.32〜0.40mm)
位置
标准
修前
修后
阀杆直径
—0.35◎50—0.30
密封套筒内径
+0.05
(D500
修前间隙
0.32〜0.40mm
修后间隙
W/B-2
修前阀杆配合间隙
修后阀杆配合间隙
□检查密封套封口边缘是否完好,套筒是否松动。
如果套筒松动及封口边缘损坏应予以修
整。
三、高压调节阀壳体和销紧套筒清理检修:
□大修时对高压调节阀壳体内壁进行全面宏观检查,必要时进行磁粉探伤检查。
磁粉检查重点部位:
阀体进出口、凸缘、焊缝截面变化交接线、机加工与非机加工交接线等
部位。
检查结果:
□检查销紧套筒表而有无裂纹。
检查销紧套筒侧部有无磨损、拉伤、蒸汽冲蚀痕迹。
若有应予以修整。
□记录:
四、高压调节阀螺栓检修清理:
高压调节阀螺栓有三种,包括高压调节阀阀盖螺栓、调节阀内压盖固泄螺栓、销紧套筒螺栓。
□将全部螺栓、螺母、垫圈用煤油清洗干净,彻底清除污垢、锈蚀、毛刺。
□检查螺栓、螺帽丝扣有无缺损或裂纹。
□检查螺杆是否弯曲。
□检查弹簧垫圈是否完好,必要时更换。
□由金属监督人员对M332和TN400°
C以上螺栓做硬度检查、磁粉探伤。
必要时作光谱
和金相检查。
若发现不合格螺栓,必须更换新件。
新的备件必须作光谱、硬度、金相检查。
检查清理记录:
1施工人员
工序五:
回装
□确认阀壳、阀杆、阀芯、阀座、螺栓的金相检查工作结束,各零部件缺陷处理完毕。
确
认弹簧、滑套、传动臂、连套等其它零部件检查检修完毕。
□确认门杆外径和弯曲合格。
□确认门杆和汽封套间隙合格。
□确认预启阀和主阀芯与对应底口接触严密,360度均匀接触。
□检查各配合部位间隙合格。
□确认备件齐全,
□检査各种记录完整、准确,并符合要求,经有关人员验收合格方可进行回装
质最控制点
H/B-3
□清理检查阀体内部,确认无遗留物,用吸尘器对阀室内灰尘进行清理;
清理各零部件,确认干净、清洁。
□将合格的门杆套上锁紧螺母,与大阀芯连接。
装前测量锁紧螺母与大阀芯的相对位置,保证安装到位。
□测量预启阀行程,合适后将提升螺母的防转销打入并封口。
活动阀杆应转动灵活。
□将密封套和销紧套组装,并安装固定销、封口。
□将阀杆和阀芯组件装入密封套中。
检查应活动灵活,防转耳作用良好。
□将阀芯组件和密封套一起装入阀体屮。
□安装新的密封环,压紧环和四分环。
□安装内法兰,均匀紧固销紧套螺栓,在此过程中应多次检查阀杆的活动应灵活。
□安装阀盖,均匀紧固螺栓。
□测量阀门的预启行程和总行程。
(修前:
mm;
)修后:
。
总
行程:
mm;
mm。
IH/C-1
行程测量
□测量十字头螺孔的深度,在阀杆上做记号。
安装十字头内垫圈,将十字头拧紧到阀杆上。
用专用扳手将阀杆固定。
注意只能让十字头转动,不能转动阀杆,防止阀芯提升螺母被破坏。
测量十字头和阀杆的相对位置,确认安装到位。
□安装月牙板,确认其入槽,能够起到门杆防转的作用。
然后将月牙板与十字头点焊。
□然后依次安装弹簧室、杠杆等。
与油动机相连。
□测量弹簧的预紧行程应为25mm,否则应调整。
预紧行程为:
□杠杆销子注油。
高压调节汽阀的质量标准:
♦主汽阀芯、预启阀及阀杆在全行程内上下活动灵活、无卡涩,预启阀行程6mm,阀杆总行程66mm(60+6)。
♦阀杆表面应光滑无锈蚀、无积垢、无裂纹、无磨损,丝扣完整光洁、无毛刺。
阀杆弯曲度为0.05mmo
-0.35+0.05
♦阀杆外径050-0.30mm,阀杆汽封套内径①500mm。
阀杆与汽封套配合间隙
0.32~0.40mm°
-0.50+0.04
♦主阀芯与阀套配合间隙0.50~0.64mm。
阀芯外径①170-0.60mm,阀套内径01700
mm;
♦阀杆汽封套膨胀间隙3mim
♦隔离套与阀芯配合尺寸:
阀芯外径转动值2.8〜3.1mm,当调门阀芯一平面与隔离套完全接触时,另一面允许间隙0〜0.30mm。
♦十字头顶端与辅助弹簧座下端间隙3.5mm。
♦弹簧室弹簧予紧量25mm。
♦高压调节阀阀芯、预启阀芯、阀座表面应光滑无毛刺、锈垢、无裂纹,阀芯与阀座应保持360度全周接触,接触面应均匀、连续。
♦高压调节阀壳体、阀座、汽封套、销紧套、隔离套、阀套、压盖、V形密封圈、齿形垫及其它部件表面应光滑清洁、无伤痕锈蚀、无裂纹、无变形,导向槽无磨损,阀座及阀杆汽封套无松动现象。
♦所有螺栓、螺帽符合金相检查标准。
♦阀杆漏汽及疏水孔畅通、无堵塞。
附录:
高调门曾经岀现的缺陷
1、高调门外壁出现裂纹,重点部位为两台相邻高调门的结合部位。
2、高调门阀壳内部拉筋部位根部出现裂纹。
3、阀座(底口)冲刷严重。
4、阀芯防转耳根部出现裂纹。
5、阀杆与套筒间隙超标。
6、隔离套出现裂纹而破损。
更换备件清单:
 升级会员
升级会员 