机械工程材料第6章典型零件选材PPT课件下载推荐.ppt
《机械工程材料第6章典型零件选材PPT课件下载推荐.ppt》由会员分享,可在线阅读,更多相关《机械工程材料第6章典型零件选材PPT课件下载推荐.ppt(19页珍藏版)》请在冰豆网上搜索。
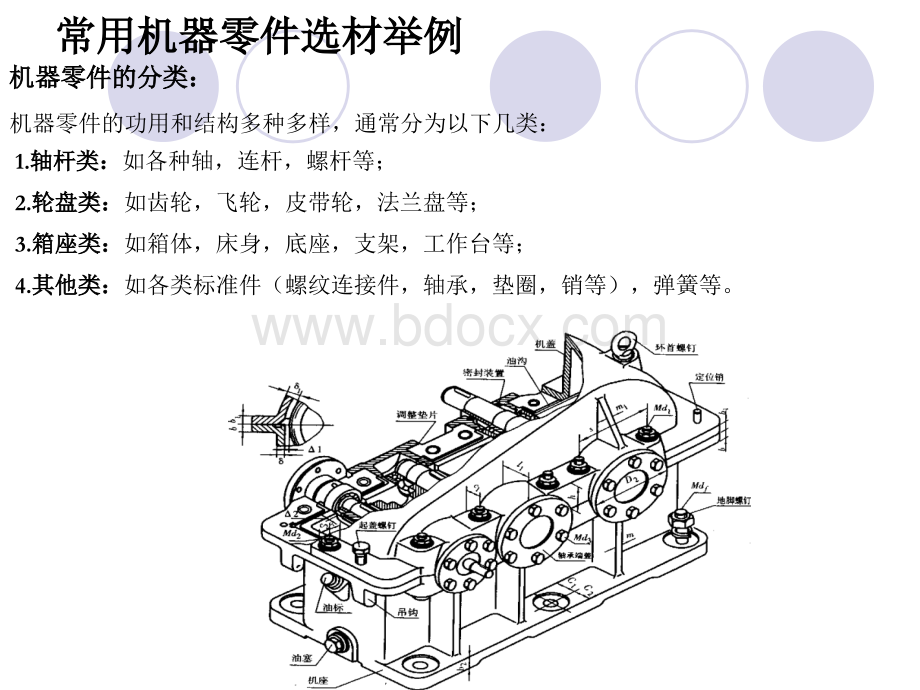
常用机器零件选材举例常用机器零件选材举例零件类别零件类别轴杆类套类一、轴类零件选材一、轴类零件选材l1、轴类零件的工作条件与性能要求、轴类零件的工作条件与性能要求:
l1)工作条件:
)工作条件:
轴的功能是支承旋转零件、传递动力或运动。
轴类零件是机床、汽车、拖拉机以及各类机器的重要零件之一。
主要失效形式有以下几种:
断裂,大多是疲劳断裂;
轴颈或花键处过度磨损;
发生过量弯曲或扭转变形;
此外,有时还可能发生振动或腐蚀失效。
l2)性能要求:
)性能要求:
良好的综合力学性能,即强度和塑性、韧性有良好的配合,以防止过载或冲击断裂;
高的疲劳强度,防止疲劳断裂;
有相对运动的摩擦部位(如轴颈、花键等处),应具有较高的硬度和耐磨性。
l轴类零件一般按强度、刚度计算和结构要求进行零件设计与选材。
通过强度、刚度计算保证轴的承载能力,防止过量变形和断裂失效;
结构要求则是保证轴上零件的可靠固定与拆装,并使轴具有合理的结构工艺性及运转的稳定性。
2、轴类零件选材及加工工艺路线确定步骤、轴类零件选材及加工工艺路线确定步骤l1)看懂零件图了解和分析零件的形状、大小与特征;
l2)分析其工作条件、性能要求和热处理要求;
l3)确定材料及热处理工艺根据用途,选择合适的材料和强化工艺;
l4)确定零件的加工工艺路线制造轴类零件常采用锻造、切削加工、热处理(预先热处理及最终热处理)等工艺,其中切削加工和热处理工艺是制造轴类零件必不可少的。
台阶尺寸变化不大的非重要轴,可选用与轴的尺寸相当的圆棒料直接切削加工而成,然后进行热处理,不必经过锻造加工。
3、典型轴的工作条件、用材及热处理、加工工艺路线、典型轴的工作条件、用材及热处理、加工工艺路线:
l1)机床主轴)机床主轴CM6140车床主轴的简图如右图所示。
该轴承受交变弯曲和扭转的复合应力,载荷和转速不高,冲击载荷也不大,属于中等载荷的轴。
但大端的轴颈、锥孔和卡盘、顶尖之间有摩擦,这些部位要求有较高的硬度和耐磨性。
CM6140车床主轴的选材、热处理及加工工艺路线如下:
l材料:
材料:
45钢。
钢。
l热处理技术条件:
整体调质,硬度热处理技术条件:
整体调质,硬度220250HBS;
轴颈和锥孔进行表面;
轴颈和锥孔进行表面淬火,硬度淬火,硬度5258HRC。
l加工工艺路线:
加工工艺路线:
下料下料锻造锻造(正火正火)粗加工粗加工调质调质半半精加工精加工表面淬火及低温回火表面淬火及低温回火磨削加磨削加工。
工。
l正火的目的在于得到合适的硬度,便于切削加工;
改善锻造组织,为调质做准备。
l调质是为了使主轴得到高的综合机械性能和疲劳强度。
为了更好地发挥调质效果,安排在粗加工后进行。
调质还为最终的(高频)表面淬火做准备。
l对轴颈和锥孔进行表面淬火、低温回火,旨在提高硬度,增加耐磨性。
2)汽车半轴:
)汽车半轴:
汽车半轴是一个传递扭矩的重要部,工作时承受冲击、弯曲疲劳和扭转应力的作用,要求材料有足够的抗弯强度、疲劳强度和较好的韧性。
l跃进一l30型载重汽车的半轴如右图汽车半轴的选材、热处理及加工工艺路线如下:
40Cr。
正火,热处理技术条件:
正火,187241HBS;
(中温中温)调质,杆部调质,杆部3742HRC,盘部外圆,盘部外圆2434HRC。
调。
调质后半轴的显微组织为回火索氏体质后半轴的显微组织为回火索氏体或回火屈氏体,心部允许有铁素体或回火屈氏体,心部允许有铁素体存在。
存在。
下料加工工艺路线:
下料锻造锻造(正火正火)机加工机加工调质调质盘部钻孔盘部钻孔精加精加工。
l正火的目的是为了得到合适的硬度,以便切削加工,同时可以改善锻造组织,为调准备。
l调质的目的是使半轴具有高的综合力学性。
淬火后回火温度(42010)根据杆部要求的硬度,回火后在水中冷却,以防止产生回火脆性。
表6.1机床主轴工作条件、用材及热处理工作条件材料主要热处理硬度使用实例与滚动轴承配合轻、中载荷,转速低精度要求不高稍有冲击45正火或调质220250HBS一般简式机床与滚动轴承配合轻、中载荷,转速略高精度要求不太高45整体淬火或局部淬火回火,整体调质4045HRC龙门铣床、摇臂钻床、组合机床等与滑动轴承配合有冲击载荷45调质、轴颈表面淬火回火5258HRCCM6140车床主轴与滚动轴承配合中等载荷,转速较高精度要求较高冲击与疲劳较小40Cr40MnB整体淬火或局部淬火+低温回火4045HRC或4652HRC摇臂钻床、组合机床等与滑动轴承配合中等载荷,转速较高精度要求很高38CrMoAl调质,表面氮化调质后250280HBS,渗氮表面HVI850高精度磨床及精密镗床主轴与滑动轴承配合中等载荷,心部强度不高,转速高精度要求不高有一定冲击和疲劳20Cr渗碳,淬火+低温回火5662HRC齿轮铣床主轴与滑动轴承配合重载荷,转速高有较大冲击和疲劳载荷20CrMnTi渗碳,淬火+低温回火5662HRC载荷较大的组合机床表6.1二、二、齿轮类零件的材料选择齿轮类零件的材料选择l1.齿轮零件的工作条件与性能要求齿轮零件的工作条件与性能要求l
(1)工作条件:
工作条件:
l齿轮是各类机械、仪表中应用最多的零件之一,其作用是传递动力、改变运动速度和运动方向。
只有少数齿轮受力不大,仅起分度作用。
l齿轮工作时的受力情况是:
齿根承受很大的交变弯曲应力;
换挡、启动或啮合不均时,齿部承受一定冲击载荷;
齿面相互滚动或滑动接触,承受很大的接触应力,并发生强烈的摩擦。
此外,润滑油腐蚀及外部硬质磨粒的侵入等,都可加剧齿轮工作条件的恶化。
l按照工作条件的不同,齿轮的主要失效形式有断齿、齿面剥落及过度磨损。
l
(2)性能要求:
l具有高的接触疲劳强度、高的表面硬度和耐磨性,防止齿面损伤。
l具有高的抗弯强度、适当的心部强度和韧性,防止疲劳、过载及冲击断裂。
l具有良好的切削加工性和热处理工艺性,以获得高的加工精度和低的表面粗糙度,提高旨轮抗磨损能力。
l此外,在齿轮副中两齿轮齿面硬度应有一定差值,小齿轮的齿根薄,受载次数多,应比大齿轮的硬度高一些。
一般差值是:
软齿面为3050HBS,硬齿面为5HRC左右。
2.齿轮类零件选材及加工工艺路线确定步骤齿轮类零件选材及加工工艺路线确定步骤l1)看懂零件图了解和分析零件的形状、大小与特征;
l3)确定材料及热处理工艺根据用途,选择合适的材料和强化工艺;
l4)确定零件的加工工艺路线制造齿轮类零件常采用锻造、切削加工、热处理(预先热处理及最终热处理)等工艺,其中切削加工和热处理工艺是制造齿轮类零件必不可少的。
3.典型齿轮的工作条件、用材及热处理、加工工艺路线典型齿轮的工作条件、用材及热处理、加工工艺路线l1)机床齿轮)机床齿轮l机床齿轮的工作条件属于运转平稳、负荷不大、条件较好的一类。
实践证明,一般机床齿轮选用碳钢制造,经高频感应热处理后所得硬度、耐磨性、强度及韧性已能满足性能要求,高频淬火还具有变形小、生产率高等优点。
l右面为CM6132机床中的齿轮。
40Cr钢钢。
正火830-850,空冷,160217HBS;
调质850-870,油冷,220250HBS;
高频表面加热喷水冷却,低温回火,l80200,50一55HRC。
下料锻造(正火)粗加工调质半精加工高频淬火及回火精磨。
l正火处理对锻造齿轮毛坯是必须的热处理工序,可以使同批坯料具有相同硬度,便于切削加工,使组织均匀,消除锻造应力。
对于一般卤轮,正火处理也可作为高频淬火前的预先热处理工序。
l调质处理可以使齿轮具有较高的综合机械性能,提高齿轮心部的强度和韧性,使齿轮能够承受较大的弯曲应力和冲击应力。
调质后齿轮组织为回火索氏体,故淬火时变形很小。
l高频淬火及低温回火是获得齿轮表面性能的关键工序,通过高频淬火,可以提高齿轮表面的硬度和耐磨性,并使齿轮表面有压应力存在,从而增强了抗疲劳破坏的能力。
为了消除淬火应力,高频淬火后应进行低温回火。
2)汽车、拖拉机齿轮)汽车、拖拉机齿轮l汽车、拖拉机(或坦克)齿轮主要分装在变速箱和差速器中。
在变速箱中,通过齿轮来改变发动机、曲轴和主轴齿轮的转速;
在差速器中,通过齿轮来增加扭转力矩,调节左右两轮的转速,并将发动机动力传给主动轮,推动汽车、拖拉机行驶。
它们传递的功率和承受的冲击力、摩擦力都很大,工作条件比机床齿轮繁重得多。
因此,对耐磨性、疲劳强度、心部强度和冲击韧性等都有更高的要求。
工程应用表明:
选用渗碳钢,经渗碳(或碳氮共渗)、淬火及低温回火后,使用最为合适。
l右图为“解放”牌载重汽车变速箱变速齿轮。
该齿轮将发动机动力传递到后轮,并起倒车的作用,工作时承载、磨损及冲击负荷均较大。
要求齿轮表面有较高的耐磨性和疲劳强度,心部有较高的强度(b1000MPa)及韧性(k60Jcm2)。
l选材及加工工艺路线有以下两种方式。
“解放解放”牌载重汽车变速箱变速齿轮选材及加工工艺路线牌载重汽车变速箱变速齿轮选材及加工工艺路线l第一种:
选用第一种:
选用20CrMnTi进行渗碳。
进行渗碳。
表层wc为0.8l.05,渗碳层深度为0.813mm,齿面硬度5862HRC,心部硬度3345HRC。
下料锻造(正火)粗加工、半精加工渗碳淬火、低温回火喷丸磨削。
l该齿轮属于大批量生产,考虑到形状结构特点,毛坯采用模锻件,以提高生产率、节约材料,使纤维分布合理,提高力学性能。
l热处理工艺:
正火950970,空冷,179217HBS;
渗碳920940,保温46h,预冷至830850,直接入油淬火,低温回火在18010,保温2h。
l第二种:
选用第二种:
选用40Cr进行碳氮共渗。
进行碳氮共渗。
下料锻造(正火)粗加工、半精加工碳氮共渗、淬火及低温回火喷丸磨削。
表层wc为0.650.9,碳氮总的质量分数为1.0l.25,渗层深度0.2-0.4mm(因使用中碳合金钢碳氮共渗,心部强度高,故渗层可薄一些),齿面硬度5863HRC,心部硬度3742HRC。
正火840870,空冷,187241HBS;
碳氮共渗830850,保温12h,直接入油淬火,低温回火在(18010),保温2h。
表8.4齿轮的不同热处理工艺比较工艺力法材料表层组织及硬度HItC心部组织及硬度HRC硬化层形状硬化层深度工艺周期及成本热处理变形应用范围感应加热表面淬火中碳钢或中碳低合会钢马氏体,4560索氏体或回火索氏体,2535大多数分布不均匀不易控制短、低较小用于轻载齿轮,如机床等渗碳及碳氮共渗低碳钢或低碳合金钢马氏体+碳化物+残余奥氏体,5662低碳马氏体或屈氏体,3544沿齿廓均匀分布易控制较长、较高较大用于重载齿轮,如汽车、拖拉机等氮化调质钢38CrMoAl氮化物,6572回火索氏体,30沿齿廓均匀分布易控制长、高最小用于高精度、高耐磨、高速齿轮表三、弹簧类零件材料选择三、弹簧类零件材料选择(a)压缩弹簧(b)拉伸弹簧(c)扭转弹簧(d)平面蜗卷弹簧图图常用的弹簧常用的弹簧1、不同类型弹簧的工作条件与性能要求、不同类型弹簧的工作条件与性能要求
(1)工作条件工作条件弹簧是各种机械和仪表中的重要零件,主要用于各类机器的减震(如破碎机的支秀和车辆的悬挂弹簧)、储备机械能(如钟表及仪表中的发条等)及控制运动(如气门、离合动器)等。
弹簧利用材料的弹性和结构特点,在外力作用下发生弹性变形,将机械能或霉化为变形能。
外力去除后,弹性变形恢复,将变形能转变为机械能或动能。
弹簧是在交型作用下工作的零件,
 升级会员
升级会员 