覆膜工艺五----工艺Word格式文档下载.doc
《覆膜工艺五----工艺Word格式文档下载.doc》由会员分享,可在线阅读,更多相关《覆膜工艺五----工艺Word格式文档下载.doc(6页珍藏版)》请在冰豆网上搜索。
冷胶覆膜工艺原理如下:
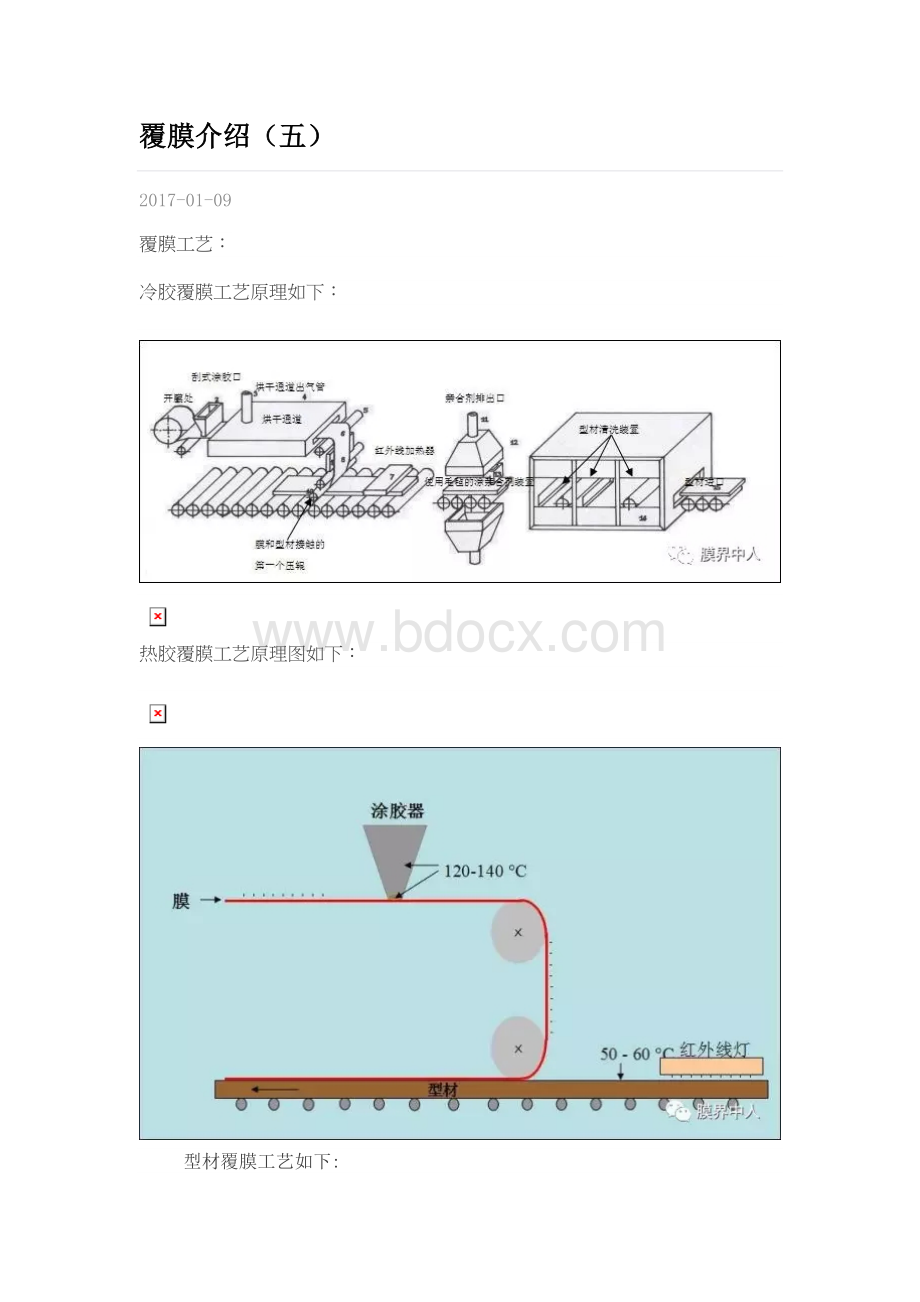
热胶覆膜工艺原理图如下:
型材覆膜工艺如下:
一,把要覆膜的型材、胶水、固化剂、亲和剂、容器、搅拌设备准备好。
冬天的型材需要提前24小时进入保温车间进行保温。
二,覆膜机先检查,在试运行一遍。
三,将准备好的型材去掉保护膜(型材厂挤出的型材可以不粘贴保护膜,刚挤出的型材不能马上覆膜,要等型材完全却后再进行包覆),如果型材表面不清洁,用乙醇或二氯甲烷清洗表面(型材弯曲严重的不能覆膜)。
四,清洁后的型材放在托料架上,把一根六米的型材放在覆膜机器中间,先根据型材把机器定位,首先把导向辊固定,防止型材在覆膜时走偏。
五,根据型材的覆膜面把小压辊调整到最佳效果,达到左右压辊力量对称,压辊与型材同时工作,发现小压辊不转动时说明此压辊没有工作,要重新调整。
我见过日本的技术人员使用一种压力纸来测试压轮的压力,根据压力纸颜色变化判断压力的大小。
六,使用冷胶机要把调好的胶水放入刮胶盒,热胶机器把胶块放入溶胶系统。
把亲和剂放入亲和剂装置内。
七,开机运行,针对冷胶机,耐候膜通过刮胶后进入到上烘箱进行加热,一般温度为摄氏50度左右,通过烘干后,刮在膜上的胶水中的溶剂大多已经蒸发,膜顺着机器继续向前走。
热胶机则直接引导膜通过胶头刮胶。
有些厂家的膜背面有析出物或者表面张力太小且没有做过电晕处理,膜的背面不粘PUR胶,这种膜不能用PUR胶水直接覆膜,当然有些厂家会在膜卷刮胶之前增加一个涂二氯甲烷或者丁酮的装置,可以很好地解决膜不粘胶水的问题。
八,压在传动辊上的型材进入机器,首先通过表面涂亲和剂设备,再进入红外线加热器进行加热,温度一般在摄氏55度,加温后的型材表面基本可以达到42度,然后再经过热风机,使涂在型材表面的亲和剂挥发,之后型材进入到覆膜区。
九,刮胶加热后的耐候膜通过导向辊(第一道大压辊)进入主覆膜区。
在包覆前还要根据工作环境决定膜是否还进行第二次加热,在耐候膜进入主覆膜区时,如果走偏,可以根据覆膜机器上的光电纠偏器对膜进行左右调整。
十,型材和膜在主覆膜区交汇,通过压辊把型材和膜压合在一起,经过多道压辊,慢慢地把膜背后的空气压出。
覆膜时一定是从中间向外压覆,由大面向小面滚压。
随着型材的前行,压辊的滚压,膜会按照型材的造型牢牢地包覆在型材表面。
基材只要是线性的造型,通过不同形状或者不同材质及软硬度的压辊都可以实现很完美的包覆。
十一,经过主压辊区后覆膜型材完成包覆,这时要通过人工用刀片把膜切断,也有的覆膜机器具备自动切割装置。
覆膜型材再经过保护膜装置把保护膜贴在覆膜型材表面。
最后通过后托料架把包覆好的型材放置在工作台上进行打包。
在气温较低的情况下,比如车间低于15摄氏度,覆膜后的型材不能堆放在一起,这样不利于与覆膜后型材表面胶水的固化。
刚覆好膜的型材码放不能小面压大面,会造成覆膜表面出现压痕。
型材覆膜时的环境很重要,要根据当时的室内温度、湿度来调节覆膜机器的温度,并考虑是否使用加湿器。
型材覆膜时温度的调整实践经验很重要。
型材覆膜时外框、内扇比较容易包覆;
压条、封盖、拼管比较难覆。
特殊形状的基材还要做些定形模具才能包覆。
覆膜型材常出现的问题:
1,覆膜后的型材表面有气泡。
解决方法是检查刮胶是否均匀,压辊左右是否对称,在覆膜时是否转动,压辊是否平整。
2,覆膜后的型材边上卷起。
解决方法是使用热风枪进行小边加热,因为最后一道工序是覆小边,这时胶水可能已经固化,或者是膜变硬,所以要加热后重新粘附。
还需要检查传动辊是否水平,尽量缩短加工范围。
3,覆膜型材左右偏差较大。
解决方法是检查传动辊的垂直度、水平度,检查左右压辊是否对称,并启用光电纠偏器。
4,耐候膜与型材粘合强度较差。
解决方法是胶水是否过期,固化剂的比例是否准确(冷胶覆膜),刮胶后的膜在烘箱的温度是否需要调整,判定是否启用第二道膜加热系统。
影响覆膜材料剥离强度的综合因素很多,与膜、胶水、机器、工艺技术都有关系。
因此要想做好包覆工艺,必须理论加上实际经验,并采用优质膜、胶及使用精度高的覆膜机器。
 升级会员
升级会员 