防腐补口补伤Word下载.docx
《防腐补口补伤Word下载.docx》由会员分享,可在线阅读,更多相关《防腐补口补伤Word下载.docx(5页珍藏版)》请在冰豆网上搜索。
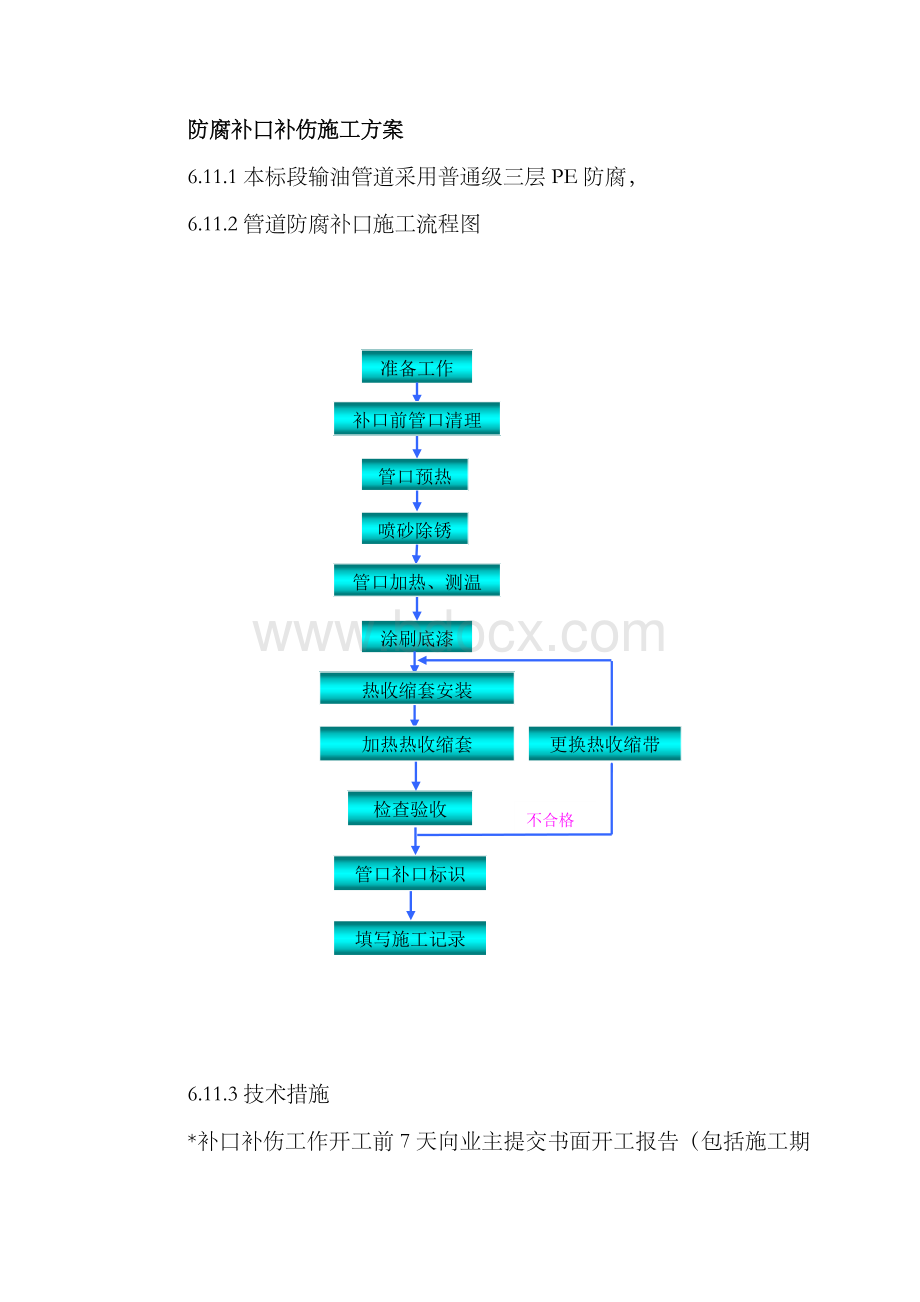
管口预热
补口前管口清理
更换热收缩带
填写施工记录
管口补口标识
加热热收缩套
管口加热、测温
热收缩套安装
6.11.3技术措施
*补口补伤工作开工前7天向业主提交书面开工报告(包括施工期间停工后重新开工)。
*检查热收缩套(带)、补伤片、使用说明书和检验报告。
*现场防腐补口、补伤人员应经过防腐施工培训并持有操作合格证,且对现场防腐施工人员作好安全防护工作。
作业现场要设有安全标志。
*补口机具及检测器具应符合下列要求:
——空气压缩机出口处应有油水过滤器,空压机排量不小于6m3/min。
——火焰喷枪、聚四氟乙烯辊轮由材料生产厂商提供。
——液化气罐要符合安全要求,减压阀输出压力不小于0.15MPa。
——数字式测温仪测温范围0℃—300℃之间,且5s显示稳定。
——电火花检漏仪的输出电压应满足15kV检漏电压的要求。
*热收缩套(带)基材边缘应平直,表面平整、清洁、无气泡、裂口及分解变色。
热收缩套(带)的基材厚度应不小于1.5mm,胶层厚度应不小于0.8mm,周向收缩率应不小于15%,轴向收缩率应符合业主定货要求。
基材经200℃±
2℃,5min自由收缩后,其性能应符合规范要求。
*喷砂除锈用砂采用干燥的石英砂,砂粒在2mm-4mm之间,空气压缩机工作压力为0.4MPa—0.6MPa。
*底漆的使用和配制按生产厂商提供的使用说明书进行。
6.11.4管口清理
*管口清理前对补口处未防腐的宽度进行记录。
*将补口处的油污、杂物、毛刺、飞溅、焊瘤等清理干净。
*防腐层端部如有翘边、开裂等缺陷时,应进行修口处理,一直切除到防腐层与钢管完全粘附处为止。
*切割时先弹好环行线,把带坡角的环行靠尺固定好,两人同时在管两侧切割,切割过程中靠尺不能有任何错动。
防腐层端部坡角不大于30°
。
6.11.5管口预热
当管口表面有水气(露水或霜)时,利用火焰加热器,清除管道表面的水份,加热温度为30℃-40℃。
加热完毕后,测量管子表面上下左右4点温度,达到要求后进行喷砂除锈。
6.11.6喷砂除锈
*喷砂要连续进行,喷枪与管道表面保持垂直,喷枪以匀速沿管道轴线往复移动,从管顶到管底逐步进行。
管口表面除锈等级为Sa2.5级。
*喷砂除锈时,将环向焊缝两侧防腐层与补口材料搭接部分的防腐层表面一并打毛处理,为不损伤补口区以外的防腐层,可在补口区以外的防腐层表面包δ=5mm的胶皮。
*除锈完毕后,清除灰尘管口表面喷砂除锈与补口间隔时间不超过2小时。
如果出现浮锈,要进行重新除锈。
6.11.7管口加热、涂刷底漆
*用喷枪在补口处两侧均匀加热,火焰呈兰色,距管表面150-200mm为宜,加热时注意补口处以外的防腐层的保护。
*加热完毕后,立即用测温仪测量管顶、侧面、管底4点处的温度。
4点温差不大于±
5℃。
合格后,涂刷底漆,底漆厚度不小于100μm。
6.11.8热收缩套(带)安装、定位
热收缩套(带)的安装和定位严格按照产品说明书的要求进行。
6.11.9热收缩套(带)加热
*热收缩套(带)定位后,用火焰喷枪先从中间位置沿环向均匀加热,使中央部位首先收缩。
*采用2人从中央向两侧均匀移动加热,从管底到管顶逐步使热收缩套(带)均匀收缩,用辊子滚压平整,使空气完全排出。
*加热至端部50mm处时,将火焰调小,转从侧向向内加热胶面;
至胶熔融后,再缓缓加热热收缩套(带),直至端部周向底胶均匀溢出。
热收缩套(带)的加热过程中,不能对任意一点长时间喷烤,防止热收缩套(带)表面出现炭化现象。
6.11.10检查验收
*补口完毕后,应逐个进行外观检查,热收缩套(带)表面应光滑平整、无皱折、无气泡,涂层两端坡角处与热收缩带贴合紧密,无空隙、表面没有烧焦炭化现象。
*热收缩套与防腐涂层搭接宽度不小于100mm,采用热收缩带时,应用固定片固定,周向搭接宽度不小于80mm。
利用电火花检漏仪逐个进行针孔检查,检漏电压为15kV。
如出现针孔,应重新进行补口。
6.11.11补伤技术措施
*对于直径>
30mm的损伤,先用补伤片进行补伤,然后用热收缩带包覆。
*对于直径≤30mm的损伤,采用补伤片补
——直径≤30mm损伤的修补
*用直径30mm空压冲头冲缓冲孔,冲透聚乙烯层,用小刀把边缘修齐,边缘坡角小于30º
并将补伤区域内的污物清理干净,把搭接宽度100mm范围内的防腐层打毛。
*用火焰加热器预热破损处管体表面,在破损处填充尺寸略小于破损面的密封胶,然后用火焰加热器加热密封胶至熔化,用刮刀将熔化的密封胶刮平。
*剪一块补伤片,补伤片的尺寸应保证其边缘距防腐层孔洞边缘不小于100mm。
剪去补伤片四角,将补伤片的中心对准破损面贴上。
用火焰加热器加热补伤片,边加热边挤出内部空气。
*按压四个角,能产生轻微的压痕即可停止加热,然后用辊子按压各边。
——直径>30mm的补伤
*用小刀把损伤的边缘修齐,边缘应切成坡口形,坡角小于30°
*补伤操作方法与直径≤30mm的补伤方法相同。
*将热收缩带包覆范围内的污物清理干净,然后用热收缩带盖住补伤片。
*安装和加热热收缩带的方法与用热收缩套(带)补口的方法相同。
——补伤片补伤检查验收
补伤后用目测进行外观检查,表面应平整、无皱折、无气泡及烧焦炭化现象,检查不合格应重新补伤。
补伤处应100%电火花检漏,检漏电压15kV,无漏点为合格。
 升级会员
升级会员 