工艺流程Word文件下载.docx
《工艺流程Word文件下载.docx》由会员分享,可在线阅读,更多相关《工艺流程Word文件下载.docx(5页珍藏版)》请在冰豆网上搜索。
调整滚槽机的刻度使其达到规范要求的深度,及调整相应管道大小的滚槽,启动滚槽机电源,徐徐扳动油泵手柄,使凸压轮滚压钢管至要求的深度,操作过程中,操作人员应均匀操作手柄,不得使用蛮力。
4、检查使用
检查沟槽的深度和宽度,压槽过浅,沟槽接头的橡胶密封圈无法充分卡进卡槽内,容易松动;
压槽过深,管道容易破裂。
要求操作人员必须熟练压槽技巧。
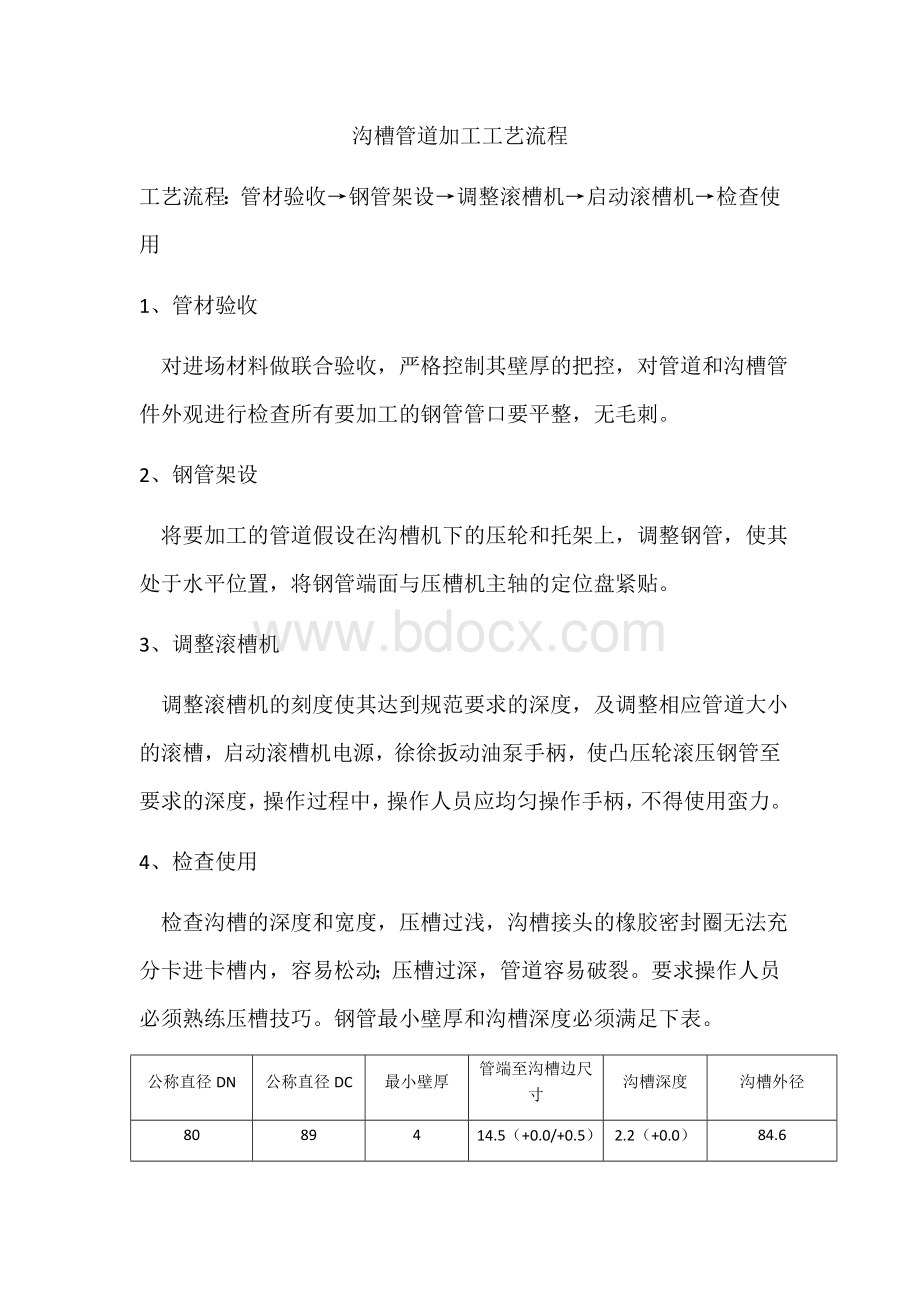
钢管最小壁厚和沟槽深度必须满足下表。
公称直径DN
公称直径DC
最小壁厚
管端至沟槽边尺寸
沟槽深度
沟槽外径
80
89
4
14.5(+0.0/+0.5)
2.2(+0.0)
84.6
100
114
16(+0.0/-0.5)
109.6
150
165
4.5
160.6
200
219
6
19(+0.0/-0.5)
2.5(+0.0/-0.5)
214
套管制作工艺流程
管道选取→管道长度确定→套管下料→刚性防水套管翼环焊接→除锈防腐
1、管道选取
套管管径比穿墙、板的干管大出2个型号,套管壁厚采用3mm厚焊接钢管。
2、套管长度选取
过墙钢套管长度=墙面厚度+墙面装饰装修厚度
过楼板钢套管长度=结构板厚度+建筑地面做法厚度+20mm(卫生间、厨房+50mm)
过混凝土外墙刚性防水套管长度=结构墙厚度
3、套管下料
根据管道管径、管道长度弹线切割管道,套管两端必须保证平齐,打掉毛刺。
4、刚性防水套管翼环焊接采用3mm钢板,翼环宽度为5cm,根据管道画线制作,翼环位于套管中心,焊接必须饱满,无夹渣虚焊。
5、除去焊渣,打磨光滑,除锈,刷防腐漆,标记套管管径。
金属线盒预制作加工工艺
钢管制作→钢管焊接→焊接接地线→填充锯末→检查使用
1、钢管制作
根据图纸选取图纸要求管径的焊接钢管,截取15cm,并同时截取长8cm、大此管径一号的焊接钢管做焊接套筒,管口不平齐有毛刺,断管后应及时用锉将管口锉平齐,铣口。
2、钢管焊接
钢管与金属线盒的连接采用焊接连接,钢管与钢管之间的连接采用套筒焊接连接,要求焊接饱满,套筒焊接与钢管末端,长度位于4cm处。
电流调整至最佳,防止焊接过程中击穿线盒,或者虚焊。
焊接完成后,去除焊渣。
3、接地线焊接
焊接钢管及钢制线盒(86盒及暗埋盒等),在跨接接地上必须满足设计、规范及验收要焊接钢管管与管。
如下图:
跨接地线两端双面焊接,焊接面不得小于该跨接线截面的6倍,焊缝均匀牢固,焊接处要清除药皮。
跨接线的规格如下表:
管径
圆钢
扁钢
15-25
Φ5
——
32
Φ6
48
Φ8
50-65
Φ10
25*3
>65
Φ8*2
(25*3)*2
4、填充锯末
将预制好的线盒用专用锯末填充饱满,并用胶带包裹严密,防止泄露。
5、检查使用
检查预制好的接线盒是否有管口不平整,接线盒是否有击穿,焊接是否饱满,锯末填充是否饱满等,合格后方可使用于施工预埋。
 升级会员
升级会员 