数控习题精选文档格式.docx
《数控习题精选文档格式.docx》由会员分享,可在线阅读,更多相关《数控习题精选文档格式.docx(9页珍藏版)》请在冰豆网上搜索。
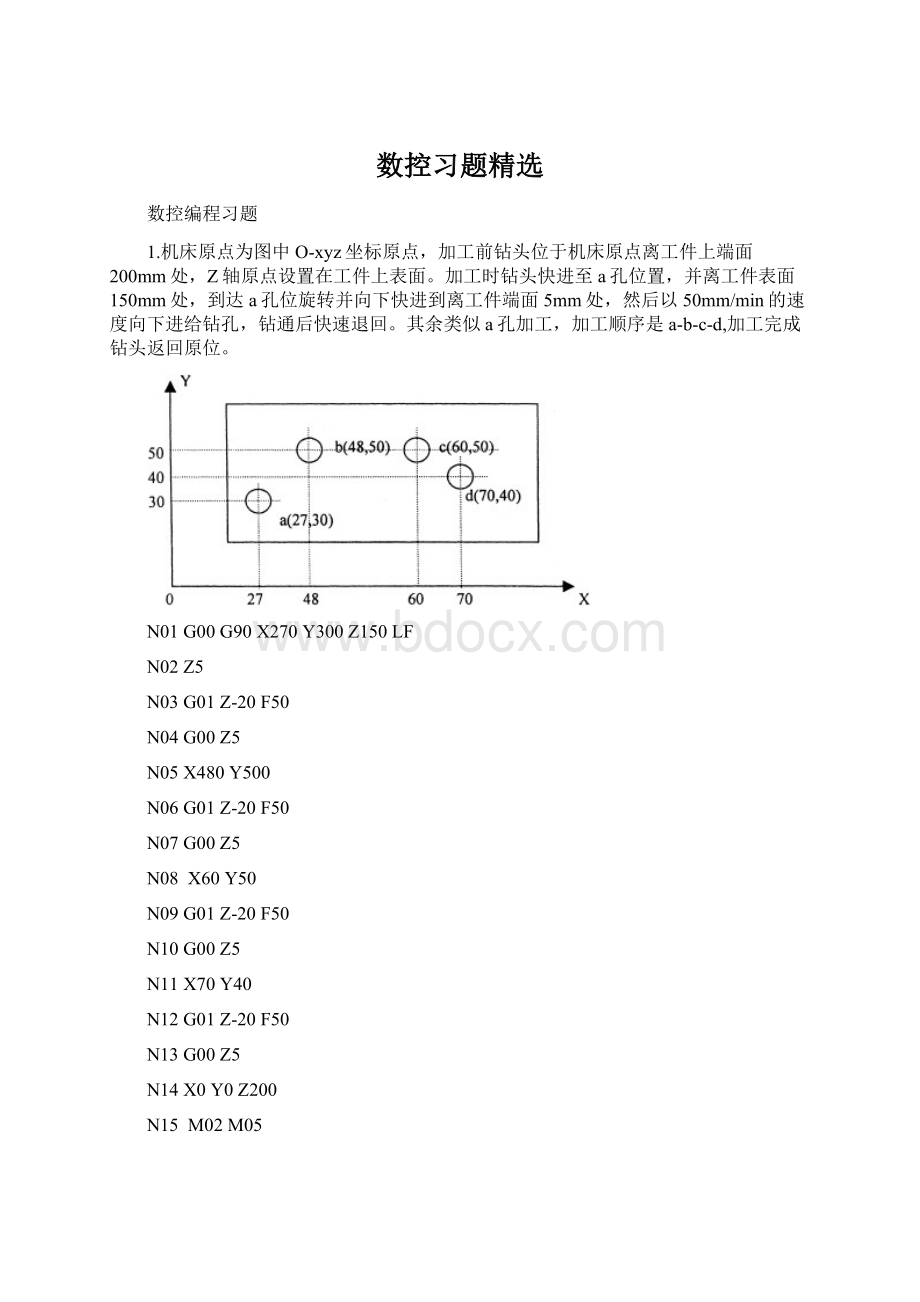
X480
Y500
N06
G01Z-20F50
N07
N08
X60
Y50
N09
G01
Z-20F50
N10
Z5
N11
X70
Y40
N12
N13
Z5
N14
X0
Y0
Z200
N15
M02
M05
2.如图所示零件轮廓,零件毛坯为铸件,周边铣削余量3mm。
试按教材中所学的代码格式
(JB3298—83)编写其加工程序。
已知与要求:
(1)在给定坐标系内采用绝对尺寸编写加工程序;
(2)刀具初始位置位于坐标原点,也为程序的起点和终点;
(3)加工路径按箭头所示;
(4)进给速度150mm/min,主轴转速800r/min;
(5)数控系统具有跨象限圆弧插补功能;
(6)不考虑刀具直径。
N01G00G90X15Y10Z5LF
N02G97S800
N03G01Z-20F150
N04G01Y25
N05G01X25
N06G03X35Y35R10
N07G01Y40
N08G02X60Y40R15
N09G01Y30
N10G02X40Y10R20
N11G01X15
N12G00Z5
N13X0Y0
N14M05M02
3.用数控铣床加工下图所示的轮廓ABCDEA,试按照教材中所学的代码格式(JB3208-83)编制加工程序。
要求:
(1)在给定机床坐标系和编程坐标系关系下用绝对坐标方式编写加工程序;
(2)机床坐标原点既为起刀点也为刀具终点;
(3)加工路径为1→2→3→4→5→6→7,主轴转速为900r/min,进给速度为150mm/min。
(不考虑刀补功能)
N01G00G90X10Y10Z5LF
N02G97S900LF
N03G57X10Y10LF
N04G00X10Y10LF
N05G01Z-50F150LF
N06G01X30LF
N07G03X40Y20R10LF
N08G02X30Y30R10LF
N09G01X10Y20LF
N10G01X10Y10LF
N11G00Z5LF
N12G57X-10Y-10LF
N13G00X0Y0LF
N14M05M02LF
4.用图示方法表示,在XK5032上执行了下述程序及参数设置后,坐标系的变化及刀具运行轨迹。
程序:
N10G53G90X0Y0Z0
N20G54G90G01X40Y0Z0F100
N30G55G90G01X80Y0Z0F100
参数设置:
G54:
X-80Y0Z-10
G55:
X-80Y-80Z-20
5.在数控车床上精加工图13所示零件的外轮廓(不含端面)。
请编制加工程序。
(1)数控车床的分辨率为0.01mm;
(2)在给定工件坐标系内采用绝对尺寸编程;
(3)图示刀尖位置为程序的起点和终点。
切入点为锥面的延长线上,其Z坐标值为152。
(4)进给速度50mm/min,主轴转速700r/min。
N01M03
S700
N02G00
G90X50
Z195LF
N03G01
X12.95
Z152
F50LF
N04G01
X25
Z125
N05G01X25Z80LF
N06G01X35
N07G01X35Z29
N08G02
X45
Z25
R4LF
N09G01
Z0
N10G00
X50
N11G01M05M02LF
6、当将下列程序连续运行两次时,试用作图法表示两次运行中的加工坐标系、程序轨迹及两个加工坐标系的关系。
上述情况在零件加工中意味着什么?
N10G92X0Y0
N20G90G03X50Y0I25J0F60
N30G02X75Y25I0J25
N40M30
7.用数控车床加工如图11所示零件,材料为45号钢调质处理,毛坯的直径为60mm,长度为200mm。
按要求完成零件的加工程序编制。
(1)粗加工程序使用固定循环指令;
(2)对所选用的刀具规格、切削用量等作简要工艺说明;
(3)加工程序单要字迹工整。
N01T01M03S20LFN16G70P05Q15LF
N02G00G90X60Z200LFN17G00G90X26Z165LF
N03G79X60Z165F1.0LFN18G33Z30.0F3.0LF
N04G00G90X60Z165LFN19M05M02LF
N05G79X30Z145F1.0LF
N06G00G90X60Z145LF
N07G73P08Q15U1.0W0.5F0.3LF
N08G01X22Z140S100F60LF
N09G01X36Z130LF
N10G01X36Z120LF
N11G02X30Z111R15LF
N12G02X34Z91R25LF
N13G02X40Z76R25LF
N14G02X34Z52R15LF
N15G01X56Y41LF
8.用数控车床加工如图12所示零件,材料为45号钢,毛坯直径为65mm,长度135mm,按要求完成零件的加工程序编制。
(要求粗加工用固定循环指令,对所选用的刀具、切削用量等作简要说明)
N01T01M03S20LF
N02G00G90X65Z140LF
N03G79X65Z135F1.0LF
N04G00G90X65Z135LF
N05G73P06Q11U1.0W0.5F0.3LF
N06G02X16Z90R15LF
N07G01X45Z75LF
N08G01X50Z75,C1.0LF
N09G01X35Z60LF
N10G01X60Z60LF
N11G70P06Q11LF
N12G78X60Z30F2.0LF
N14G01X50Z0LF
N15G00G90X55Z25
N15T02M06LF换为5mm立铣刀
N16G01X45,Z25LF
N17G00G90X80Z25LF
N21G00G90X80Z140LF
N22M05M02LF
9.用数控车床加工如图11所示零件,材料为45号钢调质处理,毛坯的直径为60mm,长度为200mm。
(4)粗加工程序使用固定循环指令;
(5)对所选用的刀具规格、切削用量等作简要工艺说明;
(6)加工程序单要字迹工整。
此题同第7题
10.某零件的外形轮廓如图9所示,厚度为6mm。
刀具:
直径为12mm的立铣刀
进刀、退刀方式:
安全平面距离零件上表面10mm,轮廓外形的延长线切入切出。
用刀具半径补偿功能手工编制精加工程序。
N01T01M03S100LF
N02G00G90X0Y-20Z10LF
N03G90G17G42D06X0.0Y0.0LF
N04G73P05Q12U1.0W0.5F1.0LF
N05G01X0Y-20Z0LF
N06G01X0Y50LF
N07G02X-50Y100R50LF
N08G01X-100Y100LF
N09G01X-110Y40LF
N10G01X-130Y40LF
N11G03X-130Y0R20LF
N12G01X10Y0LF
N13G00G90X10Y0Z10LF
 升级会员
升级会员 