齿轮泵维护检修规程(1)文档格式.doc
《齿轮泵维护检修规程(1)文档格式.doc》由会员分享,可在线阅读,更多相关《齿轮泵维护检修规程(1)文档格式.doc(6页珍藏版)》请在冰豆网上搜索。
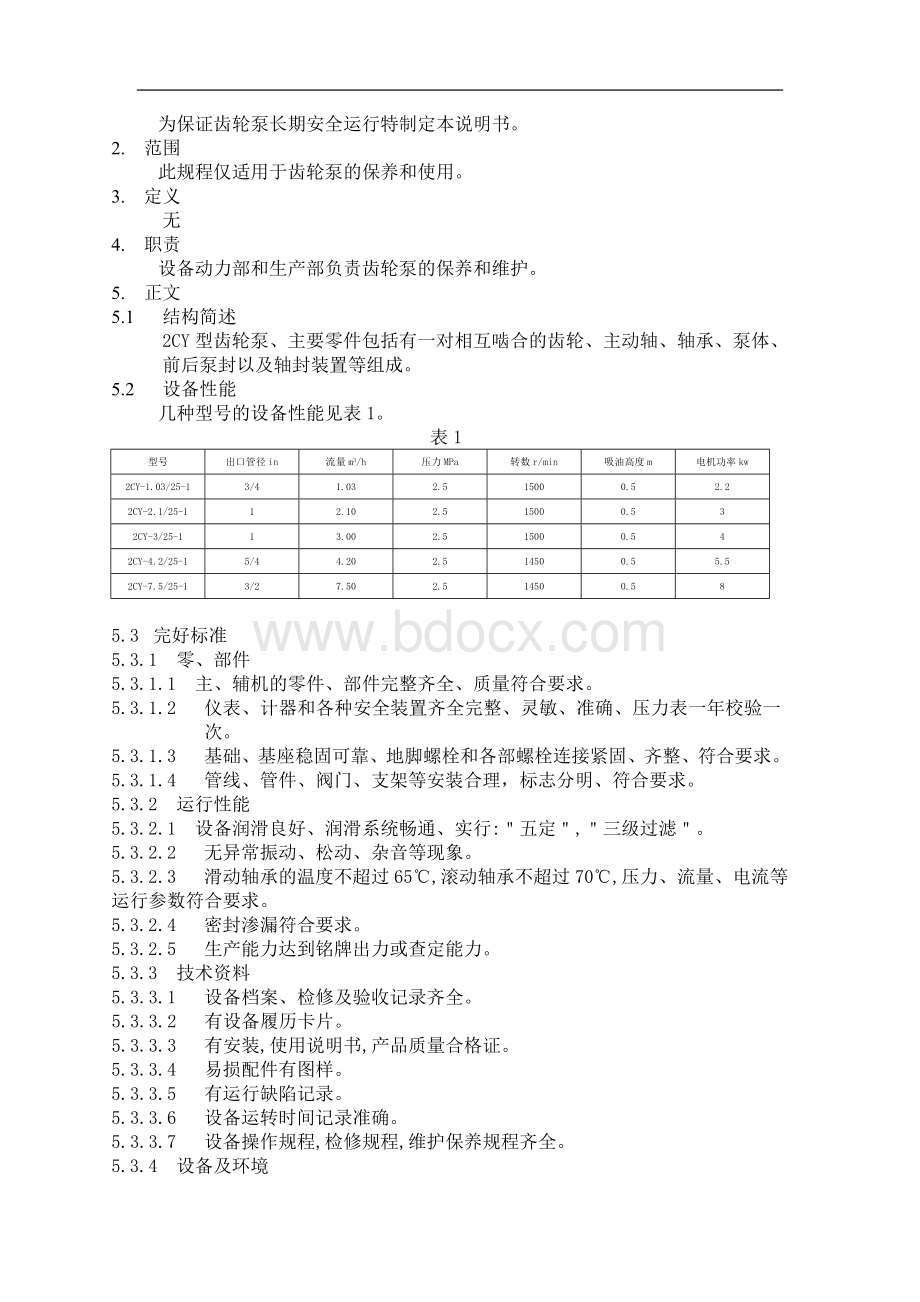
2.10
3
2CY-3/25-1
3.00
4
2CY-4.2/25-1
5/4
4.20
1450
5.5
2CY-7.5/25-1
3/2
7.50
8
5.3完好标准
5.3.1零、部件
5.3.1.1主、辅机的零件、部件完整齐全、质量符合要求。
5.3.1.2仪表、计器和各种安全装置齐全完整、灵敏、准确、压力表一年校验一次。
5.3.1.3基础、基座稳固可靠、地脚螺栓和各部螺栓连接紧固、齐整、符合要求。
5.3.1.4管线、管件、阀门、支架等安装合理,标志分明、符合要求。
5.3.2运行性能
5.3.2.1设备润滑良好、润滑系统畅通、实行:
"五定","三级过滤"。
5.3.2.2无异常振动、松动、杂音等现象。
5.3.2.3滑动轴承的温度不超过65℃,滚动轴承不超过70℃,压力、流量、电流等运行参数符合要求。
5.3.2.4密封渗漏符合要求。
5.3.2.5生产能力达到铭牌出力或查定能力。
5.3.3技术资料
5.3.3.1设备档案、检修及验收记录齐全。
5.3.3.2有设备履历卡片。
5.3.3.3有安装,使用说明书,产品质量合格证。
5.3.3.4易损配件有图样。
5.3.3.5有运行缺陷记录。
5.3.3.6设备运转时间记录准确。
5.3.3.7设备操作规程,检修规程,维护保养规程齐全。
5.3.4设备及环境
5.3.4.1泵体清洁,表面无灰尘、油垢。
5.3.4.2基础及底座整洁,无破损部位。
表面及周围无废油、废液、环境整齐、清洁。
5.3.4.3泵体及附属管件,管线油漆完整、无鼓泡脱落现象。
5.3.4.4进、出口阀门、管口法兰、泵体、端盖等处接合面均无泄漏。
5.4设备的维护
5.4.1日常维护
5.4.1.1严格执行岗位操作法,认真填写运行记录。
5.4.1.2定时检查各部轴承温度和油压。
每班检查润滑油液面高度。
5.4.1.3每班检查一次密封部件是否有渗漏现象。
5.4.1.4每班做好设备的整洁工作。
5.4.2定期检查内容
5.4.2.1定期监测轴承振动状况、振幅不大于0.15mm。
5.4.2.2每月对润滑油做一次分析、检查油的粘度、水分、杂质等是否符合要求。
5.4.3常见故障处理方法
常见故障处理方法见表2
表2
现象
原因
处理方法
流量不足或压力不够
1.吸入高度不够
2.泵体或入口管有漏气
3.入口管线或过滤器有堵塞现象
4.液体粘度大
5.齿轮轴向间隙过大
6.齿轮径向间隙或齿侧间隙过大
1.增高液面
2.更换垫片,紧固螺栓,修复管路
3.清理
4.液体加温
5.调整
6.调整间隙或更换泵壳,齿轮
填料处渗漏
1.中心线偏斜
2.轴弯曲
3.轴颈磨损
4.轴承间隙过大齿轮振动剧烈
5.填料材质不合要求
6.填料压盖松动
7.填料安装不当
8.密封圈失效
1.找正
2.调整或更换
3.修理或更换
4.更换轴承
5.重新选用填料
6.紧固
7.纠正
8.更换
泵体过热
1.油温过高
2.轴承间隙过小或过大
3.齿轮径向、轴向、齿侧间隙过大
4.填料过紧
5.出口阀开度过小造成压力过高
6.润滑不良
1.冷却
2.调整间隙
3.调整或更换
4.调整
5.开大出口阀降低压力
6.更换润滑油脂
电动机超负荷
1.液体粘度过大
2.壳体内进杂物
3.轴弯曲
5.联轴器不同轴度超差
6.电流表出现故障
7.压力过高或管路阻力过大
1.加温
2.检查过滤器消除杂物
3.更换
5.找正
6.修理或更换
7.调整压力,疏通管路
振动或发出噪音
1.液位低,液体吸不上
2.轴承磨损间隙过大
3.主动与从动齿轮轴不平行度,主动齿轮轴与电动机轴不同轴度超标
4.轴弯曲
5.泵壳内进杂物
6.齿轮磨损
7.键槽松动或损坏
8.地脚螺栓松动
9.吸入空气
1.增高液位
2.更换轴承
3.找正
4.更换
5.清理杂物,检查过滤器
7.修理或更换
8.紧固
9.清除漏气
5.4.4紧急停车
设备在运行过程中,遇有下列情况之一应紧急停车处理。
a.泵内发生异常的严重声响和振动突然加剧;
b.轴承温度突然上升超过规定标准;
c.泵流量突然下降;
d.电流超过额定值,继续上升不降。
5.5检修周期和检修内容
5.5.1检修周期
检修周期见表3。
表3
检修类别
小修
中修
周期(月)
4~6
12
当本单位状态监测手段已经具备开展预知维护的条件后,经请示本单位上一级主管部门批准,可不受5.1条的限制。
5.5.2检修内容
5.5.2.1小修
5.5.2.1.1清洗油管和管路,过滤器。
5.5.2.1.2更换填料和密封垫圈。
5.5.2.1.3检查或更换联轴器的弹性胶圈和柱销。
5.5.2.1.4消除日常维护检查中查出而未消除的缺陷。
5.5.2.2中修
5.5.2.2.1包括小修内容。
5.5.2.2.2调整齿轮端面与端盖的间隙。
5.5.2.2.3泵与电机找正。
5.5.2.2.4校验压力表及安全阀。
5.5.2.2.5修理或更换齿轮、齿轮轴、端盖。
5.5.2.2.6检查修理或更换轴承、联轴器、壳体和填料。
5.5.2.2.7机体防腐。
5.5.2.2.8电机检查,修理,加油。
5.6检修方法与质量标准
5.6.1泵体及端盖
5.6.1.1泵体铸件不得有气孔、砂眼、夹渣、裂纹等缺陷。
5.6.1.2泵体加工面应光滑无伤痕和沟槽,如有轻微拉毛和擦伤时,可用半圆型油石研磨修理;
内孔中心线与两端面垂直度为0.02‰。
5.6.1.3水压试验为工作压力的1.5倍,保持5分钟不漏。
5.6.1.4端盖、托架表面不得有气孔、砂眼、夹渣、裂纹等缺陷,加工表面粗糙度为1.5。
5.6.1.5测量端盖两孔轴线平行度,应不大于0.01%;
孔和中心距偏差为±
0.04mm。
检测端盖两孔中心线与加工端面垂直度,其值不大于0.03%。
5.6.1.6组装时,紧固螺栓用力对称均匀,边紧边盘动转子,如转子不动时,应松掉调整间隙,重新紧固。
5.6.2齿轮
5.6.2.1用涂色法检查齿的啮合接触面积,要求接触斑点均匀分布在节园线的上下接触面积沿齿宽应大于60%,沿齿高应大于45%。
5.6.2.2两齿轮宽度应一致,测量单个齿轮宽度,误差不超过0.03%。
5.6.2.3用千分尺等检测齿轮端面与端盖的轴向间隙,要求间隙为0.04~0.08mm,组装时,可用端盖与泵体之间的密封垫片的厚度来调整。
5.6.2.4检测齿轮与壳体的间隙,一般为0.10~0.20,但必须大于轴颈与径向间隙,超过0.20mm应报废。
5.6.2.5用压铅法、千分表等工具,检测齿轮啮合侧间隙,其值见表4。
表4
中心距
安装间隙
磨损极限间隙
<
50
0.07~0.085
0.20
51~80
0.095~0.105
0.25
81~120
0.115~0.130
0.30
121~200
0.150~0.170
0.35
5.6.2.6测量齿轮两端面与轴中心垂直度,其值不超过0.02/100。
5.6.3轴与轴套
5.6.3.1轴颈表面不得有伤痕,粗糙度为1.5,最大磨损量为轴颈的10%。
5.6.3.2轴套内孔与外圆的同轴度为∮0.005mm。
5.6.3.3检查轴与键的配合情况,要求公差为H7/h6。
5.6.4轴承
5.6.4.1滚动轴承。
5.6.4.1.1滚动轴承的滚子与滚道应无坑疤、锈斑等缺陷,保持架完好,接触平滑,转动无杂音。
5.6.4.1.2检查与滚动轴承配合的轴颈和轴承座尺寸,应符合图样规定。
5.6.4.1.3轴承压盖与滚动轴承端面间间隙应不大于0.1mm;
轴的膨胀侧轴承压盖与滚动轴承端面的间隙,应根据两轴承轴的长度和介质温度确定,留足间隙。
5.6.4.1.4拆装滚动轴承应使用专用工具。
不得用锤直接敲打。
安装后轴承内圈端面应与轴肩靠紧。
5.6.4.1.5用加热法将轴承装于轴颈时,应在油温不超过120℃的机油中加热15~20分钟或使用轴承加热器,严禁用直接火焰加热。
5.6.4.2滑动轴承
5.6.4.2.1轴承与瓦壳的结合应紧密牢固,表面不得有裂纹,气孔和伤痕。
5.6.4.2.2与轴颈接触角度在下瓦中部60°
~90°
范围。
接触均匀,用涂色法检查每平方厘米不少于3~4块色印。
5.6.4.2.3检查轴瓦的油道,油孔是否畅通,润滑情况是否良好。
5.6.4.2.4轴瓦顶间隙按表5选取。
表5
轴直径
轴瓦顶间隙
转速<
1000r/min
转速>
=1000r/min
50~80
0.06~0.14
0.10~0.18
>
80~120
0.08~0.16
0.12~0.21
120~120
0.10~0.20
0.15~0.25
5.6.5填料密封
5.6.5.1填料密封衬套和压盖与轴的径向间隙一般为0.40~0.50mm,四周间隙均匀。
5.6.5.2填料密封压盖与填料箱内壁一般采用H11/d11配合。
5.6.5.3填料对口应开30°
斜口,每圈接口应互相错开120°
,填料不宜压装过紧。
5.6.6联轴器
弹性套柱销联轴器两轴的对中偏差及端面间隙,应符合表6标准
表6
联轴器外径mm
端面间隙mm
对中偏差
径向位移mm
轴向倾斜
71~106
0.04
0.2/1000
224~250
5
0.05
5.7试车与验收
5.7.1试车前的准备
5.7.1.1检查机座的地脚螺栓及机座与泵、电动机之间的连接螺栓的紧固情况。
5.7.1.2检查电机与泵的联轴器连接情况。
5.7.1.3检查轴承内润滑油量是否适宜。
5.7.1.4检查轴向密封装置是否压的过紧和过松。
5.7.1.5检查压力表、安全阀、溢流阀是否灵敏好用
 升级会员
升级会员 