砂轮机安全风险评价与控制.wps资料文档下载
《砂轮机安全风险评价与控制.wps资料文档下载》由会员分享,可在线阅读,更多相关《砂轮机安全风险评价与控制.wps资料文档下载(5页珍藏版)》请在冰豆网上搜索。
其中,锋利磨料颗粒作为刀具起切削作用,结合剂黏结磨粒使磨具成形,气孔用来容屑、散热,均匀产生自励效果。
砂轮是以磨料为主制造而成的切削工具,其特性取决于磨料、粒度、硬度、结合剂、组织、形状和尺寸是砂轮的六个特性。
在选用砂轮规格时,主要考虑以下六个因素:
(1)工件的材料、硬度;
(2)磨削用量和精度要求;
(3)是干磨削还是带切削液磨削;
(4)砂轮速度;
(5)磨削接触面积;
(6)磨削方式的激烈程度。
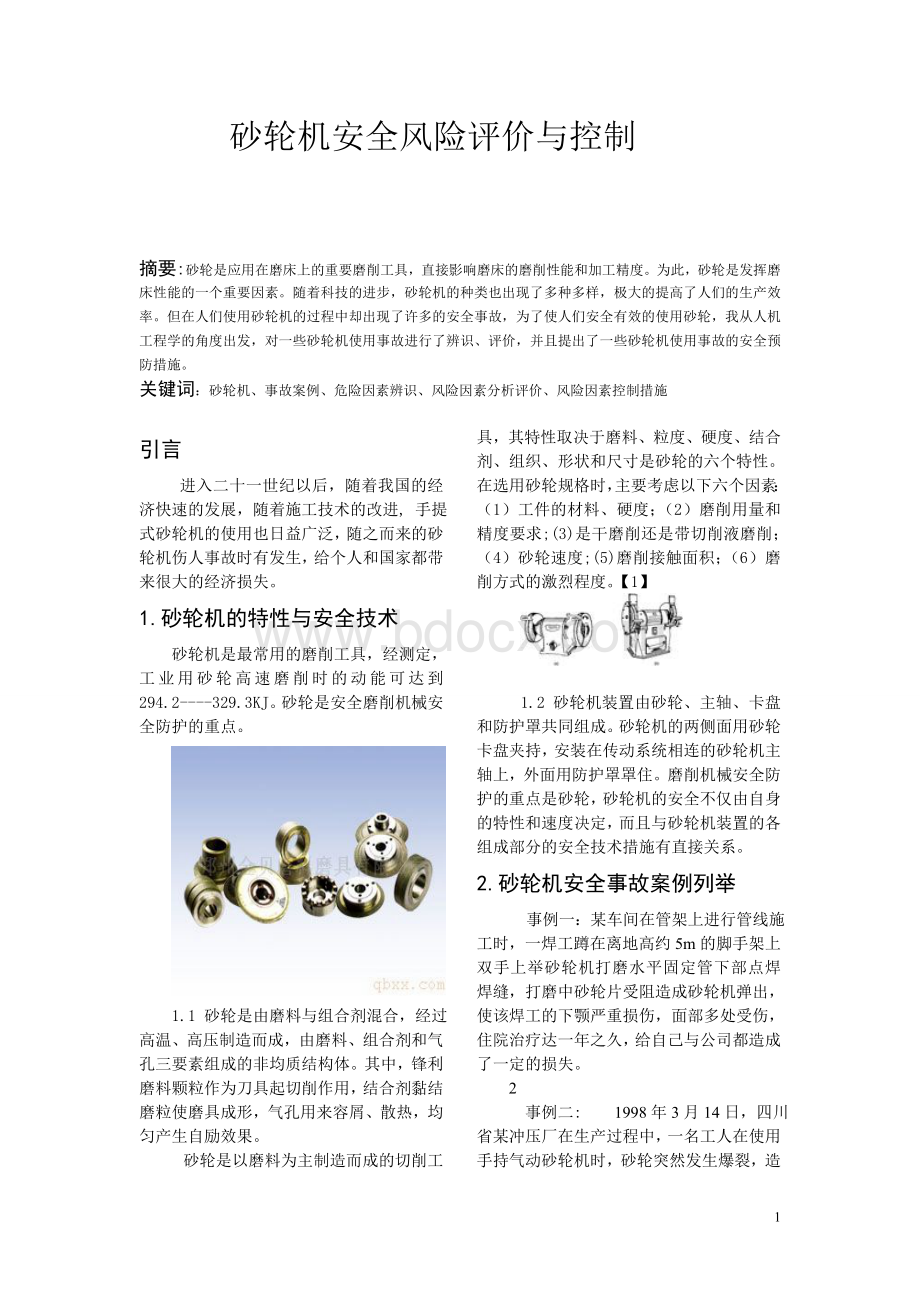
【1】1.2砂轮机装置由砂轮、主轴、卡盘和防护罩共同组成。
砂轮机的两侧面用砂轮卡盘夹持,安装在传动系统相连的砂轮机主轴上,外面用防护罩罩住。
磨削机械安全防护的重点是砂轮,砂轮机的安全不仅由自身的特性和速度决定,而且与砂轮机装置的各组成部分的安全技术措施有直接关系。
2.砂轮机安全事故案例列举事例一:
某车间在管架上进行管线施工时,一焊工蹲在离地高约5m的脚手架上双手上举砂轮机打磨水平固定管下部点焊焊缝,打磨中砂轮片受阻造成砂轮机弹出,使该焊工的下颚严重损伤,面部多处受伤,住院治疗达一年之久,给自己与公司都造成了一定的损失。
2事例二:
1998年3月14日,四川省某冲压厂在生产过程中,一名工人在使用手持气动砂轮机时,砂轮突然发生爆裂,造2成左眼伤害事故。
3月14日9时20分许,四川省某冲压厂在生产过程中,该厂工模科钳工组模具模具修理钳工王某,手持新采用的角式气动砂轮机(S125)在修理模具时,砂轮突然发生爆裂,碎片将王某佩戴的防护镜打碎,伤及左眼。
事故发生后,现场人员急忙将王某送往医院抢救,经抢救脱险。
事例三:
2003年12月17日上午10时,位于原安阳镇东山办事处中埠村瑞光大道618至620号的个体无照工场发生一起砂轮伤人事故,造成一人死亡。
【2】12月17日上午10时,砂轮机操作工尚志发把旧砂轮换下后将新砂轮换上,开机后不到2分钟,“嘭”的一声,砂轮崩裂成三块飞出,其中一块砸到尚志发的头上,尚志发当场倒地,鼻孔出血。
工场内在场职工迅速将他抬出门外,叫来120救护车送人民医院抢救,终因伤势过重,抢救无效死亡。
3.砂轮机危险因素辨识砂轮机打磨一种比较危险的工作,所以只要我们对其可能使操作者造成伤害的危险因素进行很彻底的辨识,就可以很好的降低砂轮机事故的发生。
3.1人机系统对事故的影响。
为了操作时效率最高,人机之间关系最为协调,而且操作者可以轻松、自然、舒适和持久的进行作业,作业姿势是很重要的。
实际上由于操作者的作业时的姿势不同,在以血液循环为中心确定姿势时,远离心脏循环影响而造成的姿势难以维持,如长时间举手久蹲等。
在以身体重心来区分姿势时,往往为了平衡而产生姿势的变化(如高举重物时身体的自然后倾)。
影响打磨时作业姿势的因素大致有以下几个方面。
(1)工作空间的大小,变化姿势的可能性等。
(2)体力负荷的大小,用力方向和操作时所要求的准确性。
(3)被打磨的工件的位置。
【3】3.2砂轮在砂轮机上的安装方法存在问题。
砂轮孔径比砂轮机主轴的外径大,而砂轮机主轴上没有安装外径能与砂轮孔径相配合的套筒,高速旋转时产生剧烈的抖动使砂轮爆破。
安装了套筒,但套筒的内径与砂轮机主轴之间的配合间隙太大,正常间隙应为0.05mm0.10mm。
卡盘的凸缘不是作为压紧面,而是两个卡盘反扣着砂轮,使卡盘与砂轮的接触面集中在砂轮中心部位,压紧面积太小。
卡盘边缘毛剌、锐棱多,没有修磨,边缘不平整,不能均匀地压在砂轮端面上,使砂轮受压不均匀。
卡盘压紧面的径向尺寸太小,即与砂轮的接触面积太小,导致砂轮受压面积太小。
左右两个成对的卡盘外径、压紧面的径向尺寸不相等,或只用了一个卡盘安装砂轮,使砂轮左右两端面受压不等。
螺母锁得太紧,对砂轮产生过大的压力,造成砂轮破裂而爆炸。
砂轮机上没有安装防护罩,砂轮一旦爆炸,所有的碎片全部飞出,后果不堪设想。
卡盘直径小于被安装的磨削用砂轮直径的1/3或小于切断用砂轮直径的1/4,这种直径比例都是不合理的。
主轴螺纹的旋紧方向与砂轮工作时的旋转方向一致,这种现象使得在砂轮一旦进入工作状态,锁紧螺母就随之松动造成砂轮剧烈振动而爆破。
主轴螺纹的长度不够,使螺母不能完全压紧卡盘,这种现象实际上是没有锁紧卡盘,砂轮处于松动状态。
3.3砂轮在砂轮机上的安装方法存在3问题。
操作者站立的位置正对着砂轮,或站在砂轮旋转的切线方向。
一旦砂轮爆炸,碎片就直接砸向操作者。
进刀量太大,从爆炸的砂轮碎片上可以看出进刀量的大小。
有的操作者为了赶时间,进刀量大至2mm3mm。
操作者没有握稳被加工的工件,致使工件被卷入并卡在防护罩内,使砂轮受到强烈的挤压而爆炸。
工件接触砂轮的瞬间对砂轮的冲击力太大,砂轮就在工件接触砂轮的瞬间爆炸。
一般情况下砂轮的线速度要达到最高工作速度的1.8倍2.0倍时,砂轮才会破裂。
如果排除了其他原因,说明操作者十分缺乏安全使用砂轮的知识,意识不到主轴超速的危险性,没有按照砂轮上标明的最高工作速度调整砂轮机主轴转速,盲目使用砂轮机,致使事故的发生。
【5】4.使用安全检查表对砂轮机进行安全风险评价。
砂轮机安全检查表砂轮机安全检查表序号检查要点检查准则检查方法1砂轮机安全地点
(1)固定式砂轮机安装地点适当,不准对着其他设备和操作人员,以及过往通道
(2)若确因地形或位置限制,可在砂轮机正面装设不低于1.8m的防护栏
(1)直观检查砂轮机是否装在正对着附近设备及操作人员或经常有人过往的地方。
一般应安装在专用砂轮机房内
(2)检查防护挡板是否牢靠,并符合安全要求2砂轮砂轮无裂纹,磨损至极限时应更换,转动时应平稳、无跳动直观检查砂轮,应无裂纹,当砂轮磨损到直径比卡盘直径大10mm时应更换3除尘装置有两台以上(含两台)的砂轮机安装在同一房间内时,应配有除尘装置检查有无除尘装置,且是否符合要求4挡屑屏板砂轮防护罩开口上端应设可调整的挡屑屏板,其宽度应大于砂轮防护罩宽度,并应牢固地固定在护罩上,砂轮圆周表面与护板间的间歇应小于6mm直观检查挡屑屏板是否完好可调,是否能挡住碎块飞出5护罩砂轮卡盘外侧与砂轮防护罩开口边缘之间的间隙应为515mm.防护罩应安装牢固检查砂轮、砂轮卡盘、砂轮主轴端部,看砂轮卡盘外侧与砂轮防护罩开口边缘之间的间隙是否合格6卡盘(法兰盘)卡盘(法兰盘)直径应大于砂轮直径的1/3,并有软垫直观检查砂轮卡盘的直径和压紧面径向宽度尺寸是否一致7保护接地砂轮机保护接地(零)线应可靠手拉检查设备的外壳保护接地(零)线,是否松动8砂轮机托架
(1)砂轮托架应装卡牢固,且可调;
砂轮圆周表面与托架间间隙不得大于
(1)砂轮直径在150mm以上的砂轮机,必须设置可调式托43mm
(2)磨刀具的砂轮机不能与非磨刀具的砂轮机混用(3)磨料头、料边、毛坯和材料进行火花鉴别的砂轮机可不设托架,但必须设置固定标志说明架,直观检查砂轮圆周表面与托架间的间隙是否符合评价要求,托架安装是否牢固
(2)检查是否有混用现象(3)查看是否有标志说明检查评语和建议:
检查评语和建议:
检查人签名:
检查时间:
年年月月日日5.砂轮机风险控制措施5.1操作者应经培训考核合格完全掌握了磨具的安全使用知识后方可上岗。
砂轮机上一定要安装防护罩,且防护罩罩住的范围应超过砂轮圆周的一半以上,以起到拦截砂轮爆炸飞出的碎片的作用。
操作者一定要站在砂轮机的侧面,以防被飞出的碎片正面砸中。
使用前应对砂轮进行回转强度试验。
没有条件做该试验的,应采用木锤对砂轮进行敲击,听敲击声音判断砂轮内部是否存在裂纹,如果出现哑声现象,不得使用。
使用前应注意砂轮机主轴转速不得超过砂轮上标明的最高工作速度,否则就有爆破的危险。
砂轮产品应尽可能定点采购,确保砂轮产品的质量和运输过程的可靠性。
应定期检查卡盘压紧面、直径、厚度是否过量磨损,主轴安装砂轮部位是否存在磕碰损伤,如果存在这些现象,不得继续使用,应立即更换。
发生砂轮爆破事故后,必须检查砂轮防护罩是否被砂轮碎片损伤、卡盘有没有变形,主轴端部螺纹和压紧螺母是否损坏等,如果有损坏现象,应更换、修复后方可使用。
【6】5.2砂轮机经过一段时间的使用以后,都必须经过一定的休整与调试,以使得砂轮机的安全有效的使用。
通常修整砂轮时,把若干个砂轮修整片装在砂轮修整架上,完全靠手支撑并左右移动修整架,利用砂轮的转动带动修整片旋转的差动力,实现砂轮的修整。
这种传统修整砂轮方法会出现以下情况:
第一,砂轮修整片磨损快并且在使用过程中孔的间隙变大,影响修整精度。
第二,操作过程稳定性差,有一定的危险性。
第三,被修整的砂轮表面较粗糙、圆柱度差。
第四,不能完全消除砂轮运转产生的径向跳动,此项是影响砂轮使用的关键。
为了使整修后砂轮机更加安全的运行,必须使用专业的砂轮修整器进行修整,使修整后砂轮运转时平稳、噪声也较小,危险性大大降低。
【7】5.3为了防止砂轮事故发生保证安全均衡生产,现提出以下预防性措施:
(1)砂轮采购必须是大型名优企业产品,对制造单位进行年度资质认证,因为砂轮质量是靠制造单位的生产装备和生产工艺保证的,大型名优企业拥有先进的生产工艺装备,具备生产优质产品的能力。
(2)使用单位砂轮人库必须按国家标准验收。
砂轮外观颜色一致,组织均匀。
砂轮的几何尺寸、不平衡量和砂轮强度等符合要求。
(3)砂轮保管要防潮、防冻、防磕碰。
树脂和橡胶砂轮受潮则砂轮强度下降,薄片砂轮受潮则会产生翘曲变形。
(4)砂轮运输中要防止磕碰、撞击。
砂轮长途运输有包装箱,包装箱内有防震材料。
砂轮在厂内运输必须使用有充气轮胎的小车,车上垫胶皮防震动。
(5)砂轮装夹平衡后要经过强度检验后上机使用,各砂轮使用单位按要求配备砂轮强度回转机。
(6)砂轮使用前要空转2一5分钟,空转时操作者不要站在砂轮前面或切线方向。
(7)砂轮使5用中要严格遵守磨削操作规程,严禁砂轮超速使用,禁止使用砂轮的非工作面进行磨削。
砂轮使用严格控制磨削吃刀量。
(8)使用砂轮的磨床主轴及砂轮法兰盘必须定期检测,并作记录。
对落地砂轮机和手持砂轮机,检测周期建议为三个月。
【8】只要我们在操作作业中严格按照各项规定制度来,严格遵守安全操作规程,使得人-机-环处于一种最佳状态下。
那么砂轮机事故一定会大大减少,使得人们的生活会更加幸福快乐!
参考文献参考文献(References):
1机械安全工程资料1机械安全工程资料2安全工程师频道2安全工程师频道3汪志琴冶金工业部安全环保研究院4300813汪志琴冶金工业部安全环保研究院4300814林晓华4林晓华55蔡唯佳,苏星,吴敏华杭州机床集团技术中心,浙江杭州310022)蔡唯佳,苏星,吴敏华杭州机床集团技术中心,浙江杭州310022)6GB249495磨具安全规则6GB249495磨具安全规则7安全魁谢晁伟吉利教育中心(浙江临海317000)8CB467484磨削机械安全规程
 升级会员
升级会员 