浅谈检测传感技术的应用及进展Word文档下载推荐.doc
《浅谈检测传感技术的应用及进展Word文档下载推荐.doc》由会员分享,可在线阅读,更多相关《浅谈检测传感技术的应用及进展Word文档下载推荐.doc(5页珍藏版)》请在冰豆网上搜索。
因此,发展检测传感技术,对于机电一体化技术的发展具有十分重要的意义。
1、检测传感技术在机电一体化中的应用
今天,检测传感技术已经渗透到生产和生活的各个领域。
高度自动化的工厂,设备,装置或系统,可以说是“传感检测技术的大集合”。
各种仪器设备、家电,办公自动化设备,加工中心,扎钢生产线等,传感检测技术的应用已然非常广泛。
考虑到所学的机电系统设计课程和自身专业背景,下面重点介绍一下传感检测技术在机电一体化中的应用。
1.1检测传感技术在数控机床的应用
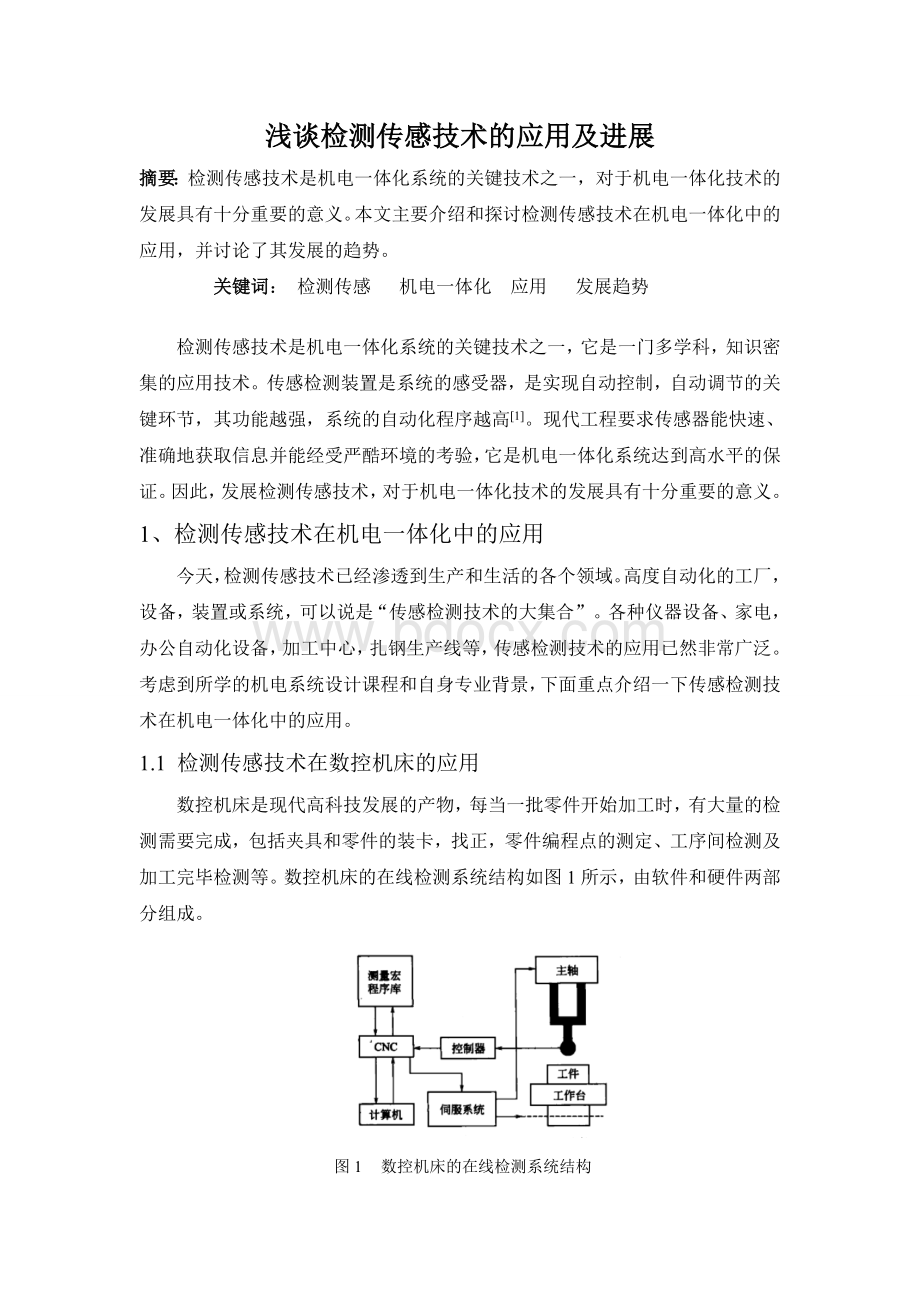
数控机床是现代高科技发展的产物,每当一批零件开始加工时,有大量的检测需要完成,包括夹具和零件的装卡,找正,零件编程点的测定、工序间检测及加工完毕检测等。
数控机床的在线检测系统结构如图1所示,由软件和硬件两部分组成。
图1数控机床的在线检测系统结构
将检测技术融于数控加工的内容之中,采用在线测量的方式,能使操作者及时发现工件存在的问题,并反馈给数控系统。
在线检测技术应用于数控系统,提高了测量精度,更好地保证了机床的加工质量,促进加工测量一体化的发展。
1.2检测传感技术在汽车中的应用
检测传感技术在汽车中的应用很广泛,例如:
为使汽车安全行驶,研制的电子防滑控制装置与电子变速控制装置。
为防止排气污染,大力研制的电子燃料喷射装置、排气再循环装置等。
下面以电子防滑控制装置与电子燃料喷射装置为例,说明检测传感技术的应用状况。
要使汽车停车,应该根据汽车轮胎与地面的状态求出最有效的滑移率,使制动压力接近这种最佳状态[2]。
然而,对于实际的电子防滑控制装置来说,采用电气方式检测路面状态和汽车对地的速度是非常困难的。
所以,一般都是只检测车轮的旋转速度。
如图2所示,而且,从车轮的旋转速度与时间的关系计算出车轮的减速度。
在超出预先设定的基准减速度情况下,与驾驶员踩制动器的力无关,而由制动器压力控制装置自动减弱制动器的压力,防止打滑。
图2电子防滑控制装置工作原理
可是,因为这一方法原则上讲并不太好,所以现在正在研究在车内安装加速计与雷达,以检测出对地速度,然后根据滑移率来控制制动器压力。
电子燃料喷射装置的功能如图3所示。
这里,其电气传感器用来检测影响发动机工作的大量参数,而其数据则由集成电路或大规模集成电路构成的控制器进
行运算处理。
然后,根据其处理信息,控制在燃料喷射用的注油器上所安装的脉冲电流计的时刻与加电流的时间长短,使发动机内的燃烧始终保持最佳状态。
图3电子燃料喷射装置
由此可见,随着传感器技术和其他新技术的应用,现代化汽车工业进入了全新时期。
汽车的机电一体化要求,用自动控制系统取代纯机械式控制部件,这不仅体现在发动机上,为更全面地改善汽车性能,增加人性化服务功能,降低油耗,减少排气污染,提高行驶安全性、可靠性、操作方便和舒适性,先进的检测和控制技术已扩大应用到汽车全身。
在其所有重点控制系统中,必不可少地使用曲轴位置传感器、吸气及冷却水温度传感器、压力传感器、气敏传感器等各种传感器。
1.3检测传感技术在机器人中的应用
在手工操作的复杂工作中,就使用了机器人。
在这种情况下,机器人必须具备高度信息处理能力的大脑以及相当于人的手足的操作机构。
工业机器人之所以能够准确操作,是因为它能够通过各种传感器来准确感知自身、操作对象及作业环境的状态,包括:
其自身状态信息的获取通过内部传感器(位置、位移、速度、加速度等)来完成,操作对象与外部环境的感知通过外部传感器来实现,这个过程非常重要,足以为机器人控制提供反馈信息[3]。
通常微动开关、光电开关、电涡流等传感器安装在机器人的每个关节上进行零位和极限位置的检测,前者保证机器人的重复定位精度和轨迹精度,后者则起保护机器人和安全动作的作用。
1.4检测传感技术在机械加工过程中的应用
切削过程传感检测的目的,在于优化切削过程的生产率、制造成本或(金属)材料的切除率等。
切削过程传感检测的目标,有切削过程的切削力及其变化、切削过程颤震、刀具与工件的接触和切削时切屑的状态及切削过程辨识等,而最重要的传感参数有切削力、切削过程振动、切削过程声发射、切削过程电机的功率等。
对于机床的运行而言,主要的传感检测目标有驱动系统、轴承与回转系统、温度的监测与控制及安全性等,其传感参数有机床的故障停机时间、被加工件的表面粗糙度和加工精度、功率、机床状态与冷却润滑液的流量等[4]。
与刀具和机床的过程检测技术相比,工件的过程监视是研究和应用最早、最多的。
它们多数以工件加工质量控制为目标。
20世纪80年代以来,工件识别和工件安装位姿监视要求,也提到日程上来。
粗略地说,工序识别,是为辨识所执行的加工工序是否是工件加工要求的工序;
工件识别,是辨识送入机床待加工的工件或毛坯是否是要求加工的工件或毛坯,同时还要求辨识工件安装的位姿,是否是工艺规程要求的位姿。
此外,还可以利用工件识别和工件安装监视传感待加工毛坯或工件的加工裕量和表面缺陷。
完成这些识别与监视,将采用或开发许多传感器,如基于TV或CCD的机器视觉传感器、激光表面粗糙度传感系统等。
2、检测传感技术的发展趋势
随着半导体、计算机技术的发展,新型、具有特殊功能的传感器不断涌现出来,检测装置也向小型化、固体化及智能化方向变革,应用领域也越加宽广,从工业控制、科学实验,以至家用电器、个人用品,都可发现检测传感技术的广泛应用。
目前,检测传感技术的发展主要表现在以下几个方面。
(1)不断提高检测系统的测量精度、量程范围、延长使用寿命、提高可靠性等。
(2)应用新技术和新的物理效应,扩大检测领域。
(3)采用微型计算机技术,使检测传感技术智能化。
(4)不断开发新型、微型、智能化传感器,如智能型传感器,生物传感器,高性能集成传感器等。
(5)不断开发传感器的新型敏感元件材料和采用新的加工工艺,提高仪器的性能、可靠性,扩大应用范围,使测试仪器向高精度和多功能方向发展。
(6)不断研究和发展微电子技术、微型计算机技术、现场总线技术与仪器仪表和传感器相结合的多功能融合技术,形成智能化测试系统,使测量精度、自动化水平进一步提高。
(7)不断研究开发仿生传感器,主要是指模仿人或动物的感觉器官的传感器,即视觉传感器、听觉传感器、嗅觉传感器、味觉传感器、触觉传感器等。
(8)参数测量和数据处理的高度自动化。
综上所述,检测传感技术在工业现代化发展的过程中扮演着越来越重要的角色。
检测传感技术的不断发展必将对传统的机械制造业带来新的变革,注入新的力量。
唯有不断得发展先进的机电一体化技术,我们才能更好地面对工业4.0时代带来的机遇与挑战!
参考文献
[1]陈荷娟编著.机电一体化系统设计[M].北京:
北京理工大学出版社,2008
[2]高桥清(日)编著,颜杰先译.传感器技术入门[M].北京:
国防工业出版社,1985
[3]卞海玲.浅析机电一体化中的检测传感技术[J].装备制造技术,2010(4):
125−126
[4]赵一心.论检测传感技术在机电一体化中现状、应用及其发展[J].制造业自动化,2010(11):
186−187
[5]祝诗平主编.传感器与检测技术[M].北京:
北京大学出版社,2006
[6]苏艳阳等.传感技术综述[J].数字通信,2008(4):
25−30
[7]胡向东,刘京诚.传感技术[M].重庆:
重庆大学出版社,2002
[8]欧廷印,胡筱婧.传感技术发展综述[J].电工技术,2006(11):
48-51.
[9]高玉民.传感器概述[J].世界汽车,2002,(4):
55-58
[10]武昌俊.自动检测技术及应用[M].北京:
机械工业出版社,2005.
[11]梁景凯.机电一体化技术与系统[M].北京:
机械工业出版社,1999.
 升级会员
升级会员 