汽车零部件自动清洗机PLC控制系统的设计Word文档下载推荐.doc
《汽车零部件自动清洗机PLC控制系统的设计Word文档下载推荐.doc》由会员分享,可在线阅读,更多相关《汽车零部件自动清洗机PLC控制系统的设计Word文档下载推荐.doc(5页珍藏版)》请在冰豆网上搜索。
【论文摘要】介绍了自动清洗机的总体构造,工况要求,讲述了该系统的硬件实现,程序设计思路。
说明了如何利用PLC功能达到清洗机的自动定位,自动过行程保护等的自动化过程,列出部分重要程序。
1.引言
自动清洗机是本公司各生产线上重要的后道工序处理设备,公司主要生产汽车发动机内部产品,产品在经过车,铣,钻等多道工序后,表面附着大量的切削液铝屑等脏物,这类脏物须清理干净后才能组装和包装,如果利用人工清理会产生效率低,劳动强度大,不能实现自动化生产,以及产品划伤,甚至报废等。
由于公司的清洗机属于专用机床,市场上没有现成品可买,如设备厂定做,将出现交货时间长,影响新产品投放市场,价格高,不能很好满足工况要求等限制,在以上种种条件制约下决定自己制造自动清洗机。
2.自动清洗机总体结构
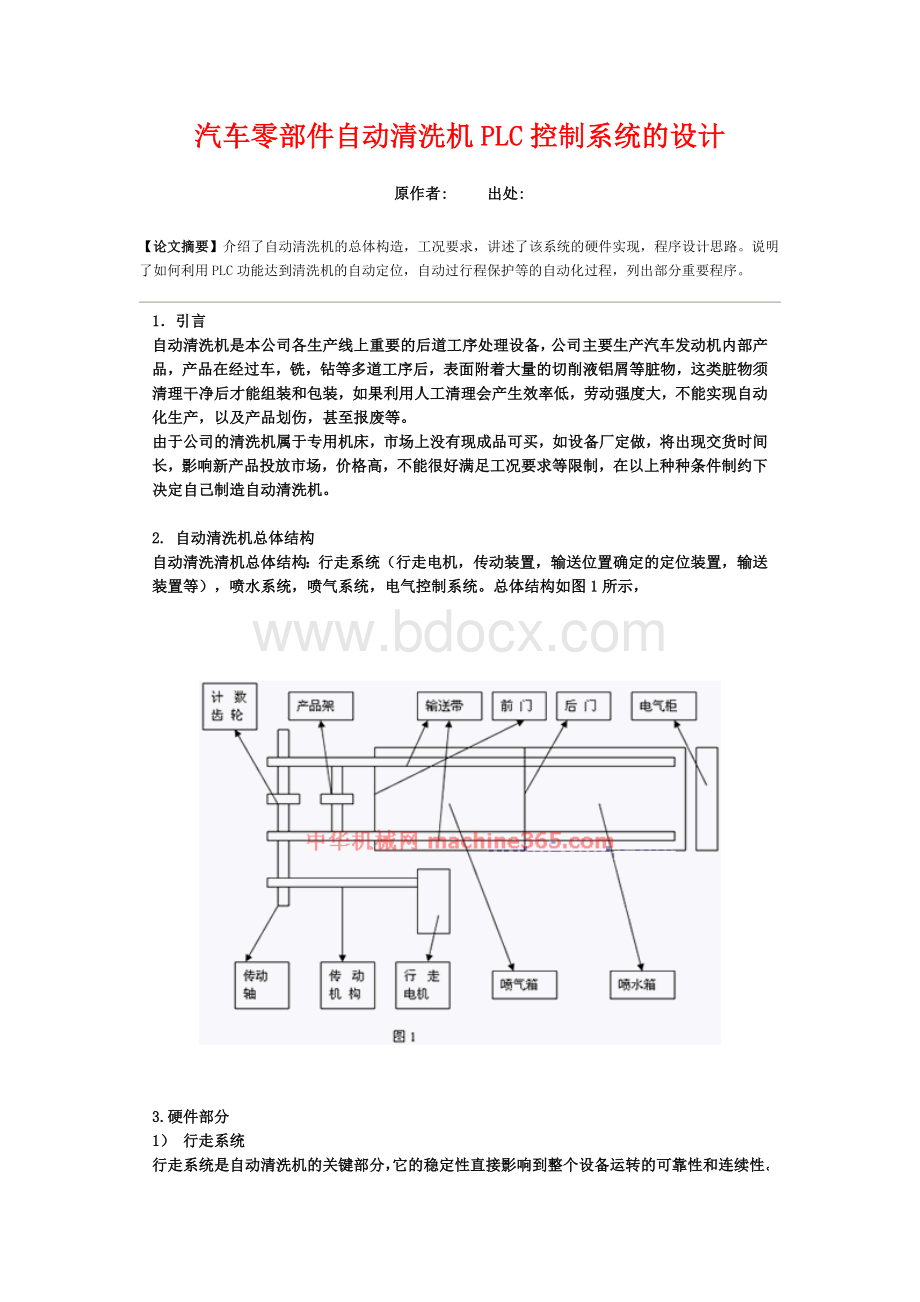
自动清洗清机总体结构:
行走系统(行走电机,传动装置,输送位置确定的定位装置,输送装置等),喷水系统,喷气系统,电气控制系统。
总体结构如图1所示,
3.硬件部分
1)行走系统
行走系统是自动清洗机的关键部分,它的稳定性直接影响到整个设备运转的可靠性和连续性。
由于考虑到成本问题,行走电机不用步进电机,运用了北仑调速电机厂生产的三相异步电动机,该电机带有断电刹车和减速箱装置,性能可靠,输入功率小,输出力矩大等优点。
。
产品输送带采用不锈钢链条,在两根传送链上固定产品放置架,在单根链条中固定原位感应块(1块),过极限感应块(2块),产品输送位置确认及定位是在传动轴上按装一计数齿轮,该齿轮齿距刚好与一节传输链的节距相等
2)喷水,喷气系统
自动清洗机利用前,后门把整个清洗箱隔为喷气箱和喷水箱,喷水系统包括水箱,水泵,喷头等,喷气部分包括喷头,控制阀,高压气源等。
硬件的动作过程为,产品放在产品架上,按下启动按钮,电机开始正转,当产品进入喷水箱后时,门关闭,喷水水泵起动,水清洗计时开始,电机反转,输送带退三个链距后,电机正转,输送带进三个链距,就这样反复来回走动,水清洗时间到时,门打开,电机反转产品架进入喷气箱,门关闭,喷气阀打开,喷气开始计时,输送带重复水清洗时的反复动作,喷气时间到,门打开,输送带后退,直到原位,整个过程结束,过程工况如图
(2)。
整个控制系统有手动自动两个状态,可随时通过手动/自动转换开关来切换,在手动状态下可以实现各过程的单步运行(其中喷水、喷气时门必须关上,输送带行走时门必须打开)这种状态适用于对自动清洗机各部分进行调试,故障检修和每次开关电源后手动回原位操作等情况,在正常生产情况下只使用自动方式,整个清洗过程均由PLC控制系统自动控制。
4、PLC控制系统的设计
1)PLC控制系统正得到日益广泛的应用,与传统的接触器----继电器控制系统相比。
PLC控制系统具有控制灵活,抗干扰能力强,工作稳定可靠,维护方便等优点。
当产品转型或工艺要求改变时PLC控制系统的改变比较容易实现。
能交好地适应市场的变化需求。
三菱公司生产的PLC具有体积小,控制灵活,性价比高等优点。
可与普通电脑编程通信等。
本控制系统选用三菱FX2N--60MR型可编程控制器。
2)自动请洗机PLC控制系统的I/O电路如图3所示,由于篇幅有限这里只列出说明一部分I/O的功能,输入X0为输送带原位确认的接近开关信号,X1为输送带位置确认和行走定位的接近开关信号,它是通过检测记数齿轮转过的齿数来得到输送带位置.X2为输送带硬极限确认信号。
X3为自动启动按钮信号。
X4--X7分别为前门后门开关确认号。
X10-,X11分别为喷水喷气时间到信号,它们分别由操作面板上的喷水喷气时间继电器控制。
可以根据需要调整喷水喷气时间。
输出Y0--Y4分别通过中间继电器控制准备完了指示灯,自动状态指示灯,自动运转中指示灯,全原位指示灯,异常报警声光指示。
通过各种指示可随时了解设备运行状态。
Y5,Y6分别通过接触器控制行走电机正反转控制输送带前进后退。
3)PLC的程序是PLC控制系统中一个重要的组成部分,它就象人的大脑一样,如果没有它就什么也干不成,由于篇幅有限不能把所有的程序都列出,这里只列出我个人认为重要的一部分加以叙述。
为了输送带准确定位,这里我运用了PLC中的断电保持双向记数器C220,图4是自动启动后产品进入喷水箱的定位控制程序。
它的工作原理是:
X1上记的数反映到C220上,通过MOV指令把C220的数值送入数据记存器D0中。
用CMP指令把D0中数值与我们设定值进行比较,(这里产品从原位到水清洗位置是70个记数齿轮齿数)当D0〈70时M110导通则Y5接通,电机正转输送带前进,当D0=70时M111导通水清洗定位结束进入下一工况,当D0〉70时M112导通则Y6接通电机反转输送带后退,这样就可以使清洗初始位置定位在我们预定位置了,
为了防止由于机械惯性或行走电机刹车失灵等因素,导致输送带运转时超过行程范围损坏设备现象产生,我们在控制系统中设置了软极限和硬极限两套过行程保护系统。
PLC控制程序如图5,它的工作原理如下:
产品进入工作最前端时,如果输送带再向前走2个有效链距时,或向后后退到原位再向后退2个有效链距时,就会使M122或M130接通,若软极限失控时,硬极限X17信号一产生使M21导通,M122,M130,M21中只要有一个接通,M22马上导通并产生过极限报警,设备马上停止所有运转工作并发出声光警示。
5.结束语
该自动清洗机PLC自动控制系统经过现场安装调试,运行情况良好,基本达到预期要求。
本系统充分发挥了PLC自动控制系统运行可靠,控制灵活,维护方便等优点。
由于时间仓促,水平有限,该系统必然还存在好多不足之处要靠我们日后完善。
参考文献
1.三菱公司。
三菱FX可编程控制器编程手册。
2.周恩涛。
可编程控制器原理及在液压系统中的运用。
 升级会员
升级会员 