《数控车》项目式教案(高一15、16班朱伟健17--20)Word文档下载推荐.doc
《《数控车》项目式教案(高一15、16班朱伟健17--20)Word文档下载推荐.doc》由会员分享,可在线阅读,更多相关《《数控车》项目式教案(高一15、16班朱伟健17--20)Word文档下载推荐.doc(17页珍藏版)》请在冰豆网上搜索。
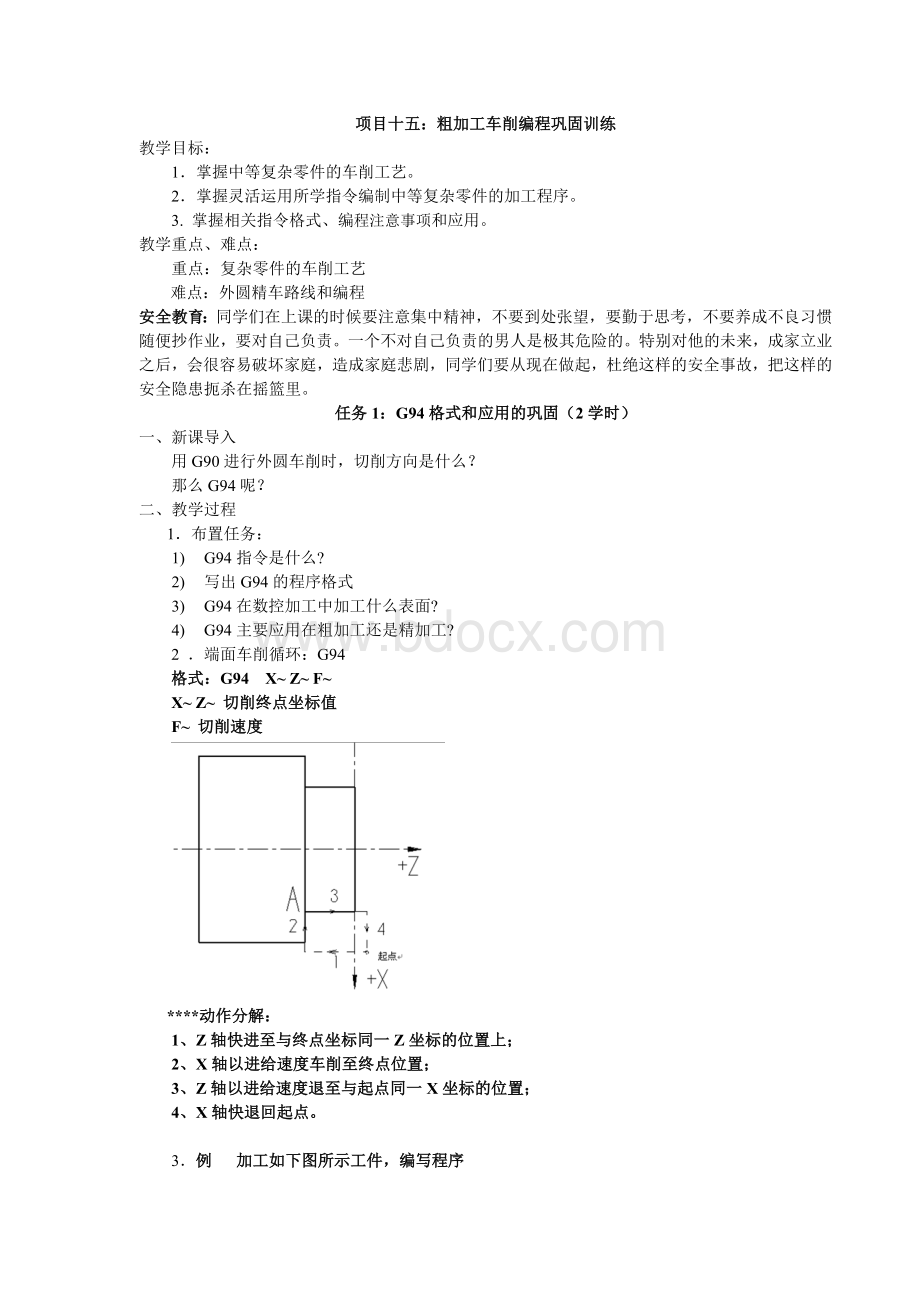
G94
格式:
G94X~Z~F~
X~Z~切削终点坐标值
F~切削速度
****动作分解:
1、Z轴快进至与终点坐标同一Z坐标的位置上;
2、X轴以进给速度车削至终点位置;
3、Z轴以进给速度退至与起点同一X坐标的位置;
4、X轴快退回起点。
3.例加工如下图所示工件,编写程序
O0020
T0202(4㎜切断刀)
G0X100Z100M3S250
G0X32Z-14
G01X15F30
X32F100
G0Z-15
G94X15Z-17F30
Z-20
Z-23
Z-25
G0X100Z100
M30
三、课后小结
本次课重点要掌握G94的格式和车宽槽应用,对G94的走刀路线和应用,要与G90进行比较。
四、布置作业
用G94编写加工综合训练图集
(2)零件的完整加工程序。
五、课后反思
任务2:
G90格式和应用的巩固(2学时)
除了用G71和G73还可以用哪些指令进行粗车?
1)G90指令是什么?
2)写出G90的程序格式
3)G90在数控加工中加工什么表面?
4)G90主要应用在粗加工还是精加工?
2.外圆、内孔车削循环:
G90
1)内,外圆柱车削循环G90(单一循环)
G90X~Z~F~
1、X轴快进至与终点坐标同一X坐标的位置上;
2、Z轴以进给速度车削至终点位置;
3、X轴以进给速度退至与起点同一X坐标的位置;
4、Z轴快退回起点。
2)内圆,外圆锥切削循环
G90X~Z~R~F
X~Z~:
圆锥终点(A点)
R~:
圆锥起点相对于圆锥终点在X轴上的位置差(半径表示)
R=(X圆锥起点-X圆锥终点)/2即:
R=(XB-XA)/2
3.例把直径50的棒料加工成下图工件
O0005
N10T0101
N20G0X100Z100M3S650
N30G0X52Z2
N40G90X45Z-40F100
N50X40
N60X35Z-30
N70X30
N80X25
N90X20
N100G0X100Z100
N120M30
课堂作业圆锥编程
本次课重点要掌握G90的格式和粗车外圆柱的应用。
完成课堂作业。
任务3:
G71和G70格式和应用复习(2学时)
粗车外圆时,除了用G90或G94可以简化编程,还有更能简化程序的指令吗?
1)G71指令是什么?
2)写出G71的程序格式
3)G71在粗车时,要走几次刀?
4)G71编程时应注意哪些问题?
5)G70指令是什么?
6)写出G70的程序格式
7)G70在精车时,要走几次刀?
2.外圆、内孔粗车循环:
G71
G71U~R~
G71P~Q~U~W~F~
N。
。
各参数的含义:
U~:
表示粗加工循环时,X轴方向的每次进刀量(半径表示)
R~:
表示粗加工循环时,X轴方向的每次退刀量(半径表示)
P~:
描述精加工轨迹程序的第一个程序段序号;
Q~:
描述精加工轨迹程序最后一个程序段序号;
X轴方向的精加工余量,直径表示;
W~:
Z轴方向的精加工余量,直径表示;
3.走刀路线
X轴(横向)方向进刀,Z轴(纵向)方向切削。
走多次刀完成粗车(最后一次粗车是沿工件轮廓走刀)。
课堂作业用G71指令对上图编程
4.G70精加工循环
格式:
G70P~Q~
在用G71G72G73粗加工后,可用该指令精车
使用G71和G70编程时,1.只能够加工X.Z轴单调增加或单调减小的工件;
2.精加工第一段只能出现X,不能出现Z;
3.精车程序只能使用G0.G1.G2.G3等指令。
任务4:
G71编程巩固训练一(2学时)
较为复杂的零件的车削,粗车用什么指令编程较为方便?
精车呢?
对上图零件使用复合循环指令进行编程。
2.分析:
建立工件坐标系、走刀轨迹如图所示。
设粗车切削深度为1.5mm(半径量),退刀量为1mm,X方向精加工余量为0.4mm,Z方向精加工余量为0.1mm。
3.程序如下:
O0012
N10T0101
N20M03S420
N30G00X150Z50
N35X122Z3
N40G71U1.5R1
N50G71P60Q120U0.4W0.1F0。
1
N60G00X40
N70G01Z-30F0。
07
N80X60W-30
N90W-20
N100X100W-10
N110W-20
N120X120W-20
N125G70P60Q120
N130G00X150Z50
N150M30
4.讨论:
G71中各参数代表什么意义?
如何选择各参数?
对于复杂零件的加工,先要进行工艺分析,包括确定工件坐标系,选择车刀,确定切削用量,确定粗车切削深度和退刀量,确定精车余量,确定精车走刀路线。
编程时,为简化程序,一般采用G71粗车,用G70精车。
完成综合训练图集(6)的车削程序。
任务5:
G71编程巩固训练二(2学时)
让一同学写出G71的指令格式。
让同学们回答指令中各参数的含义。
让同学们选择各参数值。
建立工件坐标系、确定走刀轨迹,用图线表示。
设粗车切削深度为1mm(半径量),退刀量为0。
5mm,X方向精加工余量为0.5mm,Z方向精加工余量为0.1mm。
O0001
T0101(正偏刀)
G0X100Z100M03S300
X32Z2
G71U1R0.5
G71P10Q20U0.5W0.1F0。
15
N10G0X0
G1Z0F0。
G3X10Z-5R5
G1Z-10
X20Z-15
X28Z-25
N20Z-35
S1500
G70P10Q20
T0202(5MM切断刀)
S200
G0X32Z-35
G1X0F0。
05
G0X100
Z100
4.讨论:
为什么工件外圆要车削的长度要比图纸长4—6MM?
切断时的进给量和转速如何选择?
本零件的加工用了两把车刀,一把偏刀用于粗精车外圆,一把切断刀用于切断,两把刀在一个程序中完成零件的加工。
要求在加工前对两把刀分别对刀。
完成车削程序。
任务六:
G72格式与应用复习课时:
2
一、教学目标:
1.掌握封闭切削循环的车削方法。
2.能正确地选择刀具、编写加工程序。
二、教学重点、难点:
G72参数的含义与选择
难点:
G72走刀路线
三、教学过程:
复习上次课知识,为理解封闭切削循环指令G72作准备
例:
G71的格式与车削方法:
引入新课:
1.设问:
G71指令和G72指令使车刀进行纵向切削和横向切削加工零件,它们分别用什么刀具进行加工?
新课教学:
1.讲解G72指令格式及参数含义、选择。
端面粗、精车除了沿X轴车削之外,其余与G71指令完全相同。
格式G72W(△d)R(e);
G72P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t);
………………
G70P(ns)Q(nf);
说明△d切削深度(每次切削量),指定时不加符号,方向由矢量AB决定。
e每次退刀量。
(模态值,在下次指定之前均有效)
ns精加工形状开始程序段的顺序号。
nf精加工形状结束程序段的顺序号。
△uX方向精加工余量的留量及方向。
△wZ方向精加工余量的留量及方向。
Z
A
R
X
W
D
B
E
C
4.讲解走刀路线
板书:
三、走刀路线及方向:
进刀方向按零件的轮廓方向(和G71、G72比较有何不同)
走刀路线示意图(用有色粉笔画出)
编程路线示意图(用有色粉笔画出)
5.讲解G72车削车刀的选择
四、车刀选择:
按零件轮廓形状进行选择
6.讲解编程注意事项
五、编程注意事项:
F(f)、S(s)、T(t)粗加工时G72指令中编程的F、S、T有效,而精加工时则处于P(ns)到Q(nf)程序段之间的F、S、T有效,但也可在P(ns)到Q(nf)程序段里重新设定。
该循环指令与G71指令的区别:
G72指令切削方向与X轴平行,而G71指令与X轴平行垂直。
该指令执行如图5—5所示的粗加工和精加工,其中精加工路径为B→C的轨迹。
端面径粗车复合循环G72切削进给方向平行于X轴,X和Z的符号如图5—6所示。
其中(+)表示刀具沿轴正方向移动,(—)表示刀具沿轴负方向移动。
注意G72的编程与G71截然不同,它不是从零件的右端部,向左端部依次正常编写,而是从零件的左端部向右端部反过来编写,但在数控车床上加工或模拟校验仍然是从右端部,向左端部依次走刀车削。
巩固练习:
【实例】盘类零件毛坯Ø
70×
40。
试用端面粗、精切削循环指令编制加工程序。
工艺分析
要求切削深度Z为
 升级会员
升级会员 