酸性电镀铜基本资料Word格式文档下载.docx
《酸性电镀铜基本资料Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《酸性电镀铜基本资料Word格式文档下载.docx(12页珍藏版)》请在冰豆网上搜索。
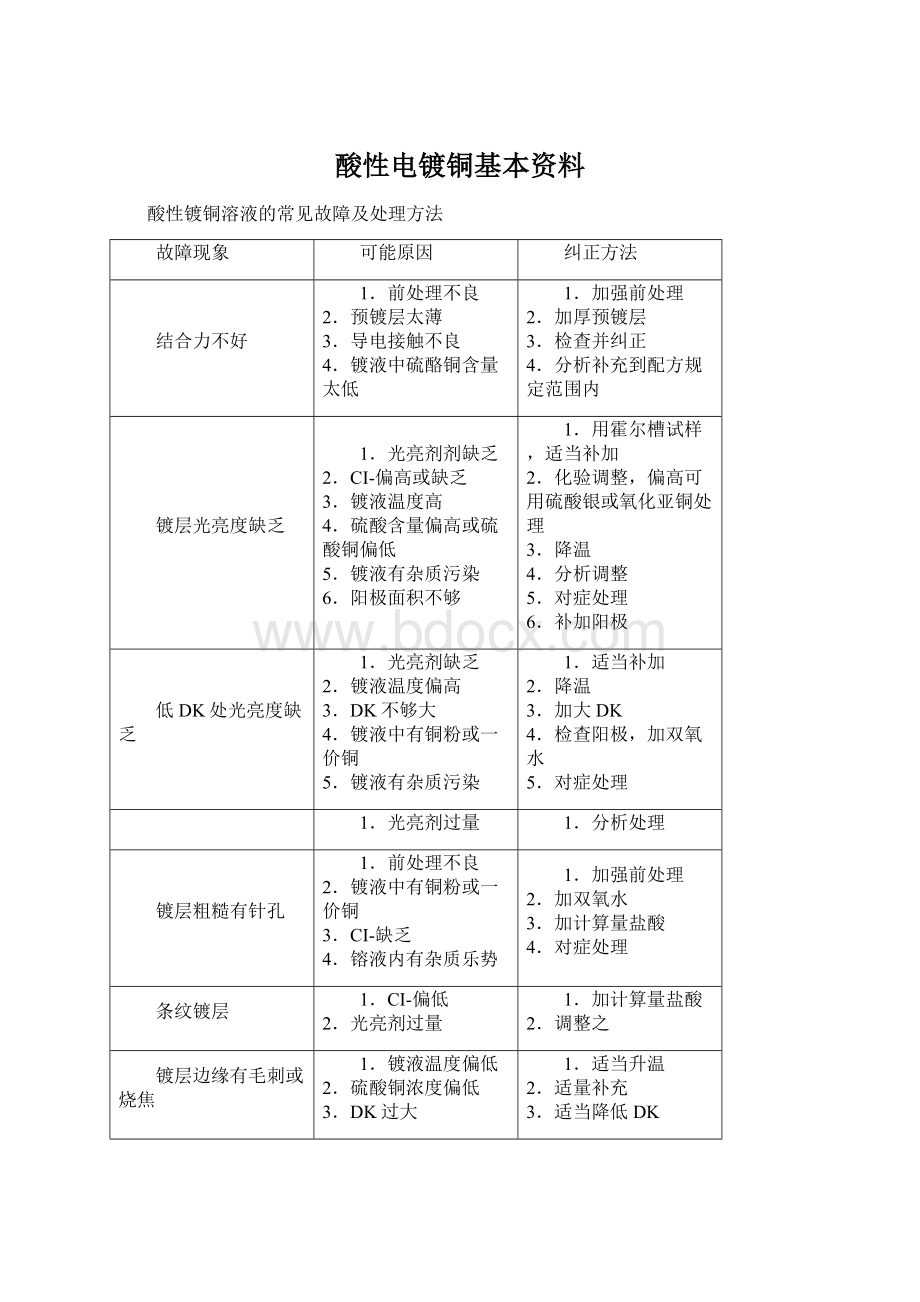
3.镀液温度高
4.硫酸含量偏高或硫酸铜偏低
5.镀液有杂质污染
6.阳极面积不够
1.用霍尔槽试样,适当补加
2.化验调整,偏高可用硫酸银或氧化亚铜处理
3.降温
4.分析调整
5.对症处理
6.补加阳极
低DK处光亮度缺乏
1.光亮剂缺乏
2.镀液温度偏高
3.DK不够大
4.镀液中有铜粉或一价铜
1.适当补加
2.降温
3.加大DK
4.检查阳极,加双氧水
1.光亮剂过量
1.分析处理
镀层粗糙有针孔
2.镀液中有铜粉或一价铜
3.CI-缺乏
4.镕液内有杂质乐势
2.加双氧水
3.加计算量盐酸
4.对症处理
条纹镀层
1.CI-偏低
2.光亮剂过量
1.加计算量盐酸
2.调整之
镀层边缘有毛刺或烧焦
1.镀液温度偏低
2.硫酸铜浓度偏低
3.DK过大
1.适当升温
2.适量补充
3.适当降低DK
1.润湿剂过量或缺乏
2.310B缺乏
1.霍尔槽小试调整
2.补充
前处理不良
加强前处理
整平性不良
2.硫酸含量偏高
3.镀液有杂质污染
1.参加计算量盐酸
2.调整
3.对症处理
1.铁杂质过量,此时阳极上往往有蓝色结晶析出
1.更换局部或全部镀液
氯离子含量高会影响酸性亮铜层质量
酸性光亮镀铜溶液中含有适量的氯离子(30~90mg/L)能提高陵层的光亮度和平整性,还能降低镀层应力。
但不可过多,否那么镀层失去光泽,光亮度下降,光亮范围狭窄,镀层还会产生树枝状的条皎,阳极发生钝化,电压明显上升,电流升不上去。
为防止过多的氯离子进入镀液,配制溶液用水必须用去离子水,瓯然配方中有少量的氯离子要求,但也无需单独参加,因为配制材料即会有少量氯离子存在,根本能满足要求。
假设溶液中有过高的氯离子存在,可参加计算量的氧化亚铜予以群决。
某厂新配制的1000L酸性亮铜溶液,使用的材料除去离子水之阶,所有材料都是试剂级的,配成试镀时发现镀出样板平整性很差,也不太光亮,还见有条纹。
根据试样情况,经多方检查,无论是配制过程,还是使用材料均.无可疑之处,最后考虑到可能与氯离子含量有关。
估计氯离字含量过高的可能性不大,因为使用的材料都是试剂级的,于是吸出5L溶液,先在此小槽中镀出样板,然后参加250mg氯化钠(当时无试剂级的盐酸)约含30mg/L氯离子,然后在同样工艺条件下再镀样板,结果外表质量明显不一样。
由此可见,但凡用试剂级材料配制的光亮酸性镀铜溶液,假设试镀结果质量不够理想的,有可能是氯离子浓度太低,但补充时还是先做小试为好,以免因其他原因而参加过高氯离子后引出麻烦。
用水不当引起酸性镀铜层的质量故障
由水质不符合酸性光亮镀铜工艺要求而引起镀层质量或溶液遭到污染的例子很多,在此仅举一例。
某乡办电镀厂发生一起光亮酸性镀铜的槽端电压升高、电流升不上去,继续升高电压时电流虽暂时能上去,但不久又回落下来,镀层光亮区狭窄,补充光亮剂也无济于事。
阳极上还蒙有一层灰白色的膜等质量故障。
上述现象与溶液被氯离子污染引起的相似。
据查是用水不洁所故。
原来该厂地处偏僻,靠用井水,且井水由于电镀废水未能正规治理,就地排放而被污染,长期用此井水清洗工件又难免被带入镀槽,因而出现上述质量故障,由此可见电镀用水对镀层质量影响很大。
酸性亮铜上镀不上牢固镍层
有的酸性光亮镀铜溶液中含有CB型混合添加剂,有的还含有聚乙二醇,这些物质会在镀层外表形成憎水膜,憎水膜面上是难以沉上牢固镍层的。
故镀铜后尚需经过稀硫酸除膜处理,这一工序很重要,有时因被忽略而常难以获得牢固的镍层。
光亮酸性镀铜层作仿金底层的故障
仿金镀与装饰性镀铬一样,本身无光泽,靠光亮的镀层为底层来映照。
某厂仿金镀采取酸性光亮镀铜为底层,酸性光亮镀铜虽然光亮性方面能满足这方面要求,但由于仿金属厚度相当薄,而且存有孔隙,在大气中极有可能通过孔隙促使底层铜加速氧化,当底层铜开始;
氧化时,又会从仿金镀层的孔隙中泛出来,致使仿金层变色,这一故障频频出现。
了解到上述原因,并改用光亮镀镍代替酸性光亮镀铜之后,这一仿金属的变色现象再也未曾出现过。
酸性亮铜阳极材料的选择
酸性镀铜的阳极要选用由专业生产厂家供给的含磷阳极板,这是因为铜阳极在硫酸溶液中会产生铜粉,从而导致镀层产生毛刺、粗糙,由于电铸时还可能积成瘤子。
铜阳极的含磷以0.2%~0.4%为好,含磷量太低效果不好,易产生铜粉,含磷量太高时(高于l%),阳极外表会出现一层厚厚的膜层,使阳极处于钝化状态还会污染溶液。
自己铸造往往满足不了这一要求,可在电镀材料供给部门选购。
为了防止铜阳极中的不溶性杂质落入镀液内而影响铜层质量,必须用涤纶布包扎极板。
阳极电流密度太大、或阳极板含P木适当,造成阳极氧化不完全,其反响为:
Cu-e→Cu+
镀液体中二价铜离子在阴极上完全复原为:
Cu2++e→Cu+
酸性亮铜溶液被氯离子污染
某厂有一只容积为800L的酸性光亮镀铜槽。
一段时期镀出工件的光亮度越来越差,出现白雾状,低电流密度区也不亮,使用的铜阳极外表附有一层粉末状的白色产物,电压也升不上去,只得停产,厂方为此十分着急,笔者应邀参加了上述故障的讨论。
现将已查清的故障产生原因并处理结果简述如下。
该厂的酸性光亮镀铜液是请人配制的,使用还不到两个月,开始使用时效果很好,镀出铜层光亮细致,电流、电压都正常,使用不到一个月后镀层的光亮逐渐变差,最后出现上述现象,再也无法使用。
在讨论会上有人提出配制溶液时十二烷基硫酸钠和光亮剂的加法不当,也有人提出配制溶液时是否忘了加氯离子,笔者认为以上分析的原因是不太可能的,假设是溶液配制工艺有误,那么开始使用时问题即应暴露,而不是使用近一个月后才发生变化的,再那么,目前所获镀层的病症也不像是上述原因引起的,相反却很像是溶液中氯离子含量过高所致,但氯离子从何进入槽液中呢?
笔者从光亮镀铜的生产线上进行逐道的检查,查到氰化铜后的中和槽(又称活化槽)时闻到了有刺鼻的盐酸气味,经询问确是盐酸,并发现工人操作时把工件从中和槽中取出后即在旁边的清水槽中浸一下就挂入到酸性光亮镀铜槽中去电镀。
此清水槽用pH试纸测得的pH值是4.8,可见该清水槽中氯化氢浓度是相当高的了。
从以上的所见所闻对锾铜槽中氯离子含量过高是可想而知了。
为了证实上述分析的可靠性,从光亮镀铜液中取出两烧杯溶液,将其中一只烧杯中的溶液进行除氯处理,在同样条件下两烧杯中镀出的工件进行比拟,经除氯处理的一只烧杯中镀出的铜层光亮似镜,而未处理过的一只烧杯中镀出的工件外表仍有一层白雾状产物,镀层不光亮,{从以上的试验结果来看,光亮镀铜槽液被氯离子污染是无疑的了。
根据厂方要求,随后把800L的光亮镀铜溶液进行了除氯处理,恢复了正常生产,并向厂方提出了工艺上的改良措施。
亮铜溶液中氯离子用锌粉处理,步骤是:
在搅拌下参加2~3g/L锌粉,搅拌30min后再参加2~3g/L活性炭,再继续搅拌2h,静置后过滤。
处理之后需补充光亮剂。
工艺上的改良措施要求如下。
(1)中和槽(活化槽)溶液改用5%~8℅的稀硫酸代替原先用的稀盐酸。
(2)工件经中和处理后在清洗过程中要抖动和摇摆。
(3)清水槽的水要流动,每天还应更换两次,用静水是不符合要求的。
(4)镀光亮铜前增加一道蒸馏水漂洗,以提高工件外表的净洁性。
光亮镀铜溶液经处理后三个多月生产一直正常,未曾发生过质量问题。
操作说明:
(1)吸附用的活性炭要选优质的,劣质活性炭含有氯离子,会造成二次污染;
(2)治理方法效果显著,但必须认真、细致,不然有可能引起副作用。
酸性铜前的预镀
钢铁件酸性镀铜之前必须先经预镀铜或预镀镍,否那么钢铁件外表印会被镀铜溶液所浸蚀,出现置换铜层,使酸性铜无法在此基材上正常沉积,不但工件因腐蚀而报废,溶液也会遭到破坏。
故预镀层不但要有一定的厚度,而且结合强度要好,并无孔隙、砂眼以及海绵状镀层等露量问题的存在。
对于形状复杂并质量上有严格要求的工件还需将预度的电镀工艺改为化学镀工艺。
以保证工件的所有外表都能沉上预镀层。
酸性亮铜层外表出现橘皮状皱纹
某电镀厂的酸性镀铜件有近20%的外表全部或局部呈橘子皮状驹皱纹。
厂方对镀铜溶液准备要大处理。
其实这一现象问题不在溶夜,因为假设是如此,那么不可能有的外表完好,而有的出现皱纹。
据笔著分析是镀前处理不彻底引起的。
为了证实这一估计的可能性,笔者取l0块5cm×
10cm的铁板,弪充分进行前处理后镀铜,镀出铜层外表完好,防止了大处理仍不能睥决的工时、材料等的浪费。
这类现象有时确实较难鉴别,如工件外表出现细麻状,待镀层稍萝时变为类似橘皮状,这种情况假设遍布于整个工件外表,那么极有可能黾Cu+的影响及溶液中M光亮剂缺乏等因素引起的,此时那么需要采炙相应措施予以解决。
酸性亮铜层外表产生毛刺
铜层外表出现毛刺是一价铜干预的结果,一价铜被水解成氧化嘲铜而产生粗糙镀层,有时产生铜粉或海绵状镀层。
镀铜层出现毛刺搠是由此而产生的。
由于一价铜析出电位比二价铜析出的电位低,于是总是优先于濯价铜的析出,从而影响二价铜有规律的电结晶过程,导致上述现象。
为排除上述因素的干预,在溶液维护上首先要注意如下问题。
〔1〕质量。
使用的阳极要选用定点生产的专业厂产品淘使用中如发现无棕黑色薄膜,或局部无棕黑色薄膜那么应停止使用。
前是含磷量低,后者是含磷量不均匀。
阳极要选用含磷量0.1%~0.3%铜阳极,操作时不要移动阳极,以免磷膜掉下来污染溶液。
并使工件外表产生毛刺。
要保证阳极面积与阴极面积之比不得小于l.5:
1,阳极套不萤过厚,以防堵塞(以单层涤纶布为宜)。
阳极挂钩与极杠之间接触要良好。
(2)镀件需带电人槽。
带电入槽可减轻工件浸蚀。
出槽时工件未取尽前不要关闭电源,工件与挂具非接触部位也宜经过绝缘处理
(3)保证硫酸浓度。
硫酸具有降低镀液电位、增强镀液导电雠能、防止硫酸铜水解成氧化亚铜的危害,从而减少镀液中铜粉晦作用。
(4)定期添加适量的双氧水。
添加时宜直接参加到槽底并需剧烈搅拌。
添加双氧水是抑制Cu+过多积累的有效途径,当溶液中超过1.5g/L的Cu+时,镀出工件即可见有毛刺出现。
要注意的是勤加少加,以防光亮剂失效。
(5)防止产生置换铜层。
对于形状复杂件要注意预镀层的质量,防止由此而产生置换铜层。
这一方面特别要注意管状件,管状件内壁预镀铜或镍都是镀不上的。
因为工件一进入光亮酸性镀铜槽即会开始与亮铜溶液发生置换反响,结果溶液中产生大量铜粉,详见反响式:
Fe+CuS04→Cu↓+FeSO4
此外还存在着铜粉与二价铜离子的歧化反响,这时又会产生一价铜。
为解决这一问题,必须把预镀铜工序由氰化预镀铜改为化学镀铜或化学镀镍,只有这样才能保证管件内壁全部镀上预镀层,才能防止陂酸性光亮镀铜时再出现置换反响。
酸性亮铜溶液中硫酸铜结晶析出
某厂在配制酸性亮铜溶液时将57g/L硫酸误按57mL/L配制,配成后由于硫酸的参加量近多一倍,影响了硫酸铜的正常溶解,有大量的结晶析出。
笔者用烧杯舀出半杯观察,溶液的颜色并不深,大体验证确是硫酸加过量了。
配方中假设无单独标准,其计量单位应该是统一的,假设有单独标的那么另当别论。
这次故障采取适当稀释、使用时适当加温的方法来解决。
酸性亮铜出现光亮度缺乏
酸性亮铜出现光亮度缺乏酸性光亮镀铜出现失光,通常多
 升级会员
升级会员 