钢筋工程分项施工设计1Word文档下载推荐.docx
《钢筋工程分项施工设计1Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《钢筋工程分项施工设计1Word文档下载推荐.docx(29页珍藏版)》请在冰豆网上搜索。
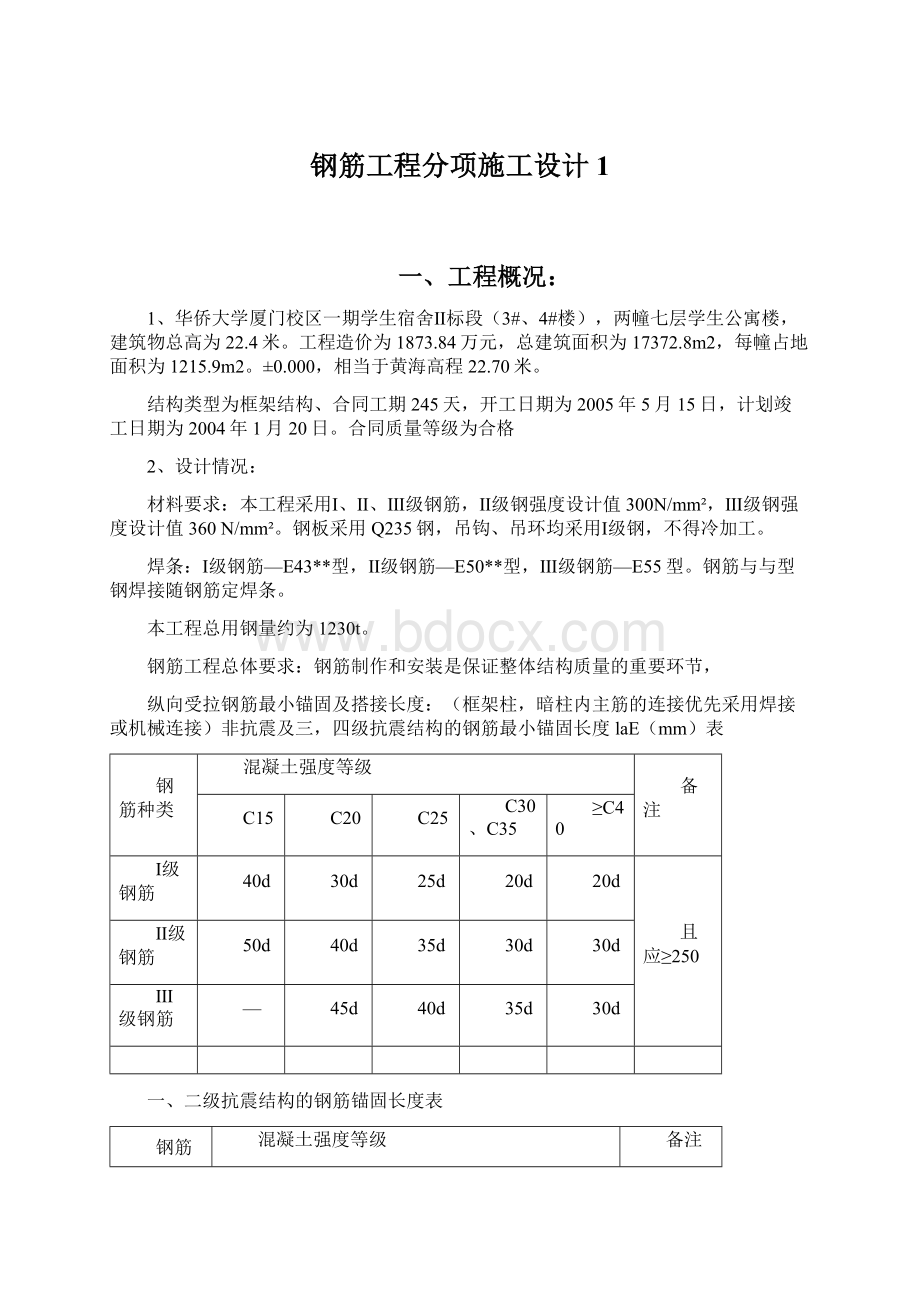
C20
C25
C30、C35
≥C40
Ⅰ级钢筋
40d
30d
25d
20d
且应≥250
Ⅱ级钢筋
50d
35d
Ⅲ级钢筋
—
45d
一、二级抗震结构的钢筋锚固长度表
非抗震及三、四级抗震结构的钢筋最小搭接长度ll(mm)表
备注
48d
36d
24d
且应≥300
60d
42d
54d
41d
29d
53d
47d
59d
二、施工部署:
该工程根据施工现场实际情况,钢筋放现场加工,采取流水加工、绑扎方法施工。
将钢筋工程分为制作和绑扎两大作业施工班组,工作相对独立,必要时可进行劳动力调节。
因钢筋工程量较大(1200t),两班加工作业班组,加工班组人员为15人,现场绑扎作业班组拟进场30人。
拟投入施工机具:
钢筋闪光焊机1台,钢筋弯曲机1台,钢筋切断机1台,卷扬机1台。
在基础施工阶段时,施工运动场地较小,对钢筋的进场组织、堆放场地要求较高;
选择钢筋供应商,并对钢筋的品牌宜多作考虑几家,以供选择(采用三钢);
钢筋原材料应按规范要求,正确取样、及时送检;
钢筋提前一层加工好。
对Ⅲ级钢应提前了解市场,提前订货。
做好钢筋工种与木工、泥水的工序交接,并在浇灌砼时,安排专职钢筋工看护钢筋,做好钢筋的成品保护;
技术准备:
钢筋代换应经设计院同意,施工前应对班组进行技术、工艺标准进行交底。
钢筋进场要求:
钢筋进场数量按每月需要量配套供应,无出厂质量证明,每捆(盘)钢筋无标志牌的钢筋不得进场,进场的钢筋立即进行报请监督部门抽样取样试验,合格后方可使用。
并按30%送第三方检验,钢筋原材料检验:
钢筋的抗拉强度实测值与屈服实测值比不应小于1.25且钢筋屈服强度实测值的比值不应小于1.3。
三、钢筋加工:
3.1施工准备:
钢筋加工场地3#楼西侧。
钢筋的弯曲、切断、焊接则沿围墙按顺序摆开,有条不紊、层次分明、分区明确。
≥φ16的钢筋竖向采用电渣压力焊,水平连接采用对焊或现场搭接焊,板筋采用人工绑扎搭接,所有直径大于φ22mm的钢筋都采用焊接。
凡进场施工用钢材必须有出厂质量证明书和检验报告单,并按规定见证取样,送检试验,试验合格才能用于工程上。
根据工程进度和施工图要求设定专人翻样制作料单,安排专门管理人员负责钢筋制作、堆放、管理工作,做好对制作工人的书面技术交底。
钢筋加工机械操作先空载,试运转正常后才能投入使用,钢筋表面应保持洁净,有污泥时,在使用前认真清除干净。
φ10以下的盘圆钢筋下料使用前要进行调直,采用电动卷扬机械调直,调直冷拉率应≤4%。
制作完毕的钢筋统一用木制料牌标识,料牌上标明规格、数量、绑扎部位,并堆放整齐。
钢筋加工前应认真按设计要求编制钢筋料单,并报监督单位审核,加工按审核后的料单进行,加工的钢筋应是抽样合格的无损伤、无裂缝、无严重锈蚀的钢筋,钢筋加工全部采用机械加工成型,Ⅱ、Ⅲ级钢的连接采用闪光对焊加工好的钢筋分堆挂牌排放。
箍筋必须作135°
弯钩,直钩长度大于10d。
3.2操作工艺:
1.钢筋表面应洁净,粘着的油污、泥土、浮绣使用前必须清理干净,可结合冷拉工艺除锈。
2.钢筋调直,可用机械或人工调直。
经调直后的钢筋不得有局部弯曲、死弯、小波浪形,其表面伤痕不应使钢筋截面减小5%。
采用冷拉方法调直的钢筋的冷拉率:
Ⅰ级钢筋冷拉率不宜小于4%。
Ⅱ、Ⅲ级钢筋冷拉率不宜小于1%。
预制构件的吊环不得冷拉,只能用Ⅰ级热轧钢筋制作。
3.钢筋切断应根据钢筋号、直径、长度和数量,长短搭配,先断长料后断短料,尽量减少和缩短钢筋短头,以节约钢材。
4.钢筋弯钩或弯曲
钢筋弯钩。
形式有三种,分别为半圆弯钩。
钢筋弯曲后,弯曲处内皮收缩、外皮延伸、轴线长度不变,弯曲处形成圆弧,弯起后尺寸大于下料尺寸,弯曲调整值见下表。
钢筋弯曲调整表
钢筋弯曲角度
30°
45°
60°
90°
135°
钢筋弯曲调整值
0.35d
0.5d
0.85d
2d
2.5d
注:
d为钢筋直径
钢筋弯心直径为2.5d,平直部分为3d。
钢筋弯钩增加长度的理论计算值:
对装半圆弯钩为6.25d,对直弯钩为3.5d,对斜弯钩为4.9d(见图1)Ⅱ、Ⅲ级钢筋末端需作90°
或135°
弯折时,应按规范规定增大弯芯直径。
由于弯芯直径理论计算与实际不一致。
实际配料计算时,对半圆弯钩增加长度参考下表。
半圆弯钩增加长度参考表(用机械弯)
钢筋直径(mm)
<
6
8~10
12~18
20~28
32~36
一个弯钩长度(mm)
4d
6d
5.5d
5d
4.5d
(2)弯起钢筋。
中间部位弯折处的弯曲直径D,不少于钢筋的直径的5倍。
弯起钢筋弯起直径及斜长计算简图见图2,系数见下表。
弯起钢筋斜长系数表
弯起角度
α=30°
α=45°
α=60°
斜边长度s
2hO
1.41hO
1.15hO
底边长度l
1.732hO
hO
0.57hO
增加长度sl
0.268hO
0.41hO
0.575hO
hO为弯起高度。
(3)箍筋。
箍筋的末端应作弯钩,弯钩形式应符合
设计要求。
当设计无具体要求时,用Ⅰ级钢筋或冷拉低碳
钢丝制作的箍筋,其弯钩的弯曲直径应大于受力钢筋直径,
且不小于箍筋直径的2.5倍;
弯钩平直部分的长度对一般
结构不宜小于箍筋直径的5倍,对有抗震要求的不应小于
箍筋的10倍。
箍筋的调整值见表。
箍筋调整值
箍筋长度方法
箍筋直径(mm)
4~5
8
10~12
量外包尺寸
40
50
60
70
量内皮尺寸
80
100
120
150~170
箍筋调整值,即为弯钩增加长度和弯曲调整值两项之差或和,根据箍筋量外包尺寸或内皮尺寸而定(图3)。
(4)钢筋下料长度应根据构件尺寸、混凝土保护层厚度,钢筋弯曲调整值和弯钩增加长度等规定综合考虑。
a、直钢筋下料长度=构件长度–保护层厚度+弯钩增加长度
b、弯起钢筋下料长度=直段长度+斜弯长度–弯曲调整值+弯钩增加程度
c、箍筋下料长度=箍筋内周长+箍筋调整值+弯钩增加长度
(5)钢筋焊接参照本节焊接工程内容有关规定。
(三)施工注意事项
1.避免质量通病
(1)钢筋开料切断尺寸不准,根据结构钢筋的所在部位和钢筋切断后的误差情况,确定调整或返工。
(2)钢筋成型尺寸不准确,箍筋歪斜,外形误差超过质量标准允许值,对于I级钢筋只能进行一次重新调直和弯曲,其他级别钢筋不宜重新调直和反复弯曲。
2.主要安全技术措施
(1)机械必须设置防护装置,注意每台机械必须一机一闸并设漏电保护开关。
(2)工作场所保持道路畅通,危险部位必须设置明显标志。
(3)操作人员必须持证上岗。
熟识机械性能和操作规程。
3.产品保护
(1)各类型钢筋半成品,应按规格、型号,品种堆放整齐,挂好标志牌,堆放场所应有遮盖,防止雨淋日晒。
(2)转运时钢筋半成品应小心装卸,不应随意抛掷,避免钢筋变形。
5、钢筋连接:
5.1、钢筋闪光焊
本工艺标准适用于工业与民用建(构)筑物中的钢筋混凝土工程的Ⅰ、Ⅱ、Ⅲ、Ⅳ级钢筋纵向水平连接的闪光对焊。
(一)施工准备
1.机械设备
对焊机UN1-75技术性能见下表
项目
单位
焊机型号
UN1-75(LP-75)
额定容量
KVA
75
初级电压
V
220/380
次级电压调节范围
3.52
次级电压调节级数
额定持续率
%
20
钳口夹紧力
KN
最大顶锻力
30
钳口最大距离
mm
动钳口最大行程
连续闪光焊时钢筋最大直径
12~16
预热闪光焊时钢筋最大直径
生产率
次/h
冷却水消耗量
L/h
200
焊机重量
kg
445
外形尺寸长
1520
宽
550
高
1080
带括号的焊机型号为旧型号。
2.材料各种规格钢筋级别必须有出厂合格证,进场后经物理性能检验,对于进口钢筋须增加化学性能检验,符合要求后方能使用。
3.作业条件
(1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作人员必须要持证上岗。
(2)钢筋焊口要平口、清洁、无油污杂质等。
(3)对焊机容量、电压要符合要求。
(二)操作工艺
1.对焊工艺
根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光焊、闪光—预热—闪光焊。
对于可焊性差的钢筋,对焊后宜采用通电热处理措施,以改善接头塑性。
(1)连续闪光焊:
工艺过程包括连续闪光和顶锻过程。
施焊时,先闭合一次电路,使两钢筋端面轻微接触,此时端面的间隙中即喷射出火花般熔化的金属微粒一闪光,接着徐徐移动钢筋使两端面仍保持轻微接触。
形成连续闪光。
当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速进行顶缎,再灭电顶锻到一定长度,焊接接头即告完成。
(2)预热闪光焊:
工艺过程包括一次闪光、预热、二次闪光及顶段等过程。
一次闪光是将钢筋端面闪平。
预热方法有连接闪光预热和电阻预热两种。
连续闪光预热是使两钢筋端面文替地轻微接触和分开,发出断续闪光来实现预热。
电阻顶热是在两钢筋端面一直紧密接触用脉冲电流或交替紧密接触与分开,产生电阻热(不闪光)来实现预热,此法所需功率较大。
二次闪光与顶锻过程同连续闪光焊。
(3)闪光一预
 升级会员
升级会员 