美的钣金喷涂件检验作业指导书内部资料word格式Word格式.docx
《美的钣金喷涂件检验作业指导书内部资料word格式Word格式.docx》由会员分享,可在线阅读,更多相关《美的钣金喷涂件检验作业指导书内部资料word格式Word格式.docx(44页珍藏版)》请在冰豆网上搜索。
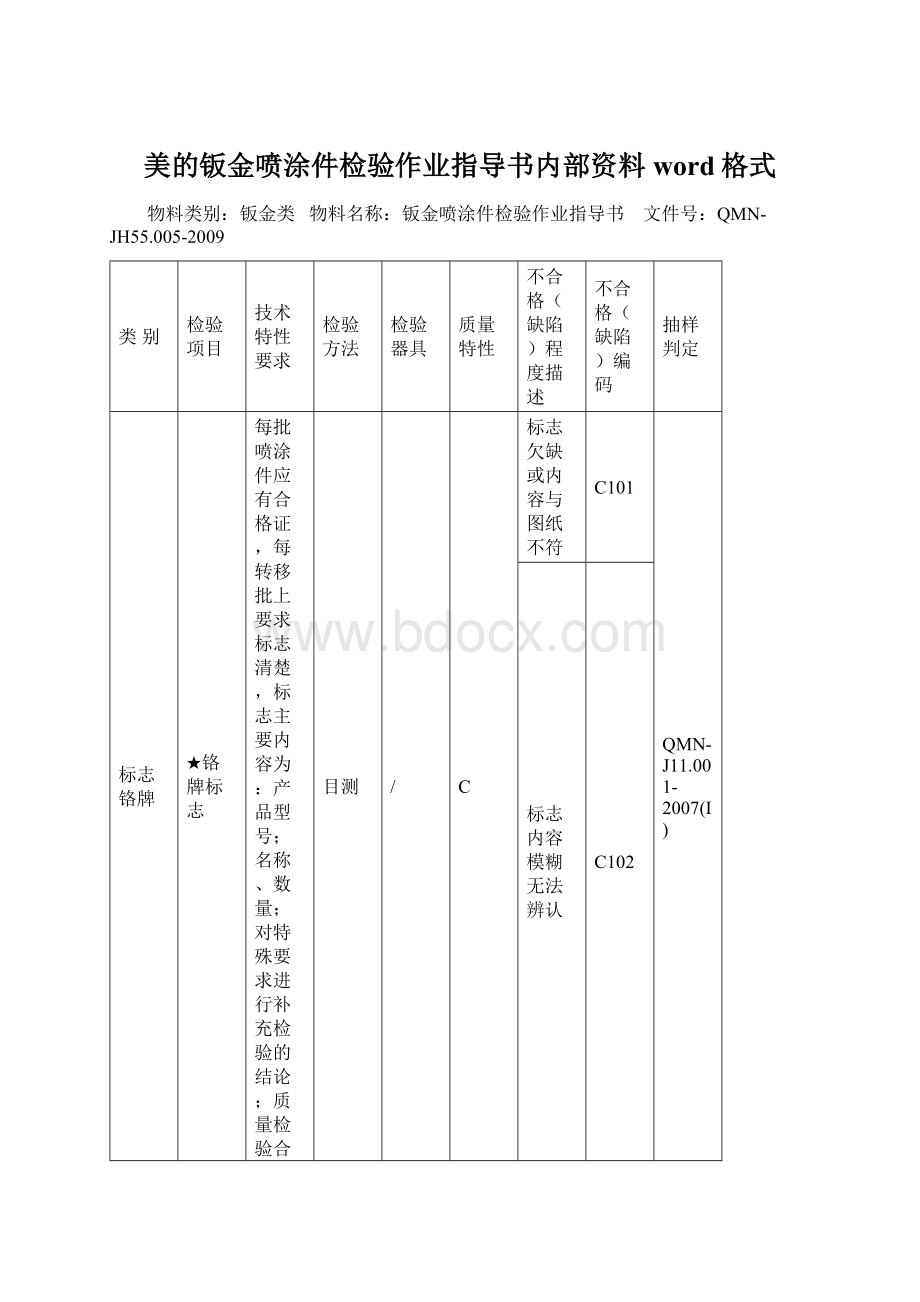
/
C
标志欠缺或内容与图纸不符
C101
QMN-J11.001-2007(Ⅰ)
标志内容模糊无法辨认
C102
包装质量
★包装质量
喷涂件需用专用器具装运,专用器具须结实牢靠。
喷涂件的装箱摆放须合理,且需加隔离保护层,堆放高度要适合,以避免运输过程中碰伤、压坏、变形。
包装不符合
C201
外观质量
★涂层颜色
外观面与标准样板色差值(△E相对色差)不大于0.8,相邻部件色差值(△E)不大于0.8,同一外观部件的各部位色差值(△E)不大于0.5非外观面与标准样板色差值(△E)不大于1.8;
柜机室内机蒸发器右侧挡板类喷涂件涂膜颜色不做色差要求。
柜机室内机左右侧板(白色)与相邻塑料件(白色)色差值(△E)不大于6.0。
测量
色差仪
颜色不符合要求
C301
★涂层表面质量
1.粉末静电喷涂件:
在正常光线下样品表面应光滑平整无明显条纹,不得有粉化、露底、堆积(流挂)、龟裂、污迹、碰伤等现象。
2.电泳件:
外表面应光滑发亮,不得有气泡、夹杂物、针孔、污迹、砂眼、碰伤、毛刺等现象。
3.具体要求见附表1.
外表面质量不符合
C302
★海绵件粘贴
冲压件上粘贴的海绵件、绒布等,应粘贴牢固平整,不得有变形、撕裂、破损、松脱、翘起等现象。
目测、手扳
粘贴件粘贴质量不符合
C303
★焊点质量
1、焊点的大小及排列应符合图纸要求。
2、焊点应平整圆整,无焊穿、松焊、虚焊及周边严重飞溅现象。
3、非喷涂钣金件焊点应涂银油,无明显生锈现象;
喷涂件用钣金毛胚半成品焊点不涂银油。
目测、测量、手扳
卡尺
B
焊穿,松焊,脱焊,在外观装配可见部位焊点周边严重飞溅
B304
结构尺寸
★结构尺寸
结构尺寸符合图纸或封样件或相应的技术标准要求
游标卡尺、千分尺、卷尺
结构尺寸不符合
B401
★海绵件尺寸
C403
性能要求
★涂层基体材料
1.表面涂装的全部户外用钣金类零件及部分户内用钣金类零件,基材要求使用非钝化热镀锌板,其它方面符合QMN-J55.001-2008《金属冷冲压件技术条件》中有关技术要求。
热镀锌板要求符合QMN-J56.016-2008《连续热镀锌钢板及钢带》2.柜机室内机左右侧板,基材要求使用冷轧板喷涂(可以使用非钝化热镀锌板和电镀锌板),其它方面符合QMN-J55.001-2008《金属冷冲压件技术条件》中有关技术要求。
冷轧板性能要求符合QMN-J56.015-2008《冷连轧薄钢板及钢带》,热镀锌板要求符合QMN-J56.016-2008《连续热镀锌钢板及钢带》,电镀锌板要求符合QMN-J56.014-2008《连续电镀锌钢板及钢带》。
镀锌板:
先将喷涂件部分涂层破坏掉,然后将10%盐酸溶液(含0.3%SbCl3)分别滴加于涂层破坏露出基材的部位以及进行比对的热镀锌板材料表面。
如果立即有大量气泡冒出,且冒气泡的时间与热镀锌板基本相等,则为热镀锌板;
否则不是热镀锌板。
冷轧板:
用10%盐酸溶液(含0.3%SbCl3)滴在除去涂层的试样表面,无冒泡则为冷轧板。
试剂、烧杯、滴管
涂层基底材料不符合
B501
(2;
0,1)
★涂层厚度
a)外观件外表面、底盘、及特殊要求部件涂层厚度要求50μm~250μm(含返工件);
阴极电泳涂装的涂层厚度要求15μm~40μm(含返工件)。
b)阀安装板内侧和左支撑角内侧、使用冷轧板室内机左右侧板内侧涂层厚度要求不小于40μm,使用非钝化热镀锌板或电镀锌板内侧涂层厚度要求不小于10μm。
c)外观件内表面四周距产品边缘10mm以内不允许发青。
d)其他部件内表面涂层允许发青,涂膜厚度不小于20μm(包括镀锌层和磷化膜)。
e)大型商用空调10HP(含10HP)以上室外机部件内表面涂层厚度要求不小于40μm(包括镀锌层和磷化膜)。
附表2
测厚仪
厚度不符合
B502
(10;
涂层材料
特殊要求(如部分机内件)除外,要求使用纯聚酯粉末涂料,纯聚酯粉末涂料成膜前要求见附表5规定
见附表5
涂层本身材料不符合
B503
★焊接性能
螺钉焊接:
用胶棒将焊在底盘上的压缩机螺钉或焊在蜗壳后板上的电机螺钉,用力敲击使之承受外力矩及向下冲击力,螺钉倾钭一定角度(约15°
)后焊点仍焊接牢固,无脱焊、松焊现象。
板材焊接:
用强力将焊接的两部分分开,焊接件必须在焊点四周脱裂,而焊点本身没有脱离。
见前面要求
胶棒
A
焊接性能不符合
A504
磷化膜
磷化后的工件磷化膜层应结晶致密、连续、均匀,在3%NaCl溶液中浸泡5min后室温放置,2小时内不生锈。
磷化后的工件允许以下缺陷:
由于局部的焊接、摩擦、存放、手接触以及表面加工状态的不同而造成颜色和结晶不均匀;
在焊接处和夹渣处无磷化膜;
磷化或后工件不允许以下缺陷:
梳松的磷化膜;
锈蚀或锈斑;
局部无磷化膜(焊接气孔和夹渣处除外)表面挂灰严重。
试剂、烧杯
磷化膜不符合
C505
★涂层硬度
1H以上
见附表7
硬度仪或铅笔
附着力不合格
B506
★涂层附着力
1.粉末静电喷涂件:
按GB/T9286规定试验,室温放置16小时后,用裁纸刀在试样表面划水平及垂直各10条切割线,形成等距方格,划格法要求涂膜附着力不大于0级(百格无脱落)。
按GB/T9286规定试验,划格法要求涂膜附着力不大于0级(百格无脱落)。
涂层厚度小于等于120µ
m时裁纸刀间隔为2mm,涂层厚度大于120µ
m时裁纸刀间隔为3mm,划格过程中刀刃始终垂直于样品表面,用力始终均匀,以划破涂膜见底材为准。
焊接处、拉深处、孔位等部位划格时不允许整格脱落。
戒刀、胶粘带
涂膜附着力不符合
B507
类别
★涂层光泽度
外观面高光表面涂层光泽度为85%~91%,外观面亚光表面涂层光泽度为30~40%,非外观面不作要求。
校准光泽计使其能正确读出高光泽工作标准板的光泽值,然后再读出低光泽工作标准板的光泽值。
在试验漆膜的平行于涂布方向的不同位置取三个读数,再用高光泽的工作标准板校准仪器以确保读数没有偏差。
若结果误差范围小于5个单位,则记录其平均值作为镜面光泽值。
否则再进行三次测定,记录全部六个值的平均值及极限值。
光泽度测试仪
光泽度不符合
B508
涂层抗冲击强度
室温下测试,涂膜抗冲击强度为4.90N·
m,要求涂膜凹面无裂纹、皱纹、剥离现象,凸面无剥离但允许开裂。
取尺寸为30mm×
50mm×
(0.6~1.2)mm的样板,将涂漆试板漆膜朝上平放在铁钻上,试板受冲击部分距边缘不少于15mm,每个冲击点的边缘相距不得少于15mm。
中锤借控制装置固定在4.90N·
m,按压控制纽,重锤即自由地落于冲头上。
提起重锤,取出样板。
同一试板进行三次试验。
然后用4倍放大镜观察,判断漆膜有无裂纹、皱纹及剥落等现象。
冲击仪
抗冲击不符合
B509
涂层柔韧性
涂膜厚度60~80µ
m采用120mm×
(5~50)mm×
(0.6~1.2)mm的镀锌板测试,要求使用不大于2mm的试验轴时,涂层表面无网纹、裂纹或由基材上剥离现象。
用双手将试板漆膜朝上,紧压于规定直径的轴棒上,利用两大拇指的力量在2-3s内绕轴棒弯曲试板,弯曲后两大拇指应对称于轴棒中心线。
柔韧性测定器
涂层柔韧性不符合
B511
涂层耐盐雾性
1、镀锌板喷涂件按GB/T1766评级。
工件边缘、划叉部位及焊接位以外的其他部位失光、粉化、脱落≤1级,生锈、起泡、开裂0级。
用刀片将样板划60°
夹角深透涂层,盐雾试验后,用刀片沿划叉部位刮开涂层腐蚀部分:
两边涂层剥离不超过6mm。
以划叉线垂直方向测量为准,检测部位如图所示区域A;
交叉中心部位涂层剥离不超过直径20mm的圆圈范围,检测部位如图所示区域B。
2、室内机冷轧板按GB/T1766评级。
工件边缘、划叉部位及焊接位以外的其他部位,失光、粉化、脱落≤1级,生锈、起泡、开裂0级。
以此考察粉末涂料的性能。
夹角深透涂层,盐雾试验后,线边泡80%区域不超过2mm区域。
沿划叉部位刮开涂层,两边涂层剥离不超过6mm。
以划叉线垂直方向测量为准,检测部位如图所示区域A。
以此考察前处理磷化效果。
按GB/T1771规定试验,温度35℃±
2℃,盐水浓度为50g/L±
1g/L,用过的溶液不能再用;
样品角度200±
50,样品尽可能成200
;
样品不能接触箱体,样品之间也不能相互接触;
样品上的液滴不能落到其他样品上。
盐雾不能直接喷射到样品上。
样板为75mm×
150mm,划叉“×
”的中心点应在样板的中心部位(38×
80处),如下图所示,划线时必须用力均匀,以划到底材为准,划线过程不允许有间断,直线长度不小于100mm,夹角为60º
(如下图所示);
零部件划叉部位必须是平面,且平面区域不少于70mm×
120mm。
涂层厚度60-80um..阴极电泳厚度大于15um.以两直线交点(交叉点)为圆心,画半径为50mm的圆弧与两直线交4点,连接此4点组成的矩形为检测区域。
室外件试验500h,室内件试验240h,在规定的试验时间结束时,样品拿出用清洁的水冲洗以除去表面残留的溶液。
盐雾箱
耐盐雾性不符合
B512
涂层耐酸碱性
1、镀锌板喷涂件
按GB/T1763规定试验,样件边缘用不干胶纸保护。
耐5%HCl试验240小时,按GB/T1766评级,涂层表面变色和失光≤1级,漆膜起泡、斑点、脱落、开裂等现象0级;
耐5%NaOH试验120小时,按GB/T1766评级,涂层表面变色≤1级,漆膜起泡、斑点、脱
 升级会员
升级会员 