筒体制造工艺设计流程通用模板文档格式.docx
《筒体制造工艺设计流程通用模板文档格式.docx》由会员分享,可在线阅读,更多相关《筒体制造工艺设计流程通用模板文档格式.docx(16页珍藏版)》请在冰豆网上搜索。
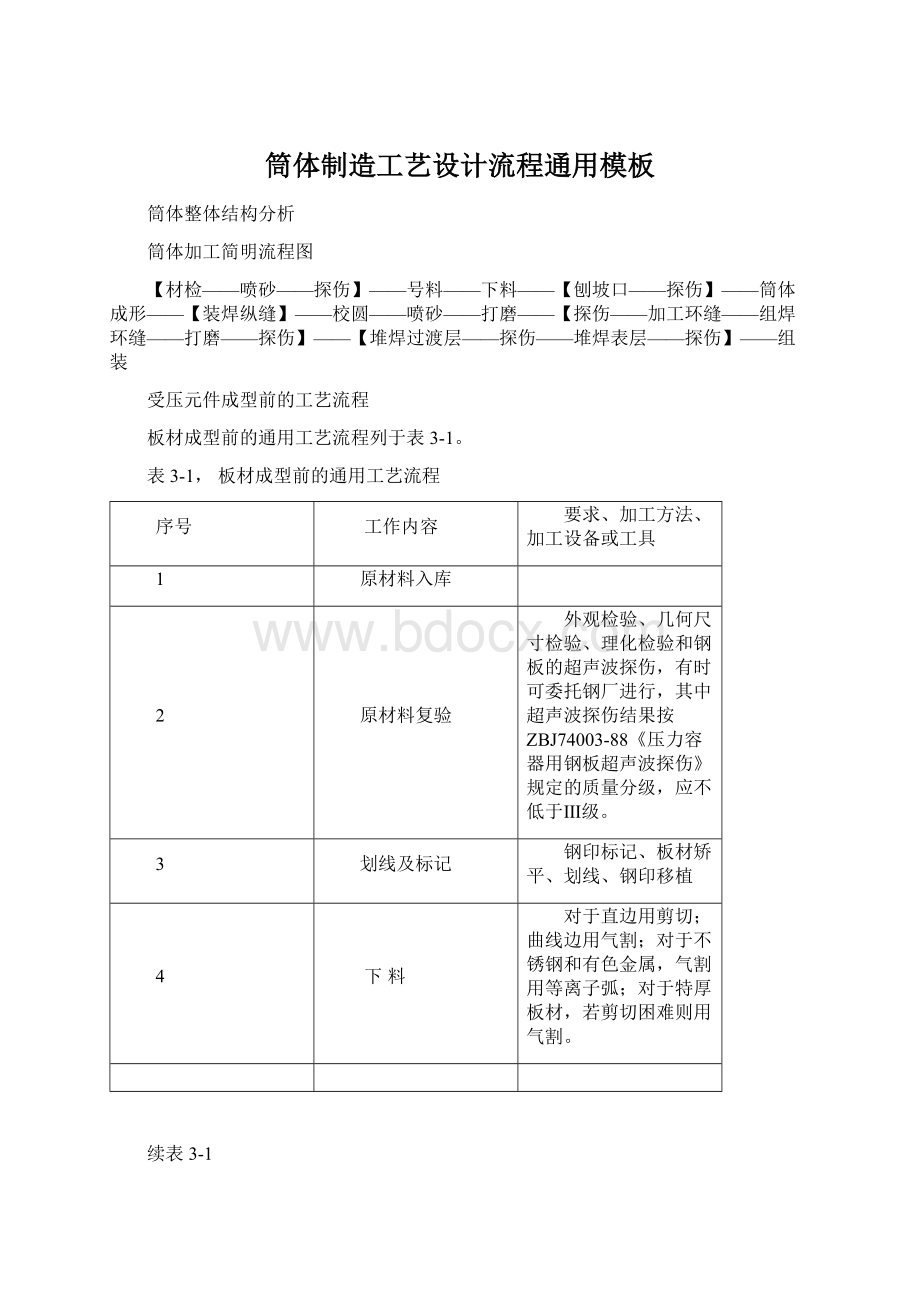
续表3-1
5
边缘加工
用气割或等离子弧开V型、X型坡口,并用砂轮打磨;
用机加工方法进行边缘加工或开坡口,其中牛头刨和龙门刨进行直线加工,用立车或大型普通车床进行圆弧轮廓加工;
用刨边机刨边和开坡口;
夹套材料
夹套材料为16MnR
16MnR是屈服强度350MPa的普通低合金高强度钢,具有良好的综合力学性能、焊接性能、工艺性能以及低温冲击韧性
筒体材料
筒体内层材料为304不锈钢,外层材料为16MnR。
304不锈钢化学牌号为06Cr19Ni10旧牌号(0Cr18Ni9)含铬19%,含镍8-10%。
304不锈钢是应用最为广泛的一种铬-镍不锈钢,具有良好的耐蚀性、耐热性、低温强度和机械特性。
在大气中耐腐蚀,如果是工业性气氛或重污染地区,则需要及时清洁以避免腐蚀。
适合用于食品的加工、储存和运输。
具有良好的加工性能和可焊性。
板式换热器、波纹管、家庭用品、建材、化学、食品工业等。
304不锈钢为国家认可的食品级不锈钢。
16MnR是屈服强度350MPa的普通低合金高强度钢,具有良好的综合力学性能、焊接性能、工艺性能以及低温冲击韧性。
表3-2,304不锈钢和16MnR力学性能
材料
氮含量%
屈服强度MPa
抗拉强度MPa
伸长率%
304
0.06
205
520
40
16MnR
510-655
≥345
表3-3,304的化学成分
化学成分
C%
Si%
Mn%
P%
S%
Cr%
Ni%
Mo%
N%
≤0.08
≤1
≤2
≤0.05
≤0.03
18~20
8.00~10.5
2.2~3
≤0.2
表3-4,16MnR的化学成分
0.2~0.55
1.2~1.6
≤0.02
工艺设计
选材
聚酯反应器筒体材料选择复合钢板。
基层16MnR,复层304不锈钢。
16MnR是普通低合金钢,它的强度较高、塑性韧性良好。
常见交货状态为热轧或正火。
属低合金高强度钢
304不锈钢是一种通用性的不锈钢材料,防锈性能比200系列的不锈钢材料要强。
耐高温方面也比较好,一般使用温度极限小于650℃。
304不锈钢具有优良的不锈耐腐蚀性能和较好的抗晶间腐蚀性能。
夹套选择16MnR低合金钢。
材检
一般来说,为了保证工程质量,所有原材料、构配件等,均要进行进场复检,并做好记录。
有些原材料需要抽样送检,并取得合格报告后方可使用。
具体实施按照工程验收规范、国家标准执行。
划线
(1)、展开计算
见图3-1
(a)展开前的形状及尺寸(b)展开后的形状及尺寸
图3-1筒节展开
已知:
H=2100mm、Dg=2200mm、δ=22+6mm
则有:
Dm=Dg+δ=2200+22+6=2228mm
L=π×
Dm=3.14×
2228=6995.92mm
h=H=2100mm
(2)、留余量
(a)、筒体卷制的伸长量:
与被卷材质、板厚、卷制直径的大小、卷制次数等条件有关,而本次采用冷卷,钢板冷卷的伸长量较小,约为7~8mm。
(b)、主要考虑内容为机加工余量和热切割加工余量
见图3-2:
图3-2筒节的划线及公差要求
(3)、焊缝变形量
对于尺寸要求严格的焊接结构件,划线时要考虑焊缝变形量(焊缝收缩量),可以查相关的标准。
对于简单结构在自由状态下进行电弧焊接时,也可以对焊缝收缩量等变形进行大致的估算。
实际用料线尺寸=展开尺寸-卷制伸长量+焊缝收缩量-焊缝剖开间隙+边缘加工余量
切割下料线尺寸=实际用料线尺寸+切割余量+划线公差
(4)、划线公差
长度L和宽度h如图二所示,对角线之差不大于1mm,两平行线的不平行度不大于1mm,若考虑相对长度、宽度的关系则更为完善。
一般情况下划线公差也可以考虑为制造公差的一般。
筒体的排料
(1)、每节筒节,其纵向焊缝数量,公称直径Dg不大于1800mm时,拼接焊缝不多于2条;
公称直径Dg大于1800mm时,拼接焊缝不多于3条;
(2)、每一节筒体的纵向焊缝中心线间的弧长不应小于300mm.
(3)、相邻筒体的纵向焊缝与筒体纵向焊缝应互相错开,并且两焊缝中心间的弧长不得小于100mm,见图3-3:
图3-3排料要求图
(4)、最短筒节长度不应小于300mm;
坡口加工
坡口加工按机加工制备,按焊接工艺刨纵、环缝坡口,在12m的刨边机上加工,刨边机在下尽料的钢板两端按焊卡刨坡口,另两块钢板一端按焊卡刨坡口,另一端待筒体滚圆后制作。
根据实际生产情况,直缝和环缝坡口型式分别如图1所示。
焊接前要检查坡口型式及装配质量,坡口处要进行清除铁锈、油污、氧化皮等影响焊接质量的杂质,并对坡口进行PT表面探伤检测,确认无缺陷后方可进行焊接。
开设焊接坡口的目的主要是为了保证电弧能深入接头根部,使接头根部焊透,其次是便于清理熔渣,获得较好的焊缝成形,再次是调节焊缝中金属和母材的比例。
开设坡口主要是为了焊透,能否焊透主要由坡口的尺寸和形式决定的,焊接坡口应根据板厚、焊接方法以及图样要求或工艺条件选用标准坡口或自行设计坡口。
选择和设计坡口形式和尺寸应综合考虑以下因素:
(1)保证焊缝焊透;
(2)坡口形状易于加工;
(3)便于装配;
(4)尽量减少焊缝金属填充量,提高生产效率;
(5)保证焊接接头质量,避免产生焊接缺陷;
(6)减少焊接残余应力与变形;
(7)有利于焊接防护,改善劳动条件;
(8)方便焊工操作;
(9)复合钢板坡口应有利于减少过渡层焊缝金属的稀释率。
因此,焊接坡口形式与尺寸设计见图3-4:
图3-4复合板筒节环缝示意
该坡口形式具有以下优点:
(1)过渡层位置明确 基层与复层界面一目了然,过渡层的位置有明确标记,不会将碳钢焊条焊到复层上,焊工无心理负担,施焊时得心应手。
(2)避免夹渣的产生 复层边缘远离焊缝中心,因此在焊接热循环过程中,最高峰值温度大大降低,避免了因基层焊接时反复受热膨胀,引起复层张口,并出现夹渣的可能。
(3)保证了过渡层厚度的要求 过渡层能完全覆盖基层,并且能达到技术条件中要求的a、b值,保证过渡层的焊接质量,使其真正起到承上启下的作用。
多年的实践证明,坡口能更好的保证不锈钢复合板的焊接质量,同时对其它类型的复合材料焊接坡口的设计有一定的参考价值。
、焊接工艺
焊前准备
为了保证焊接接头的耐蚀性,防止焊接缺陷,在焊前准备中,对下列问题应予以特别注意。
⑴下料方法根据材料厚度查得,坡口加工方法可选用切削或磨削。
此盘管坡口加工适宜选择磨削加工方法。
其优点是现在的磨削工具小型轻便,使用起来比较方便,总成本低,而且用途广,对于厚度小于8mm的部件,多采用磨削方法加工坡口,这种方法更适用于现场修磨坡口。
⑵焊前清理为了保证焊接质量,焊前应将坡口及两侧20~30mm范围内的焊件表面清理干净,如有油污,可用丙酮或酒精等有机溶剂擦拭。
对表面质量要求特别高的焊件,应在适当范围内涂上用白垩粉调制的糊浆,以防止飞溅金属损伤钢材表面。
⑶表面防护在搬运,坡口制备、装配及点焊过程中,应注意避免损伤不锈钢表面,以免使产品的耐蚀性能降低,如不允许在钢材表面随意打弧及用利器划伤钢板表面等。
⑷自冷作硬化现象因奥氏体不锈钢的线胀系数大,对冷作硬化敏感,在刚性固定条件下焊接时,焊缝在冷却中会产生较大的塑性变形,而发生自发的冷作硬化现象,经“自冷作硬化”的焊缝,屈服点提高40%左右,塑性有所降低。
⑸焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。
焊丝在使用前应清除油锈及其他污物,露出金属光泽。
⑹氩气
氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不能用尽,瓶内余压不得低于0.5MPa,以保证充氩纯度。
⑺焊接工具
a采用直流电焊机,用WSE-315和TIG400两种型号焊机。
b选用的氩气减压流量计应开闭自如,没有漏气现象。
切记不可先开流量计、后开气瓶,造成高压气流直冲低压,损坏流量计;
关时先关流量计而后关氩气瓶。
c输送氩气的胶皮管,不得与输送其它气体的胶皮管互相串用,可用新的氧气胶皮管代用,长度不超过30米。
⑻其它工器具
焊工应备有:
手锤、砂纸、扁铲、钢丝刷、电磨工具等,以备清渣和消缺。
筒节与筒节环缝焊接方法及焊接工艺
复合板筒节与筒节环焊接如图4-2
图4-1堆焊工艺图4-2筒节环缝焊接
4.2.2筒节与筒节环焊缝焊接工艺
表4-1,复合板筒节与筒节环焊缝焊接工艺
焊接过程
检验要求
清理坡口及坡口检查,并对不锈钢侧涂保护涂料
100%MTJB/T4730-2005I级
组对、预热,预热温度≥200℃、点焊
续表4-1
里口焊条电弧焊打底焊;
里口焊条电弧焊焊到离交界面1mm;
外观
外口清根、打磨
外口SAW焊满,预热温度≥200℃
6
堆焊表面磨平及检查
7
预热温度≥100℃,SMAW堆焊过渡层≥2mm
100%PTJB/T4730-2005I级
100%UTJB/T4730-2005I级
8
消应力600±
20℃/2h
测厚
SMAW堆焊耐蚀层,总堆焊厚度≥5mm(与两边复层平齐)
8
校园
层次
焊接方法
焊材牌号
规格mm
电流
(A)
电压
(V)
烘烤温度℃
保温时间h
SMAW
CMA-96MB
φ4
160~180
23~24
350
φ5
230~250
24~26
A042
120~140
200
A022
SAW
US-511N
500~600
30~34
PF-200
表4-2,筒体内壁堆焊工艺
堆焊面检查
续表4-2
清理堆焊面,预热≥100℃
带极堆焊过渡层一层≥3mm,
目测≥3mm
100%UTJB/
 升级会员
升级会员 