钢筋试验规范Word格式文档下载.docx
《钢筋试验规范Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《钢筋试验规范Word格式文档下载.docx(35页珍藏版)》请在冰豆网上搜索。
HRBF500
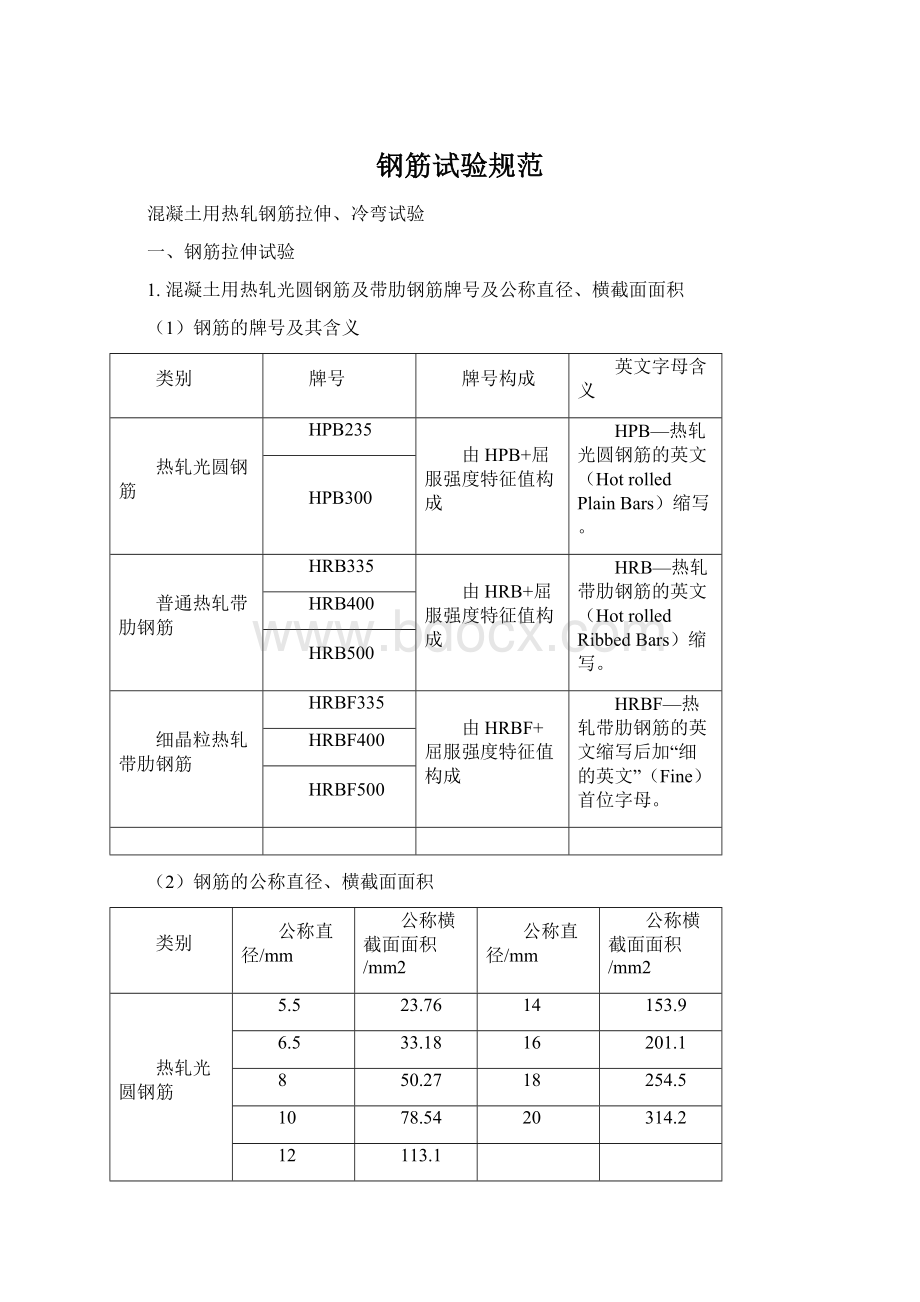
(2)钢筋的公称直径、横截面面积
公称直径/mm
公称横截面面积/mm2
5.5
23.76
14
153.9
6.5
33.18
16
201.1
8
50.27
18
254.5
10
78.54
20
314.2
12
113.1
热轧带肋钢筋
6
28.27
22
380.1
25
490.9
28
615.8
32
804.2
36
1018
40
1257
50
1964
注:
理论重量按密度为7.85g/cm3计算。
2.组批规则和取样方法
(1)组批规则
钢筋应按批进行检查和验收,每批由同一牌号、同一炉罐号、同一规格的钢筋组成。
每批重量通常不大于60t。
超过60t的部分,每增加40t(或不足40t的余数),增加一个拉伸试验试样和一个弯曲试验试样。
允许由同一牌号、同一冶炼方法、同一浇注方法的不同炉罐号组成混合批。
各炉罐号含碳量之差不大于0.02%,含锰量之差不大于0.15%。
混合批的重量不大于60t。
(2)取样方法
每批钢筋的检验项目,取样方法和试验方法应符合下表的规定:
钢筋种类
每组试件数量
拉伸试验
弯曲试验
2根
取样方法为任选两根钢筋切取。
(3)试件要求
拉伸试件的长度L,分别按下式计算后截取:
拉伸试件:
;
式中:
L、——分别为拉伸试件和冷弯试件的长度(mm);
L0——拉伸试件的标距(mm);
h、h1——分别为夹具长度和预留长度(mm),h1=(0.5~1)a;
a——钢筋的公称直径(mm)。
对于光圆钢筋一般要求夹具之间的最小自由长度不小于350mm;
对于带肋钢筋,夹具之间的最小自由长度一般要求:
时,不小于350mm;
时,不小于400mm;
时,不小于500mm。
2.主要仪器设备
(1)万能材料试验机:
示值误差不大于1%。
量程的选择:
试验时达到最大荷载时,指针最好在第三象限(180°
~270°
)内,或者数显破坏荷载在量程的50%~75%之间。
(2)钢筋打点机或划线机、游标卡尺(精度为0.1mm)等。
3.试样制备
拉伸试验用钢筋试件不得进行车削加工,可以用两个或一系列等分小冲点或细划线标出试件原始标距,测量标距长度L0,精确至0.1mm,见图-1。
根据钢筋的公称直径选取公称横截面积(mm2)。
图-1钢筋拉伸试验试件
a-试样原始直径;
L0-标距长度;
h1-取(0.5~1)a;
h-夹具长度
4.试验步骤
将试件上端固定在试验机上夹具内,调整试验机零点,装好描绘器、纸、笔等,再用下夹具固定试件下端。
开动试验机进行拉伸。
拉伸速度为:
屈服前应力增加速度为10MPa/s;
屈服后试验机活动夹头在荷载下移动速度不大于0.5Lc/min,直至试件拉断。
拉伸过程中,测力度盘指针停止转动时的恒定荷载,或第一次回转时的最小荷载,即为屈服荷载Fs(N)。
向试件继续加荷直至试件拉断,读出最大荷载Fb(N)。
测量试件拉断后的标距长度L1。
将已拉断的试件两端在断裂处对齐,尽量使其轴线位于同一条直线上。
如拉断处距离邻近标距端点大于L0/3时,可用游标卡尺直接量出L1。
如拉断处距离邻近标距端点小于或等于L0/3时,可按下述移位法确定L1:
在长段上自断点起,取等于短段格数得B点,再取等于长段所余格数(偶数如图-2a)之半得C点;
或者取所余格数(奇数如图-2b)减1与加1之半得C与C1点。
则移位后的L1分别为AB+2BC或AB+BC+BC1。
图-2用移位法计算标距
如果直接测量所求得的伸长率能达到技术条件要求的规定值,则可不采用移位法。
5.结果评定
钢筋的屈服点和抗拉强度按下式计算:
、——分别为钢筋的屈服点和抗拉强度(MPa);
、——分别为钢筋的屈服荷载和最大荷载(N);
A——试件的公称横截面积(mm2)。
当、大于1000MPa时,应计算至10MPa,按“四舍六入五单双法”修约;
为200~1000MPa时,计算至5MPa,按“二五进位法”修约;
小于200MPa时,计算至1MPa,小数点数字按“四舍六入五单双法”处理。
钢筋的伸长率或按下式计算:
、——分别为或时的伸长率(精确至1%);
L0——原标距长度5a或10a(mm);
L1——试件拉断后直接量出或按移位法的标距长度(mm,精确至0.1mm)。
如试件在标距端点上或标距外断裂,则试验结果无效,应重做试验。
附:
GB1499.1-2008及GB1499.2-2007规定,允许用下述方法测量钢筋在最大力下总伸长率。
方法如下:
1、原始标距的标记和测量
在试样自由长度范围内,均匀划分为10mm或5mm的等间距标记,标记的划分和测量应符合GB/T
228的有关要求。
2、拉伸试验
按GB/T228规定进行拉伸试验,直至试样断裂。
3、断裂后的测量
选择Y和V两个标记,这两个标记之间的距离在拉伸试验之前至少应为100mm。
两个标记都应
当位于夹具离断裂点最远的一侧。
两个标记离开夹具的距离都应不小于20mm或钢筋公称直径d(取二者之较大者);
两个标记与断裂点之间的距离应不小于50mm或2d(取二者之较大者)。
见图A1。
图A1断裂后的测量
在最大力作用下试样总伸长率Agt(%)可按式A1计算:
Agt=×
100
L——图A1所示断裂后的距离,单位为毫米(mm);
L0——试验前同样标记间的距离,单位为毫米(mm);
Rm——抗拉强度,单位为兆帕(MPa);
E——弹性模量,其值可取为2×
105,单位为兆帕(MPa)。
二、冷弯试验
冷弯是桥梁钢材的重要工艺性能,用以检验钢材在常温下承受规定弯曲程度的弯曲变形能力,并显示其缺陷。
工程中经常需对钢材进行冷弯加工,冷弯试验就是模拟钢材弯曲加工而确定的。
通过冷弯试验不仅能检验钢材适应冷加工的能力和显示钢材内部缺陷(如起层,非金属夹渣等)状况,而且由于冷弯时试件中部受弯部位受到冲头挤压以及弯曲和剪切的复杂作用,因此也是考察钢材在复杂应力状态下发展塑性变形能力的一项指标。
所以,冷弯试验对钢材质量是一种较严格的检验。
1.试样
试样的长度应根据试样厚度和所使用的试验设备确定。
当采用支辊式弯曲装置时,可以按照下式确定:
——圆周率,其值取3.14;
d——弯曲压头或弯心直径;
——试验直径。
2.试验原理及试验设备
钢筋冷弯试验是以钢筋试样经受弯曲塑性变形,不改变加力方向,直至达到规定的弯曲角度。
然后卸除试验力,检查试样承受变形性能。
通常检查试样弯曲部分的外面、里面和侧面,若弯曲处无裂纹、起层或断裂现象,即可认为冷弯性能合格。
冷弯试验可在压力机或万能试验机上进行。
压力机或万能试验机上应配备弯曲装置。
常用弯曲装置有支辊式、V形模具式、虎钳式、翻板式等四种。
上述四种弯曲装置的弯曲压头(或弯心)应具有足够的硬度,支辊式的支辊和翻板式的滑块也应具有足够的硬度。
3.试验步骤
a)冷弯试件和支座b)弯曲180°
c)弯曲90°
图-3钢筋冷弯试验装置示意图
以采用支辊式弯曲装置为例介绍试验步骤与要求。
(1)试样放置于两个支点上,将一定直径的弯心在试样两个支点中间施加压力,使试样弯曲到规定的角度,或出现裂纹、裂缝、断裂为止。
(2)试样在两个支点上按一定弯心直径弯曲至两臂平行时,可一次完成试验,也可先按
(1)弯曲至90°
,然后放置在试验机平板之间继续施加压力,压至试样两臂平行。
(3)试验时应在平稳压力作用下,缓慢施加试验力。
(4)弯心直径必须符合相关产品标准中的规定,弯心宽度必须大于试样的宽度或直径,两支辊间距离为(d+3a)±
0.5amm,并且在试验过程中不允许有变化。
(5)试验应在10~35℃下进行,在控制条件下,试验在23±
2℃下进行。
(6)卸除试验力以后,按有关规定进行检查并进行结果评定。
4.冷弯角度和弯心直径
品种
强度等级
公称直径(mm)
弯心直径钢筋直径
光圆钢筋
8~22
180o
螺
纹
钢
筋
8~25
28~50
28~40
10~25
28~32
钢筋焊接接头拉伸、弯曲试验
一、名次解释:
1.钢筋闪光对焊
将两钢筋安放成对接形式,利用电阻热使接触点金属熔化,产生强烈飞溅,形成闪光,迅速施加顶锻力完成的一种压焊方法。
2.钢筋电弧焊
以焊条作为一极,钢筋为另一极,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法。
3.热影响区
焊接或热切割过程中,钢筋母材因受热的影响(但未熔化),使金属组织和力学性能发生变化的区域。
4.延性断裂
伴随明显塑性变形而形成延性断口(断裂面与拉应力垂直或倾斜,其上具有细小的凹凸,呈纤维状)的断裂。
5.脆性断裂
几乎不伴随塑性变形而形成脆性断口(断裂面通常与拉应力垂直,宏观上由具有光泽的亮面组成)的断裂。
二、焊接外观质量检验
焊接接头外观检查时,首先应由焊工对所焊接头或制品进行自检;
然后由施工单位专业质量检查员检验;
监理(建设)单位进行验收记录。
纵向受力钢筋焊接接头外观检查时,每一检验批中应随机抽取10%的焊接接头。
检查结果,当外观质量各小项不合格数均小于或等于抽检数的10%,则该批焊接接头外观质量评为合格。
当某一小项不合格数超过抽检数的10%时,应对该批焊接接头该小项逐个进行复检,并剔出不合格接头;
对外观检查不合格接头采取修整或焊补措施后,可提交二次验收。
(一)钢筋闪光对焊接头
闪光对焊接头的质量检验,应分批进行外观检查和力学性能检验,并应按下列规定作为一个检验批;
1.在同一台班内,由同一焊工完成的300个同牌号、同直径钢筋焊接接头应作为一批。
当同一台班内焊接的接头数量较少,可在一周之内累计计算;
累计仍不足300个接头时,应按一批计算;
2.力学性能检验时,应从每批接头中随机切取6个接头,其中3个做拉伸试验,3个做弯曲试验;
3.封闭环式箍筋闪光对焊接头,以600个同牌号。
同规格的接头作为一批,只做拉伸试验。
闪光对焊接头外观检查结果,应符合下列要求:
1.接头处不得有横向裂纹;
2.与电极接触处的钢筋表面不得有明显烧伤;
3.接头处的弯折角不得大于3°
4.接头处的轴线偏移不得大于钢筋直径的0.
 升级会员
升级会员 