ig焊缝外观检查标准Word格式文档下载.docx
《ig焊缝外观检查标准Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《ig焊缝外观检查标准Word格式文档下载.docx(17页珍藏版)》请在冰豆网上搜索。
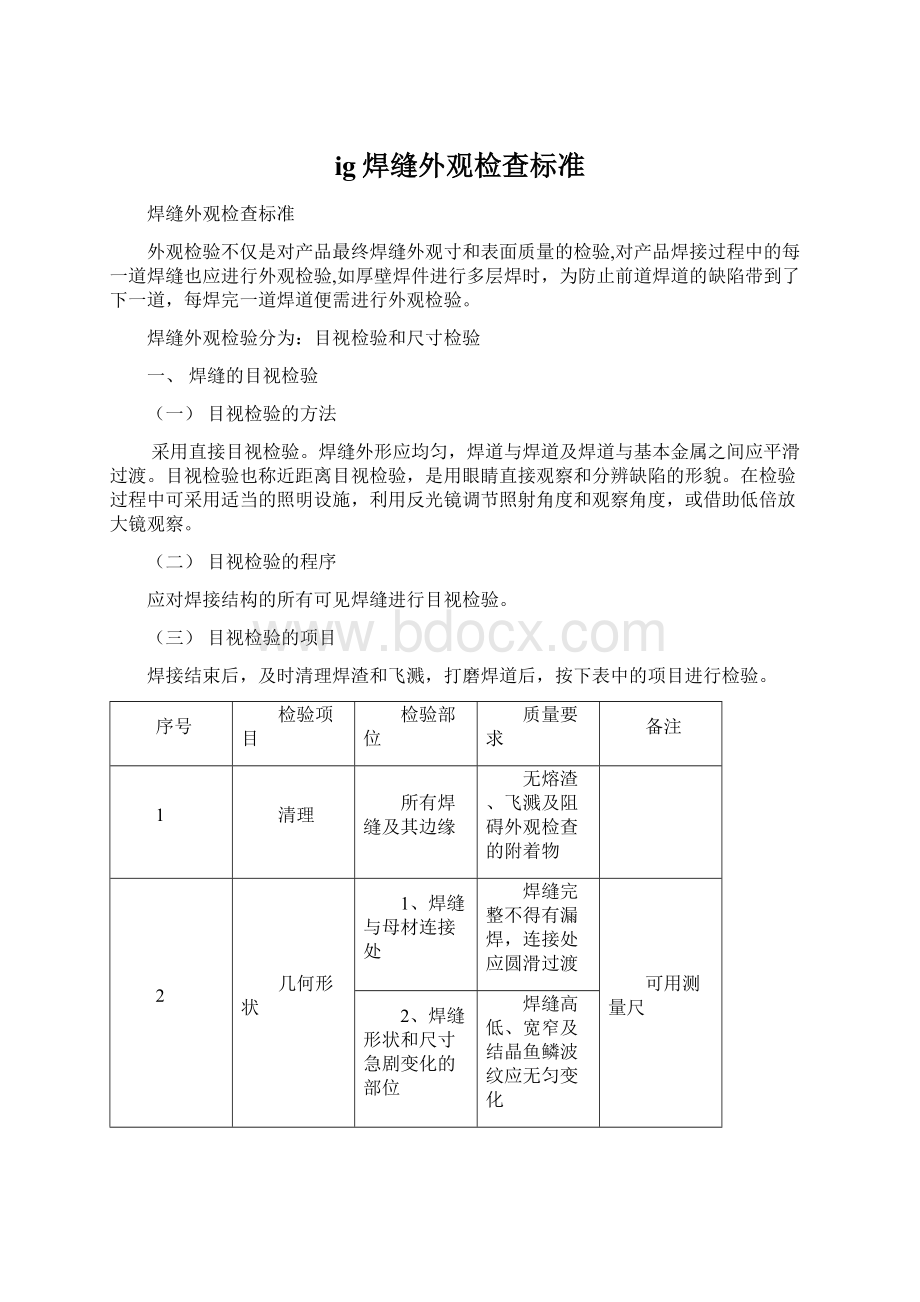
检验项目
检验部位
质量要求
备注
1
清理
所有焊缝及其边缘
无熔渣、飞溅及阻碍外观检查的附着物
2
几何形状
1、焊缝与母材连接处
焊缝完整不得有漏焊,连接处应圆滑过渡
可用测量尺
2、焊缝形状和尺寸急剧变化的部位
焊缝高低、宽窄及结晶鱼鳞波纹应无匀变化
3
焊接缺陷
1、整条焊缝和热影响区附近
2、重点检查焊缝的接头部位,收弧部位及形状和尺寸突变部位
1、无裂纹、夹渣、焊瘤、烧穿等缺陷;
2、气孔、咬边应符合有关标准规定
1、接头部位易产生焊瘤、咬边等缺陷;
2、收弧部位易产生弧坑裂纹、夹渣和气孔等缺陷
4
伤痕补焊
1、装配拉筋板拆除部位
无缺肉及遗留焊疤
2、母材引弧位
无表面气孔、裂纹、夹渣、疏松等缺陷
3、母材机械划伤部位
划伤部位不应有明显棱角和沟槽,伤痕深度水超过有关标准的规定
目视检验若发现有裂纹、夹渣、气孔、焊瘤、咬边等不允许存在的缺陷,应清除、补焊、修磨,使焊缝表面质量符合要求。
二、焊缝外形尺寸的检验
焊缝外形尺寸的检验是按图样标注尺寸或技术标准规定的尺寸对实物进行测量检验。
通常在目视检验的基础上,选择焊缝尺寸正常部位、尺寸变化的过渡部位和尺寸异常变化的部位进行测量检查,然后相互比较,找出焊缝外形尺寸变化的规律,与标准规定的尺寸对比,从而判断焊缝的外形尺寸是否符合要求。
(一)对接焊缝外形尺寸的检验
对接焊缝的外形尺寸包括:
焊缝的余高h、焊缝宽度c、焊缝边缘直线度f、焊缝宽度差和焊缝表面凹凸度。
焊缝的余高,焊缝宽度是重点检验的外形尺寸。
1、JB/T7949-1999《钢结构焊缝外形尺寸》就对接焊缝余高、焊缝宽度作如下规定:
I形坡口对接焊缝,其焊缝宽度c=b+2a及余高应符合表二中I形焊缝的规定。
非I形坡口对接焊缝尺寸I形坡口对接焊缝尺寸
非I形坡口对接焊缝,其焊缝宽度c=g+2a及余高应符合表二中非I形焊缝的规定。
焊接方法
焊缝形式
焊缝宽度c
焊缝余高
C(最小)
C(最大)
焊条电弧焊及气体保护焊
I形焊缝
b+4
b+8
平焊:
0~3
其余:
0~4
非I形焊缝
g+4
g+8
对接焊缝余高和宽度的测量方法如下图:
a)测较小焊缝余高b)测较大的焊缝余高c)测焊缝宽度
2、焊缝边缘直线度
在任意300mm连续焊缝长度内,焊缝边缘沿焊缝轴向的直线度,应符合下表中的规定。
焊缝边缘直线度f/mm
埋弧焊
≦4
≦3
焊缝边缘直线度示意图焊缝表面凹凸度示意图
3、焊缝表面凹凸度
在焊缝任意25mm长度范围内,焊缝最大余高和最小余高的差值不得大于2mm
4、焊缝宽度差
焊缝最大宽度和最小宽度的差值,在任意50mm焊缝长度范围内不得大于4mm,整个焊缝长度范围内不得大于5mm。
(二)角焊缝外形尺寸的检验
角焊缝外形尺寸包括焊脚、焊脚尺寸、凹凸度和焊缝边缘直线度等。
一般产品技术条件和图样上要求角焊缝为焊趾处圆滑过渡的凹形角焊缝。
JB/T7949《钢结构焊缝外形尺寸》标准中规定,角焊缝的焊脚尺寸由设计或有关技术文件注明,其焊脚尺寸K值的偏差应合下表中的规定。
尺寸偏差/mm
K<12
K>12
+4
+5
+3
用焊接检验尺测量焊脚尺寸
电厂分散控制系统故障分析与处理
作者:
单位:
摘要:
归纳、分析了电厂DCS系统出现的故障原因,对故障处理的过程及注意事项进行了说明。
为提高分散控制系统可靠性,从管理角度提出了一些预防措施建议,供参考。
关键词:
DCS 故障统计分析 预防措施
随着机组增多、容量增加和老机组自动化化改造的完成,分散控制系统以其系统和网络结构的先进性、控制软件功能的灵活性、人机接口系统的直观性、工程设计和维护的方便性以及通讯系统的开放性等特点,在电力生产过程中得到了广泛应用,其功能在DAS、MCS、BMS、SCS、DEH系统成功应用的基础上,正逐步向MEH、BPC、ETS和ECS方向扩展。
但与此同时,分散控制系统对机组安全经济运行的影响也在逐渐增加;
因此如何提高分散控制系统的可靠性和故障后迅速判断原因的能力,对机组的安全经济运行至关重要。
本文通过对浙江电网机组分散控制系统运行中发生的几个比较典型故障案例的分析处理,归纳出提高分散系统的可靠性的几点建议,供同行参考。
1 考核故障统计
浙江省电力行业所属机组,目前在线运行的分散控制系统,有TELEPERM-ME、MOD300,INFI-90,NETWORK-6000,MACSⅠ和MACS-Ⅱ,XDPS-400,A/I。
DEH有TOSAMAP-GS/C800,DEH-IIIA等系统。
笔者根据各电厂安全简报记载,将近几年因分散控制系统异常而引起的机组故障次数及定性统计于表1
表1 热工考核故障定性统计
2 热工考核故障原因分析与处理
根据表1统计,结合笔者参加现场事故原因分析查找过程了解到的情况,下面将分散控制系统异常(浙江省电力行业范围内)而引起上述机组设备二类及以上故障中的典型案例分类浅析如下:
2.1 测量模件故障典型案例分析
测量模件“异常”引起的机组跳炉、跳机故障占故障比例较高,但相对来讲故障原因的分析查找和处理比较容易,根据故障现象、故障首出信号和SOE记录,通过分析判断和试验,通常能较快的查出“异常”模件。
这种“异常”模件有硬性故障和软性故障二种,硬性故障只能通过更换有问题模件,才能恢复该系统正常运行;
而软性故障通过对模件复位或初始化,系统一般能恢复正常。
比较典型的案例有三种:
(1)未冗余配置的输入/输出信号模件异常引起机组故障。
如有台130MW机组正常运行中突然跳机,故障首出信号为“轴向位移大Ⅱ”,经现场检查,跳机前后有关参数均无异常,轴向位移实际运行中未达到报警值保护动作值,本特利装置也未发讯,但LPC模件却有报警且发出了跳机指令。
因此分析判断跳机原因为DEH主保护中的LPC模件故障引起,更换LPC模件后没有再发生类似故障。
另一台600MW机组,运行中汽机备用盘上“汽机轴承振动高”、“汽机跳闸”报警,同时汽机高、中压主汽门和调门关闭,发电机逆功率保护动作跳闸;
随即高低压旁路快开,磨煤机B跳闸,锅炉因“汽包水位低低”MFT。
经查原因系#1高压调门因阀位变送器和控制模件异常,使调门出现大幅度晃动直至故障全关,过程中引起#1轴承振动高高保护动作跳机。
更换#1高压调门阀位控制卡和阀位变送器后,机组启动并网,恢复正常运行。
(2)冗余输入信号未分模件配置,当模件故障时引起机组跳闸:
如有一台600MW机组运行中汽机跳闸,随即高低压旁路快开,磨煤机B和D相继跳闸,锅炉因“炉膛压力低低”MFT。
当时因系统负荷紧张,根据SOE及DEH内部故障记录,初步判断的跳闸原因而强制汽机应力保护后恢复机组运行。
二日后机组再次跳闸,全面查找分析后,确认2次机组跳闸原因均系DEH系统三路“安全油压力低”信号共用一模件,当该模件异常时导致汽轮机跳闸,更换故障模件后机组并网恢复运行。
另一台200MW机组运行中,汽包水位高Ⅰ值,Ⅱ值相继报警后MFT保护动作停炉。
查看CRT上汽包水位,2点显示300MM,另1点与电接点水位计显示都正常。
进一步检查显示300MM的2点汽包水位信号共用的模件故障,更换模件后系统恢复正常。
针对此类故障,事后热工所采取的主要反事故措施,是在检修中有针对性地对冗余的输入信号的布置进行检查,尽可能地进行分模件处理。
(3)一块I/O模件损坏,引起其它I/O模件及对应的主模件故障:
如有台机组“CCS控制模件故障"
及“一次风压高低”报警的同时,CRT上所有磨煤机出口温度、电流、给煤机煤量反馈显示和总煤量百分比、氧量反馈,燃料主控BTU输出消失,F磨跳闸(首出信号为“一次风量低”)。
4分钟后CRT上磨煤机其它相关参数也失去且状态变白色,运行人员手动MFT(当时负荷410MW)。
经检查电子室制粉系统过程控制站(PCU01柜MOD4)的电源电压及处理模件底板正常,二块MFP模件死机且相关的一块CSI模件((模位1-5-3,有关F磨CCS参数)故障报警,拔出检查发现其5VDC逻辑电源输入回路、第4输出通道、连接MFP的I/O扩展总线电路有元件烧坏(由于输出通道至BCS(24VDC),因此不存在外电串入损坏元件的可能)。
经复位二块死机的MFP模件,更换故障的CSI模件后系统恢复正常。
根据软报警记录和检查分析,故障原因是CSI模件先故障,在该模件故障过程中引起电压波动或I/O扩展总线故障,导致其它I/O模件无法与主模件MFP03通讯而故障,信号保持原值,最终导致主模件MFP03故障(所带A-F磨煤机CCS参数),CRT上相关的监视参数全部失去且呈白色。
2.2 主控制器故障案例分析
由于重要系统的主控制器冗余配置,大大减少了主控制器“异常”引发机组跳闸的次数。
主控制器“异常”多数为软故障,通过复位或初始化能恢复其正常工作,但也有少数引起机组跳闸,多发生在双机切换不成功时,如:
(1)有台机组运行人员发现电接点水位计显示下降,调整给泵转速无效,而CRT上汽包水位保持不变。
当电接点水位计分别下降至甲-300mm,乙-250mm,并继续下降且汽包水位低信号未发,MFT未动作情况下,值长令手动停炉停机,此时CRT上调节给水调整门无效,就地关闭调整门;
停运给泵无效,汽包水位急剧上升,开启事故放水门,甲、丙给泵开关室就地分闸,油泵不能投运。
故障原因是给水操作站运行DPU死机,备用DPU不能自启动引起。
事后热工对给泵、引风、送风进行了分站控制,并增设故障软手操。
(2)有台机组运行中空预器甲、乙挡板突然关闭,炉膛压力高MFT动作停炉;
经查原因是风烟系统I/O站DPU发生异常,工作机向备份机自动切换不成功引起。
事后电厂人员将空预器烟气挡板甲1、乙1和甲2、乙2两组控制指令分离,分别接至不同的控制站进行控制,防止类似故障再次发生。
2.3 DAS系统异常案例分析
DAS系统是构成自动和保护系统的基础,但由于受到自身及接地系统的可靠性、现场磁场干扰和安装调试质量的影响,DAS信号值瞬间较大幅度变化而导致保护系统误动,甚至机组误跳闸故障在我省也有多次发生,比较典型的这类故障有:
(1)模拟量信号漂移:
为了消除DCS系统抗无线电干扰能力差的缺陷,有的DCS厂家对所有的模拟量输入通道加装了隔离器,但由此带来部分热电偶和热电阻通道易电荷积累,引起信号无规律的漂移,当漂移越限时则导致保护系统误动作。
我省曾有三台机组发生此类情况(二次引起送风机一侧马达线圈温度信号向上漂移跳闸送风机,联跳引风机对应侧),但往往只要松一下端子板接线(或拆下接线与地碰一下)再重新接上,信号就恢复了正常。
开始热工人员认为是端
 升级会员
升级会员 